钛与异种材料激光焊接的研究进展
2016-02-17 06:12叶源盛黄春良
钛工业进展 2016年6期
王 培,叶源盛,黄春良
(西北有色金属研究院, 陕西 西安 710016)
钛与异种材料激光焊接的研究进展
王 培,叶源盛,黄春良
(西北有色金属研究院, 陕西 西安 710016)
介绍了钛合金激光焊接的技术特点,综述了异种钛合金、钛合金与钢、钛合金与铝、钛合金与非金属材料的激光焊接研究现状,重点论述了激光器、激光焊接工艺参数及焊接方式等对焊接接头组织及性能的影响。通过论述,认为国内钛与异种材料的激光焊接水平与国外相比还存在一定差距。最后,给出钛合金激光焊接技术的主要发展方向:①深入基础研究,实现对激光处理过程的实时监测与闭环控制;②寻求大功率激光焊接技术的突破与发展; ③开发TIG-激光复合钎焊等技术,推进激光焊接技术的产业化进程。
钛合金;激光焊接;金属;非金属
0 引 言
钛是20世纪50年代发展起来的一种重要的结构金属,因其具有比强度高、耐蚀性好、耐热性高等特点而被应用于包括航空航天在内的多个领域。钛及钛合金虽然有许多性能优势,但材料本身价格偏高,限制了其更广泛的应用。钛与钢、铝等其他金属的配合使用可以简化设计和制造工艺,降低成本[1],其研究和应用已经从航空航天领域延伸到汽车、化工、医疗等领域,如卫星燃料喷注器及姿态推动控制系统中的部件、反应塔及医疗设备零件等[2]。这种钛与异种材料的复合结构在工业中的应用涉及到二者的焊接问题。
激光焊接研究始于20世纪60年代,从当初薄小器件的焊接到目前大型构件的激光焊接在工业生产中大量应用,经历了50多年的发展。西方发达国家近年来在积极研究将激光器安装在焊接机器人上进行焊接,大大提高了焊接质量和适用范围,在船板、汽车生产线中激光焊接具有越来越重要的地位。
由于异种材料之间的物理和化学性能差异较大,焊接时存在较大困难。针对钛合金与异种材料组合构件的激光焊接,国外学者开展了大量研究工作,在相关研究领域已经取得了一定成果,特别是德国已经初步掌握了钛与异种金属的激光焊接方式和技巧。在国内,不少学者也进行了相关研究,尤其是巩水利课题组[3]对钛合金的CO2激光焊接研究,突破了钛合金激光焊接中填丝精度控制等关键技术,研制了双光束激光填丝复合焊接装置,建立了国内首个大功率双光束激光填丝焊接平台,实现了大型薄壁结构T型接头双光束双侧同步焊接,并首次成功应用于航空带筋壁板关键结构件的焊接制造中,在我国新型飞机研制中发挥了重要作用。本文主要从钛合金激光焊接的特点及钛合金与异种材料的焊接研究现状两方面进行论述,总结钛合金激光焊接过程中激光器、工艺参数及焊接方式等对焊接效果的影响,期待进一步推进钛合金激光焊接的应用。
1 钛合金激光焊接工艺及特点
钛合金的焊接方法主要有摩擦焊、激光焊、电子束焊、氩弧焊、等离子弧焊及扩散焊等[4-5]。其中,氩弧焊和等离子弧焊是钛合金常用的两种焊接方式,但都需填充焊接材料,且受保护气氛等的限制,接头处晶粒粗大,氧含量高,强度低且焊后材料产生较大的形变,需要对接头处进行消应力热处理,导致焊接工序多、生产效率低。激光焊接可较好地实现钛合金材料的精密焊接,具有能量密度高、变形小、热影响区窄、焊接速度高、焊深波动小、表面质量好的优点。而且钛合金激光焊接具有生产效率高和易实现自动控制的特点,非常适用于大规模生产和柔性制造,因此近年来正成为钛合金材料焊接的重要手段。但是与传统的焊接方式相比,钛合金激光焊接还存在着设备昂贵(高精度气氛保护装置)、投资大、技术要求高的问题,使得钛合金激光焊接在我国工业中的应用还较少。
1.1 激光焊接的常规模式
从激光焊接的焊缝形成特点来看,其主要分为两类,一类是激光深熔焊,主要是通过将大功率激光束直接投射到材料表面,利用光能转化为热能,从而使得材料在持续照射下熔化,形成焊接接头;另一类是热传导焊接,与激光深熔焊的主要差异在于材料表层的热量通过热传导方式继续向材料内部传送,最终实现焊接材料合二为一。图1为两种不同类型的激光焊接的示意图。
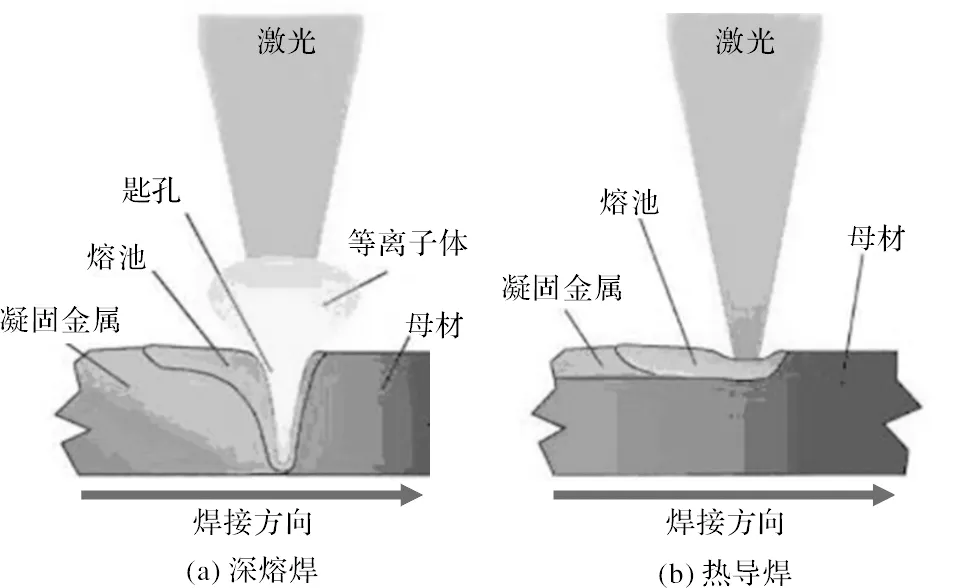
图1 不同类型激光焊接示意图Fig.1 Schematic diagram of different laser welding types
激光深熔焊与激光热导焊的根本区别在于:前者能完全熔透材料,使材料汽化,形成大量等离子体,具有输入能量大、焊接速度快的特点;而后者熔池较浅,输入能量相对较小,焊接速度慢。二者在同一焊接过程中可以相互转换[6],但在转换过程中会产生过渡区间,导致焊接效果不良,因此钛合金激光焊接应尽量缩小或避开过渡区间[7]。
1.2 钛合金激光焊接的技术特点
钛合金焊件的前处理对焊接质量影响显著。处理时,不仅要清除表面油污、氧化膜等,还必须将富气层除掉,以防止不洁物质对焊接接头造成污染。由于钛合金材料具有高温下易氧化的特点,在大气下进行激光焊接时,会与空气中的氧气、氮气反应生成间隙固溶体,导致焊接部位脆性大,因此钛合金激光焊接通常要对焊缝高温区进行惰性气体保护。保护装置分为密闭式和开放式两种,密闭式保护成本高,工件尺寸也受到很大限制,开放式(用喷嘴、托罩及背面保护垫板组成)保护气体为纯氩气,相对经济,适合推广使用[8]。
钛合金激光焊接接头处的外观质量和力学性能由激光功率、焊接速度、离焦量、激光器的类型(激光波长、激光输出光斑直径、激光光束品质等)、焊接夹具、保护气体设置及坡口形式等决定。通过钛合金焊接区域的表面颜色可以判断焊接接头被污染的程度,保护良好的情况下为光亮银白色,其污染程度从重到轻颜色依次为灰色、深蓝色、紫色、深黄色、淡黄色[9]。
钛合金的焊接性能与其合金类型密切相关。β钛合金不宜作为焊接对象[10],原因是焊缝处通常会形成亚稳定的β相,缺乏延展性,焊后一般需要采用冷加工或时效处理等方法来提高整体强度,工艺复杂。α钛合金激光焊接时由于冷却速度不同,生成的显微组织也呈多种形态,如针状、锯齿状等,但是无论何种组织,其机械性能和钛合金基体的区别甚小,因此焊接性能良好。但当α钛合金受热温度达到了α/β的临界转变温度时,晶粒会缓慢长大,导致α钛合金焊接接头的强度和韧性随着晶粒的长大而逐渐降低,因此,激光焊接过程中需要控制好熔池温度。而α+β钛合金在焊接过程中会生成α′马氏体相,一般来说,α′相增加会导致焊接接头延展性和韧性的下降,故α+β钛合金的焊接性能较差。
2 钛合金与金属的激光焊接
2.1 异种钛合金的激光焊接
我国在异种钛合金的激光焊接方面进行了大量工作。闵国庆[11]采用激光对TC4/BT22异种钛合金进行焊接试验,通过调整工艺参数实现了3.0~6.0mm变厚度TC4/BT22异种钛合金的可靠焊接。受温度梯度的影响,激光焊缝处生成的粗大柱状晶组织由对焊钛合金两边向中心快速生长,柱状晶粒内部是由细小针状马氏体错乱交织而成的网篮状组织,焊缝两侧组织差异明显,BT22侧晶粒细小,TC4侧晶粒粗大[11]。用激光焊接2.5mm厚的Ti-22A1-27Nb/TC4异种钛合金,在合理的工艺参数下可得到表面成形良好、内部无气孔裂纹的激光焊接接头,其平均拉伸强度可达l043MPa,基本与Ti-22A1-27Nb合金母材强度相当,焊接接头的平均延伸率为5.65%,达到母材的49%[12]。雷正龙等[13]研究Ti2AlNb/TC4合金焊接时发现,激光束偏向Ti-22Al-27Nb侧对焊缝中气孔缺陷的产生有明显的抑制作用,即通过激光光束偏移可以解决焊缝容易产生气孔的问题。P.S.Liu等[14]采用CO2激光器对Ti-6Al-4V和BetaC异种钛合金进行激光焊接,发现调整激光束偏置量(即激光束偏离拼缝中心的垂直距离),会导致焊缝接头处形成的微观组织和力学性能有较大不同。Z.Li[15]采用了CO2和YAG两种激光焊接设备对Ti-6Al-4V和Ti-6Al-2Sn-4Zr-2Mo两种钛合金材料进行焊接,当采用脉冲Nb:YAG激光器时,调大离焦量可以消除咬边问题,极大提高了工件的抗疲劳性能;当采用CO2激光器时,采用同步填丝焊技术可以使焊接接头处的性能得到明显改善。西安交通大学何小东等人[16]研究发现,采用激光焊接的钛合金焊接板热影响区小,其残余应力分布规律和普通熔焊基本一致。与TIG焊接方法相比,激光焊的残余应力值大约低100MPa,且分布区域较窄。
异种钛合金的激光焊接构件具有广阔的应用前景,空中客车A318上已经成功应用了CO2激光器焊接的Ti-6Al-4V和Ti-6Al-2Sn-4Zr-2Mo合金结构件[17]。Boeing公司将激光焊接用于钛合金超塑成形多层板结构制造,解决了在筋板成形处产生局部超薄缺陷的问题[18]。
2.2 钛合金与钢的激光焊接
钛与钢的连接应用广泛,其中最为典型的是在化工行业中用于制造高温、高压及强腐蚀等特殊工况的化工设备,如浓缩塔、反应釜、换热器和氧化反应冷凝器等。在舰船上,也需要用到钛与钢焊接结构,既能满足腐蚀环境要求,又能满足强度要求,发挥不同材料的使用特性。然而,铁在钛中溶解度极低,焊接过程中极易生成TiFe、TiFe2等脆性金属间化合物,导致接头处金属材料的塑性严重下降,在使用中出现疲劳断裂。
浙江大学单磊[19]建立的TC4钛合金和钢温度场数值模拟模型,可对焊接过程进行模拟,获取合适的工艺参数范围,优化工艺过程,改变传统的通过试验方法来确定最佳工艺的研究过程。通过对激光温度场的模拟,发现在满足熔透的条件下,提高激光焊接速度及降低激光功率,可有效抑制金属间化合物的生成,获得高质量的焊接接头。其次,减少热量输入量,可以降低残余热应力,抑制裂纹等缺陷的产生,提高焊接接头的塑性和强度。钛合金与不锈钢的热膨胀系数相差较大,焊接难度很大。Hiraga等人[20]采用YAG激光设备焊接钛合金和不锈钢管,发现只有钛管位于搭接接头内部时,才能保证焊接的管接头结合紧密,无泄漏现象出现。S.H.Chen等人[21]研究了激光光束偏置对钛合金和不锈钢焊缝的微观组织及断裂行为的影响,结果发现,激光光束偏向钛合金一侧时的接头抗拉强度比偏向不锈钢一侧时高,其接头处的金属间化合物沿界面均匀分为两层,一层是FeTi+α钛,另一层是FeTi + Fe2Ti + Ti5Fe17Cr5。总之,钛与钢的激光焊接难度较大,合适的工艺参数范围较窄,工艺稳定性差,使得其推广应用存在一定的困难。
2.3 钛合金与铝的激光焊接
铝合金密度小,价格相对较低,钛与铝的复合可减重、降低成本并实现某些特殊功能。在航空航天方面,战斗机机翼采用了钛合金蒙皮和铝合金蜂窝的夹层结构,飞机机舱的散热片采用了3003铝合金叶片与钛合金管复合结构。空中客车采用钛板、铝肋复合结构连接飞机座位导轨,不但实现了减重和降低成本,还提高了抗腐蚀性能。在汽车行业,德国Titan公司开发出来一种钛-铝排气系统,和原系统相比不但减重40%,还可承受800 ℃的高温。因此,将铝合金和钛合金组合起来使用已成为制造业的一种发展趋势。
目前,钛与铝异种合金激光焊接方式主要有激光束直接作用在高熔点钛上、作用在低熔点铝上或者直接作用在填充材料上三种。B.Majumdar等人[22]最先用CO2激光器对钛与铝异种合金进行了激光焊接,研究发现:在焊缝处会形成TiAl和Ti3Al两种金属间化合物,导致接头脆性大,通过添加金属元素镍可以有效抑制裂纹的生成,细化晶粒并提高力学性能;在钛合金和铝合金之间预置薄Nb片,可以消除裂纹,但接头强度不高。M.Kreimeyer等人[23]则将激光束直接作用在钛合金上,通过调整激光束的作用偏置量及控制热源的能量输出,可以实现对焊接接头处金属间化合物数量的控制。当单位长度的热输入量在30~40 kJ/m时,生成的金属间化合物主要为Al3Ti、Al2Ti,接头的抗拉强度平均值为200 MPa左右。但由于所焊钛合金板材的厚度较薄,工艺参数调整范围有限,实际应用中适用性较差。华中科技大学尼军杰[24]采用搭接接头,铝板位于钛合金板的下部的方式对1.5 mm厚钛合金板与1.0 mm厚铝板进行激光焊接(光斑直径为0.3 mm、离焦量为0的激光束),改变激光功率与焊速等工艺参数进行多次试验,发现熔池中金属液体流动阻力大,铝富集在焊缝底部并生成金属间化合物,导致焊接效果不良。Wagner等人[25]采用Nd:YAG激光器对钛与铝异种合金进行激光焊接,通过外部施加压力的方法固定两种合金的薄板,实现无缝对接,当激光束作用在钛合金一侧时,通过热传导的方式可以使低熔点的铝合金熔化,液态的铝合金会浸润和铺展在钛合金表面,达到焊接的效果。这种方法避免了铝、钛同时熔化时形成大量金属间化合物的弊端。北京工业大学兰天[26]采用3.5 kW CO2激光器,对3 mm厚6061铝合金和TC4钛合金进行激光深熔钎焊,激光束作用在低熔点铝合金一侧,钛合金基本维持固态,铝合金受热熔化形成熔池,浸润铺展在钛合金上形成钎焊接头。通过改变焊接速度、偏焦量、离焦量以及偏转角度等工艺参数,得到的接头最高强度为217 MPa,这种方法与以往的方法相比优势在于可以实现铝-钛中厚板的焊接。哈尔滨工业大学陈树海[27]通过对5056铝合金板和1.5 mm厚TC4钛合金材板进行V坡口处理,采用离焦CO2激光束,实现了钛与铝合金的激光钎焊连接,获得良好的双面成形的焊缝接头,其平均抗拉强度278 MPa,最高达到290 MPa以上。通过特殊工艺,可以实现钛与铝异种材料的激光焊接,这种复合材料具有良好的抗腐蚀性、高强度和高抗热荷载能力,工业应用前景广阔。
3 钛合金与非金属的激光焊接
3.1 钛合金与陶瓷的激光焊接
钛与陶瓷焊接难度大,基础研究较少。天津大学孟建芳[28]对Si3N4陶瓷和TC4钛合金激光焊接的可行性进行了研究,通过调整工艺参数(包括激光功率、扫描速度等),发现二者的结合强度无法满足实际应用的需求。针对上述问题,采用添加线膨胀系数介于金属和陶瓷之间的银-铜-钛中间层进行连接,试样重叠摆放,激光束直接作用在最上面的TC4钛合金上,中间层热扩散后能够浸润Si3N4陶瓷的表面,使得钛合金与陶瓷连接。但是,经过检验发现,超声波震动即可让其分离,归因于陶瓷不具备激光焊接特性(熔点高且易分解)。以目前的实验条件,钛合金与陶瓷的激光焊接难以有实用价值,还需要后续更深入的研究。
3.2 钛合金与工程塑料的激光焊接
生物高分子材料(PET工程塑料)不仅具有良好的生物相容性,而且易加工成各种形状,与强度较高的医用钛材进行连接,必将获得更好的应用价值。最早,Gower等人采用脉冲激光器对金属和高分子异种材料进行焊接,焊接过程中高分子材料熔化会形成气泡,气泡有利于两种材料的界面结合[29]。Georgiev[30]和Sultana[31]等人采用激光对金属钛和高分子材料进行焊接,发现界面处不是简单的物理结合,而是在两种材料的界面处形成了新的化合物,有利于增大焊缝的抗剪力。Main等人研究发现,通过降低激光功率和扫描速度,可以提高焊接接头处的抗剪强度,并将金属钛与高分子材料的激光连接技术用于医疗产品中[29]。陈玉娇[29]用脉冲Nd:YAG激光光纤焊接机对医用纯钛薄片和生物高分子材料PET薄板进行连接,试验采用平板搭接焊的单次焊接方式,焊接件采用专用夹具进行夹持(如图2所示),焊接过程中下部的PET板对激光能量的吸收可实现二者之间的有效连接。该方法得到的焊缝平均抗剪力达到248 N,具有一定的实际应用价值。

图2 钛板与PET板激光焊接示意图Fig.2 Schematic diagram of titanium plate and PET plate laser welding
Seiji Katayama教授[32]带领团队开发出激光直接焊接钛合金等金属和工程塑料的技术,采用连续波Nd:YAG激光器、半导体激光器、光纤激光器或碟片激光器等,激光束从搭接接头的塑料面或金属面对金属进行加热,熔化接合点分界面附近的塑料来实现焊接。如果塑料薄片的透明度超过60%,就可以让激光束作用在塑料上面(如图3a所示),透射的激光束被金属表面吸收,转化为热量,从金属传导来的热量将接合点附近的塑料熔化并产生气泡。而图3b中描述的流程适用于任何塑料,如玻璃纤维增强塑料(GFRP)、高激光吸收率的碳纤维增强塑料(CFRP)等。如果金属平板较厚,需要制作一条部分熔透的焊缝,用来加热接合点界面附近的塑料。Katayama等人[32-33]研究结果表明,金属与塑料的激光焊接过程中产生的小气泡,能给熔化的塑料带来高压,扩散后可以使塑料与金属之间形成结合良好的焊缝(如图4所示),此外熔化的塑料接近金属表面,进入坡口或晶界凹面,引起机械咬合效应,使得焊缝强度提高。
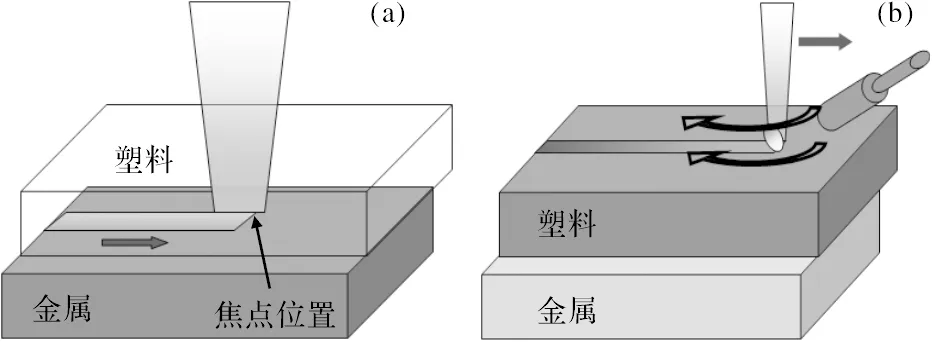
图3 金属与塑料的两种激光焊接方式示意图Fig.3 Schematic diagram of two types of laser welding of metal and plastic

图4 金属与塑料的激光结合机制示意图Fig.4 Schematic diagram of laser bonding mechanism of metal and plastic
4 结 语
激光焊接具有低耗、高效、热影响区窄、接头变形小等优点,成为钛与异种材料焊接的有效方法。随着各类激光发生器向大功率化、轻便化、自动化和经济化的发展,使得激光焊接既可以进行大型构件的深熔焊,又可以进行微形精密焊接,因此其应用前景十分广阔。
钛合金与异种材料的激光焊接在技术层面上已经向非金属拓展,尤其是与工程塑料等,并且在这些方面的焊接技术上取得了重要进步。国内目前已经针对现有的钛合金与异种材料在激光焊接上存在的问题进行了研究,取得了一定成果,但与国外相比仍存在差距。今后钛合金激光焊接技术的主要发展方向是:①深入基础研究,对激光焊接的熔池的形状、流动性、温度场分布等一系列参数进行模拟,深入分析凝固过程中气孔、裂纹、有害相等缺陷的形成机理及控制研究,并从工艺角度和产品稳定性出发,实现对激光处理过程的实时监测与闭环控制;②除了进一步研发新的激光焊接设备外,也要不断寻求大功率激光焊接技术的突破与发展,致力于向焊接过程自动化、智能化、焊接质量稳定性好、节能环保等方向发展;③目前国内的激光焊接技术研究还集中在激光钎焊等领域,对于TIG-激光复合钎焊等方面的研究较少,相信在不久的将来,在掌握了异种金属焊技巧和方式的基础上,会大力推进激光焊接技术的产业化进程。
[1] 许天才, 彭晓东, 姜军伟,等.钛合金连接异种材料新技术的研究应用[J]. 稀有金属, 2014, 4(38):711-719.
[2] 李保永, 刘洋, 汪永阳, 等. 钛合金激光焊接/超塑成形技术研究[J]. 超塑成形/连接技术, 2013(16):65-68.
[3] 金卯.激情创新引领前沿——记中航工业制造所巩水利副总工程师荣获2013年布鲁克奖章[J]. 航空制造技术, 2013(16): 42-43.
[4] 王中林.钛合金激光焊接工艺分析[J].新技术新工艺, 2012(7):83-85.
[5] 花建军.钛合金激光焊接技术的探究[J]. 科技创新与应用, 2013(29):45.
[6] 王京淳.激光焊接技术的发展与展望[J]. 激光技术, 2000, 1(25):48-54.
[7] 杨家林,郭鹏.钛合金材料激光焊接试验[J].新技术新工艺,2003(6):29-31.
[8] 田锦, 刘金合.钛合金激光焊接接头质量控制工艺的研究现状[J]. 热加工工艺, 2008, 7(37):93-98.
[9] Torster F, dos Santos J F. Frachure behaviour of laser beam welded titanium alloys[C]//Mordike, B L.European Conference on Laser treatment of Materials.Frankfurt: Werkstoff Informations Gesellschaft,1998:339-344.
[10] 王焕琴. 钛及钛合金焊接接头的组织、性能和断裂特性[J]. 焊接, 2001(11):27-29.
[11] 闵国庆. 变厚度TC4/BT22 异种钛合金光纤激光焊接工艺研究[D]. 武汉:华中科技大学,2012.
[12] 董智军, 胡明华, 罗志强. Ti-22Al-27Nb/TC4异种合金激光焊接组织性能研究[J].航空制造技术, 2015(3):71-81.
[13] 雷正龙, 刘鸣, 张可召, 等.光束偏移对Ti2AlNb/TC4 异种钛合金激光焊接特性的影响[J]. 中国激光, 2015(12):116-122.
[14] Liu P S, Baeslack III W A, Hurley J. Dissimilar alloy laser beam welding of titanium:Ti-6Al-4V to beta-C[J].Welding Journal,1994, 73(7):175-181.
[15] Li Z, Gobbi S L.Laser welding for lightweight structures[J]. Journal of Materials Processing Technology,1997,70(1):137-144.
[16] 何小东, 张建勋, 裴怡, 等. 航空用钛合金激光焊和TIG 焊残余应力测试[J]. 焊接, 2003(10):26-29.
[17] Li Z, Gobbi S L. Laser welding for lightweight structures[J]. Journal of Materials Processing Technology,1997,70(1):137-144.
[18] Will J D,Kistner M G,Cotton J D.Characterization of laser-welded Ti-62222s/Ti-64 superplastically-formed panels[J]. Superplasticity and Superplastic Forming, 1998(2):321-330.
[19] 单磊.TC4钛合金-钢复合激光焊接工艺研究[D]. 杭州:浙江大学,2006.
[20] Hiraga H, Fukatsu K, Ogawa K,et al. Nd:YAG laser welding of pure titanium to stainless steel[J]. Quarterly Journal of the Japan Welding Society, 2001, 19(11):717-726.
[21] Chen S H, Zhang M X, Huang J.H,et al.Microstructures and mechanical property of laser butt welding of titanium alloy to stainless steel[J]. Materials & Design,2014,53:504-511.
[22] Majumdar B, Galun R, Mordike B L.Formation of a crack-free joint between Ti alloy and Al alloy by using a high-power CO2laser[J]. Journal of Materials Science, 1997,32(12):6191-6200.
[23] Kreimeyer M,Wagner F, Vollertsen F.Laser processing of aluminum titanium tailored blanks[J].Optics and Lasers in Engineering,2005,43(9):1021-1035.
[24] 尼军杰.异种轻质合金激光焊接工艺研究[M]. 武汉:华中科技大学, 2007.
[25] Wagner F, Zerner I, Kreimeyer M,et al.Characterization and properties of dissimilar metal combinations of Fe/Al and Ti/Al-sheet materials[C]//Conference 20th ICALEO.Orlando:Laser Institute of America,2001:365-374.
[26] 兰天. 铝/钛异种金属激光焊接研究[D]. 北京:北京工业大学,2009.
[27] 陈树海. Ti/Al异种合金激光熔钎焊工艺与连接机理[D]. 哈尔滨:哈尔滨工业大学, 2009.
[28] 孟建芳. TC4钛合金与Si3N4陶瓷钎焊连接和激光连接的研究[D]. 天津:天津大学, 2013.
[29] 陈玉娇. 医用纯Ti与生物高分子材料PET激光微连接实验与仿真研究[D].广州:广东工业大学, 2013.
[30] Georgiev G L,Sultana T,Baird R J,et al. XPS study of laser fabricated titanium/KaptonFN interfaces[J]. Applied Surface Science, 2008(5):7173-7177.
[31] Sultana T, Georgiev G L, Auner G,et al.XPS analysis of laser transmission micro-joint between poly(vinylidene fluoride)and titanium[J]. Applied Surface Science,2008(8):2569-2573.
[32] Katayama S. Laser joining of metal and plastic[J]. Industrial Laser Solutions, 2010, 25 (6):15-17.
[33] Katayama S, Kawahito Y. Laser direct joining of metal and plastic[J]. Scripta Materialia, 2008(7):1247-1250.
The Research Progress of Laser Welding Titanium with Dissimilar Materials
Wang Pei,Ye Yuansheng,Huang Chunliang
(Northwest Institute for Nonferrous Metal Research, Xi’an 710016, China)
This paper discusses the technical characteristics of laser welding titanium alloy, and introduces the research status of laser welding in the different types of titanium alloy, titanium alloy and steel,titanium alloy and aluminum, titanium alloy and non-metallic materials. The effects of laser, laser welding process parameter and welding method on the microstructure and mechanical properties of joint are also discussed. And it is concluded that there are still some gaps compared with the laser welding of titanium and dissimilar materials of foreign countries. Finally, the future development of titanium alloy laser welding technology is pointed out:①to develop basic research, and to realize real-time monitoring and closed-loop control of laser process;②to seek a breakthrough and development of high-power laser welding technology;③to develop TIG-such as the laser composite brazing technology, promoting the industrialization of laser welding technology.
titanium alloy; laser welding; metal; non-metal
2016-07-16
王培(1984—),女,高级工程师。
TG456.7
A
1009-9964(2016)06-0005-06
猜你喜欢
新一代信息技术(2021年9期)2021-07-30
化工管理(2021年7期)2021-05-13
重型机械(2020年3期)2020-08-24
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
中国特种设备安全(2019年1期)2019-03-13
电子制作(2018年9期)2018-08-04
科技风(2018年19期)2018-05-14
科技创新与应用(2017年11期)2017-04-27
百科知识(2014年11期)2014-06-10