ZTC4钛合金透平机转子叶片的开发及应用
2016-02-17 06:12:41李伟东纪大伟贾国成贾壮飞孙宏喆杨红霞刘茵琪
钛工业进展 2016年6期
李伟东,纪大伟,贾国成,贾壮飞,孙宏喆,杨红霞,刘茵琪
(洛阳双瑞精铸钛业有限公司,河南 洛阳 471000)
ZTC4钛合金透平机转子叶片的开发及应用
李伟东,纪大伟,贾国成,贾壮飞,孙宏喆,杨红霞,刘茵琪
(洛阳双瑞精铸钛业有限公司,河南 洛阳 471000)
开发了一种ZTC4钛合金叶片,用于替代腐蚀磨损的电厂透平机转子不锈钢叶片。首先采用三维扫描逆向工程技术测绘受损的透平机转子叶片,然后利用石墨型真空铸造法铸造ZTC4钛合金叶片,最后采用超音速火焰喷涂技术喷涂WC防护涂层。对叶片底座配合面进行机械加工,并将机加工后的叶片进行装配、动平衡测试,完成整个试制过程。所生产叶片的各项参数指标均满足用户要求,并已装机使用2年,没有发生腐蚀磨损,也不需要清理尘污,得到了用户的高度认可。
ZTC4钛合金;透平机;逆向工程技术;石墨型铸造
0 引 言
透平机是将流体介质的能量转换成机械功的机器。其工作介质可以是气体也可以是液体。钢厂自备电厂用的透平机是以高炉煤气为工作介质,将高炉气体的能量转换成机械功,带动发电机发电。传统的透平机转子叶片的材质为不锈钢,在水煤气及灰尘环境中服役易受到腐蚀和磨损。此外,叶片表面还极易吸附灰尘。因此,每两年就需要对叶片表面的灰尘进行清理,并对透平机转子进行高速动平衡校验测试。某钢厂自备电厂的透平机转子,由于环境和介质等原因,使用寿命更短,需要每年进行更换,极大地影响了生产效率,增加了生产成本。因此,亟需寻求透平机转子叶片的替代材料,以满足工作环境的需求。
钛合金具有密度低、比强度高、膨胀系数小、耐蚀性好、耐热性好等特点[1-2],是制造透平机转子叶片的理想材料[3-4]。由于钛元素具有很强的活性,无法用传统的铸造方法成形钛合金铸件。目前国内外普遍采用石墨型真空铸造和熔模精密真空铸造[5-6]两种方法成形钛合金铸件。石墨型铸造法成形的铸件具有表面质量好、尺寸精度高等特点。因此,本研究采用三维扫描逆向工程技术测绘腐蚀磨损的叶片,采用石墨型真空铸造法制备钛合金透平机转子叶片,用于替代受损的不锈钢透平机转子叶片。
1 透平机转子叶片的测绘
透平机转子叶片轮廓尺寸为328.8 mm×196.6 mm×88.2 mm。因叶片结构为不规则的弧面结构,且破损较为严重且,无法用常规的测量方法进行精确测量。针对实际情况,采用三维扫描逆向工程技术,用MAX shot 3D三维激光扫描仪(精度±0.04 mm)对受损叶片(图1a)进行数据采样,获得小平面体数模(图1b)及点云数据。对点云进行降密处理,保留轮廓及边缘部位点云。依据降密后的点云和小平面体绘制出叶片轮廓线,并将绘制的轮廓线编辑成面体,再绘制成可编辑的三维实体数模,见图1c。依据可编辑的三维实体数模可绘制二维铸件图及二维零件工程图。将绘制好的可编辑的三维实体数模与扫描数据所获得的小平面体数模进行比对(见图1d),两者误差控制在±0.3 mm以内。

图1 受损叶片照片及叶片的三维数模Fig.1 Photo of damaged blade and 3D numerical simulation blades
2 透平机转子叶片的制造
2.1 石墨型铸造钛合金叶片
根据叶片所处的工作环境,选用ZTC4钛合金铸锭(执行标准为GB/T 15073—1999)作为叶片材料,其化学成分如表1所示。
表1 ZTC4钛合金铸锭的化学成分(w/%)

Table 1 Chemical composition of ZTC4 titanium alloy ingot
根据三维扫描逆向工程绘制的叶片三维模型,设计浇注系统和模具,加工石墨模型。采用真空除气炉对石墨模型进行除气处理,然后将模型组型装配。采用真空电弧熔炼炉熔炼ZTC4钛合金,真空度为0.9 Pa,熔炼电流为22 kA。熔融钛合金浇注在石墨型腔内,在真空状态下保温1 h出炉。对浇注的铸件进行热等静压处理(执行标准为HB/Z 234—1993)及无损检测(执行标准为GB/T 5677—1985 Ⅰ级)。随炉浇铸拉伸试样。图2为浇铸的ZTC4钛合金叶片铸件。

图2 ZTC4钛合金叶片铸件Fig.2 Photo of casting ZTC4 titanium alloy blade
2.2 叶片的加工、表面处理及装配
采用五轴数控加工方法对铸件叶片进行机械加工。以受损叶片为基准,对加工后的新叶片进行尺寸复测,确保新叶片与受损叶片尺寸完全一致。图3为新叶片与受损叶片进行尺寸三维扫描比对图。检测结果显示,新叶片与受损叶片顶部尺寸误差在±1.5 mm之内。
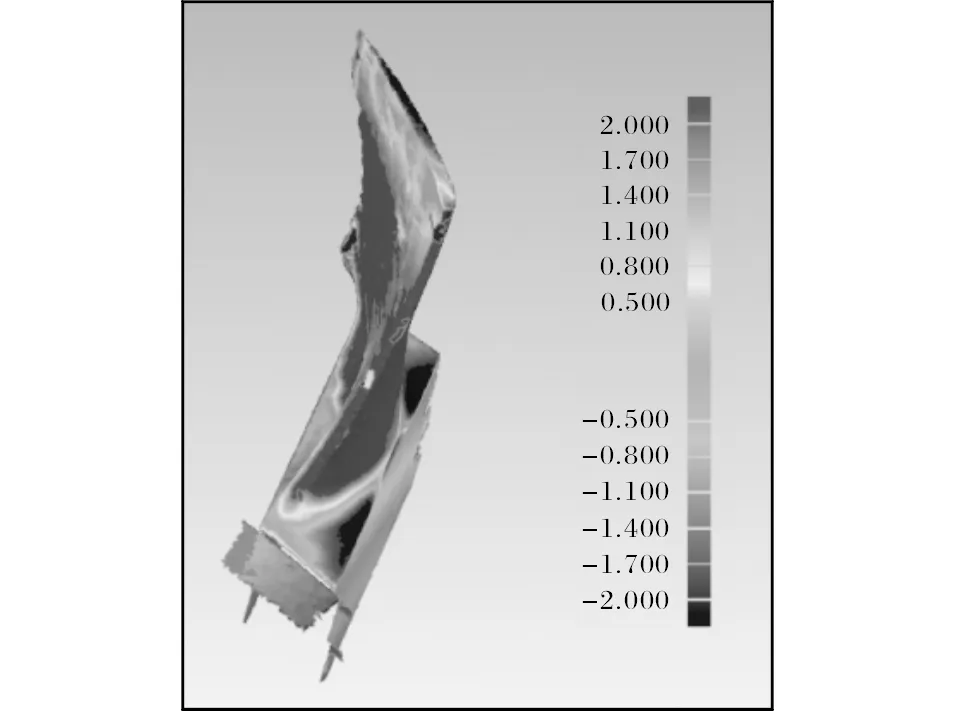
图3 铸造ZTC4钛合金叶片与受损叶片三维比对图Fig.3 3D dimensional comparison of ZTC4 titanium alloy blade and damaged blade
采用超音速火焰喷涂技术(HVOF)在ZTC4钛合金叶片表面喷涂WC防护层,喷涂后的叶片见图4。
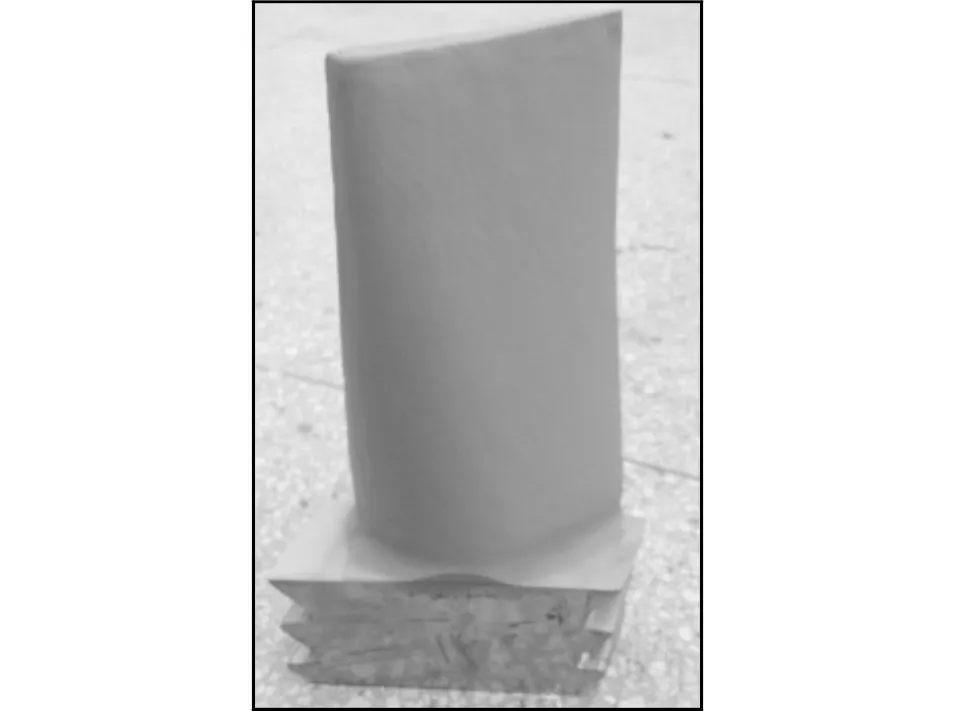
图4 喷涂WC防护层的ZTC4钛合金叶片Fig.4 Photo of ZTC4 titanium alloy blades with WC protectivelayer
对叶片底座配合面进行机械加工,然后将加工好的ZTC4钛合金叶片装配在透平机转子轴上。图5为装配钛合金叶片的透平机转子。
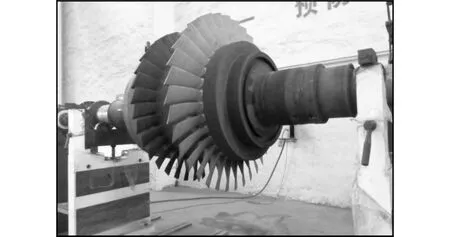
图5 装配ZTC4钛合金叶片后的透平机转子Fig.5 Photo of turbine totor after ZTC4 titanium alloy blades installed
3 透平机转子叶片的测试
3.1 铸件叶片拉伸性能和硬度
对随炉铸造的试棒进行力学性能和表面硬度测试。结果显示,抗拉强度为915 MPa,屈服强度为840 MPa,延伸率为7.6%,布氏硬度HB为3 381 MPa,满足GB/T 6614—1994标准要求。
3.2 动平衡测试
采用SCHENCK Rotec Gmbh D-64273 Darmstadt动平衡测试设备,对装配ZTC4钛合金叶片后的透平机转子进行低速动平衡、3 300 r/min超高速动平衡测试。当转子配重为120 g时,不平衡量为46.5 g,满足JIS B0905—1992动平衡等级中G2.5级要求。超高速动平衡测试时间为3 min,测试结果显示进气端震动速度有效值与排气端震动速度有效值分别为0.45 mm/s和0.32 mm/s,满足用户提出的震动速度有效值小于1.8 mm/s的要求。
4 应 用
采用石墨型真空铸造得到的ZTC4钛合金叶片,其抗拉强度、屈服强度、延伸率、布氏硬度分别达到915 MPa、840 MPa、7.6%、3 381 MPa,均满足GB/T 6614—1994标准要求。经过五轴数控机床加工、表面改性处理后装配在透平机转子轴上。再经低速动平衡和超高速动平衡测试合格后,装机使用。截至到目前已经安全使用了2年,没有发生腐蚀磨损,也不需要清理尘污,得到了用户的高度认可。
[1] 游涛,吴鹏,姚谦,等.一种钛合金镜筒的石墨型离心铸造工艺[J].铸造,2012,61(4):434-436.
[2] 谢华生,刘时兵,苏贵桥,等.我国钛合金精铸件铸造技术的发展及应用[J].特种铸造及有色合金,2008(增刊1):462-464.
[3] 南海,谢成木,魏华胜,等. 大型复杂薄壁类钛合金精铸件的研制[J].中国铸造装备与技术,2001(2):12-14.
[4] 苏鹏,刘鸿羽,赵军,等.钛合金熔模铸造型壳制备技术研究现状[J].铸造,2012,61(12):1401-1404.
[5] 阎峰云,陈基东,马孝斌.钛合金熔模铸造技术[J].中国铸造装备与技术,2009(2):1-5.
[6] Sen I,Tamirisakandla S, Miracle D B,et al.Micro-structural effects on the mechanical behavior of B-modified Ti-6Al-4V alloys[J].Acta Materialia,2007,55(15):4983-4993.
Development and Application of ZTC4 Titanium Alloy Turbine Rotor Blade
Li Weidong,Ji Dawei,Jia Guocheng,Jia Zhuangfei,Sun Hongzhe,Yang Hongxia,Liu Yinqi
(Luoyang Sunrui Titanium Precision Casting Co.,Ltd.,Luoyang 471000,China)
In order to replace the corroded and worn turbine rotor stainless steel blades of the power plant, a kind of ZTC4 titanium alloy blade was developed. Firstly, the technology of 3D scanning reverse engineering was used to survey and map the turbine rotor blades which were damaged, and then the ZTC4 titanium alloy blades were casted by graphite mold vacuum casting. At last, the method of hypersonic flame spraying technology was adopted to spray WC protective layer. Finally, the blades fitting surface was machined, and the blades were assembled and checked. The result shows that the various parameter indexes of the blades all can meet the customer’s requirements and have been used for two years, which were not corroded and also do not need to clean up the dust pollution. The products has been praised by users.
ZTC4 titanium alloy; turbine; reverse engineering; graphite mould casting
2016-05-03
李伟东(1985—),男,工程师。
TG292
A
1009-9964(2016)06-0040-03
猜你喜欢
电子设计工程(2022年20期)2022-10-28 13:42:54
一重技术(2021年5期)2022-01-18 05:42:12
冶金动力(2020年11期)2020-12-07 00:29:00
汽车实用技术(2019年20期)2019-11-06 07:18:24
机械管理开发(2018年11期)2018-11-28 08:40:52
中国氯碱(2018年7期)2018-08-29 09:42:14
中国氯碱(2018年6期)2018-07-27 02:50:28
河北地质(2016年1期)2016-03-20 13:51:58
组合机床与自动化加工技术(2014年9期)2014-03-01 02:21:42
中国氯碱(2013年11期)2013-03-31 03:05:16