
烧碱、PVC系统废水的梯级利用
2016-02-09 03:55刘彩红曹贺鸣曹战国
中国氯碱 2016年10期
刘彩红,曹贺鸣,曹战国
(唐山三友氯碱有限责任公司,河北 唐山 063305)
烧碱、PVC系统废水的梯级利用
刘彩红,曹贺鸣,曹战国
(唐山三友氯碱有限责任公司,河北 唐山 063305)
通过行业调研以及试验数据分析,结合自身实际,在烧碱、聚氯乙烯系统生产废水回收利用方面所进行了各项技术创新改造,根据废水性质进行分区回收并加以梯级利用,真正做到变废为宝,污水零排放,最终实现保护环境、降本增效的目的。
废水;梯级利用;环保;增效
唐山三友氯碱有限责任公司隶属于唐山三友集团,2005年投产运行。公司主要产品有32%液碱、50%液碱、盐酸以及多种型号聚氯乙烯。经多年逐步进行扩能改造,现有烧碱生产规模50万t/a,全部采用旭化成电解槽且已全部改造成零极距。
多年来公司坚持绿色发展,把节能减排工作列入工作重点,科学部署、深化推进,取得了社会效益和经济效益的双赢。烧碱、聚氯乙烯系统产生废水逐步予以回收利用,且改变以往全部用于化盐的回收模式,根据水质情况加以梯度利用,提高废水利用效率。
1 工艺简介
原盐作为烧碱生产的主要原料,首先进行化盐处理,通过物理与化学方法相结合的方式除去其中的各种杂质。合格的精盐水输送至电解工序,经蒸汽预热后通过树脂塔进行二次精制,合格的二次盐水进入电解槽。电解产生的烧碱一部分进行外售,一部分送至蒸发工序,由蒸汽加热提浓至50%,合格的高浓度烧碱予以外售。电解产生的氯气一部分用于生产液氯、次氯酸钠,大部分经处理后与氢气燃烧反应生成氯化氢气体,反应放热被纯水吸收产生低压蒸汽。氯化氢被送至下游工序与乙炔气体合成氯乙烯,氯乙烯经聚合反应生成聚氯乙烯作为产品进行外售。
烧碱系统生产过程中将产生树脂塔再生废水、蒸汽冷凝液、机封水等废液。聚氯乙烯采用电石法生产工艺,生产过程中产生大量的离心母液水、渣浆、废碱液、废次氯酸钠等废液。
为实现企业的绿色发展,该公司技术人员从实际出发,到同行业进行走访考察,学习其废水处理技术,并对现有工况各废水排放点进行取样分析,通过大量的数据对比,提出依据废水性质进行分类回收,同时充分发挥集团循环经济运行模式,实现废水的梯级利用,降低一次能源耗用量,最终实现降本增效的目的。
2 工艺改造
2.1 提高树脂塔再生废水利用率
一次盐水中钙、镁离子和其他多价金属离子对离子膜性能损害较大。在一次盐水精制过程中,这些多价金属离子通过化学沉淀并经陶瓷膜过滤器处理能降低到10-6,为了离子膜性能的优质稳定,需要通过离子交换树脂进行二次盐水精制。
螯合树脂工作一段时间以后,吸附了盐水中的金属离子,由钠型树脂逐步转化为钙型树脂,丧失吸附能力,这时需对螯合树脂进行再生。再生周期为1次/d,再生步骤分为水洗一、反洗、酸再生、水洗二、碱再生、水洗三、等待一、盐水填充、等待二等共9个步骤。其中水洗一、反洗及盐水填充三个步骤的废水输送至一次盐水工序作为化盐水补给。酸再生、水洗二及碱再生因其pH值不稳定,无法达到化盐水标准,将其输送至乙炔车间,替代生产水作为电石反应用水。
树脂塔再生中水洗三步骤所产生的碱性废水,其含碱量约为2%。经过工艺改造,铺设管道将该部分废水送至电解工序阴极液放净槽,经泵输送至废氯气吸收工序,作为次氯酸钠配碱使用,有效回用其中的有效碱成分,提高碱性废水利用率。
根据树脂塔各阶段产生废水的性质不同,在现有设备基础上通过管道改造,实现了废水的分类回收,改造后工艺流程简图见图1。
玻璃白经过800C°左右的低温烤烧后,呈现乳白色,而且还能突起在瓷板表面色,其作用就像纸上之粉末,手触摸还能感受都其质感。颜料画在玻璃白表面经过烤烧后,颜色会比直接在瓷面上画的显得粉嫩。玻璃白在新彩、粉彩、综合装饰等等各种铀上彩绘中的运用,不但是它烧成的特性良好,它烤烧之前可洗染、点染的特点也非常好,因此被广泛使用。

图1 树脂塔再生废水回用流程图
2.2 蒸汽冷凝液梯级利用
蒸发工序采用双效降膜蒸发工艺,将来自电解工序的质量分数为32%的烧碱溶液蒸发至50%,降温处理予以外售。其中,二效蒸发器采用生蒸汽作为热源,一效降膜蒸发器采用二效蒸发产生的二次蒸汽。一效降膜蒸发器的二次蒸汽由表面冷却器冷凝,产生的冷凝液与降膜蒸发器壳侧冷凝液被收集在蒸汽冷凝液罐内。
传统工艺中蒸汽冷凝液输送至盐水工序进行化盐操作,烧碱系统扩能改造后采用蒸汽式合成炉,冬季供暖热水缺失。结合实际工况,设置伴热用热水罐,将蒸发工序蒸汽冷凝液引至伴热用热水罐内,供给界区内伴热用水,液位较高时,将热水排至蒸汽炉纯水补给罐内,替代纯水作为合成炉冷却用水副产低压蒸汽,全部回收其中的显热,实现蒸汽冷凝液的梯级利用。工艺流程示意图见图2。
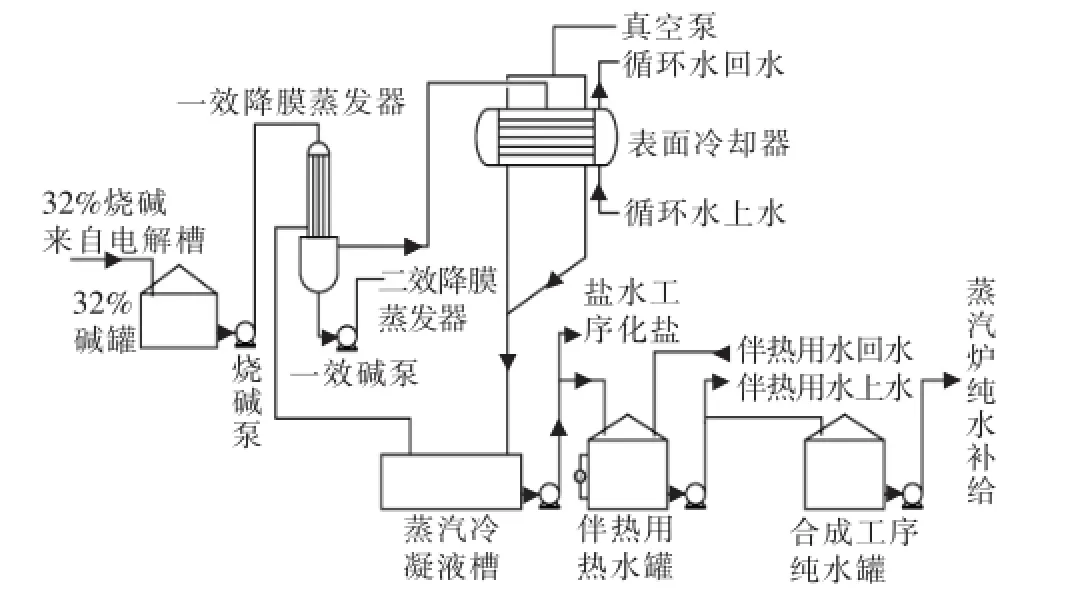
图2 蒸汽冷凝液梯级利用流程图
2.3 无机废水集中回收
烧碱系统包括一次盐水、电解、氯氢处理、氯化氢合成、蒸发、液氯6个工序。其中一次盐水、蒸发工序的机封水均回收利用,其他4个工序排至污水进行处理。
为将该部分无机废水加以回用,考虑实际生产中废水排放点对水质的影响,设置小型的硫酸地槽,将分析取样以及检修排液所排出的废硫酸引流至地槽内,经泵输送至稀硫酸储槽进行外售。并对除酸后的废水指标进行了大量的数据分析,与化盐用生产水水质进行同期对比,平均指标分别见表1、表2。

表1 烧碱系统无机废水监测结果

表2 化盐用补水水质监测结果
通过表中数据对比,烧碱系统无机废水指标优于生产水指标,可以用于盐水工序化盐使用。
在烧碱系统进行地下污水管网改造,无机废水池与原污水系统设闸阀切断并设溢流管。废水池加装排吸泵,通过架设管线排到化盐工序,实现对无机废水的集中回收。同时在无机废水池内设置液位开关,出口管线设置pH值、ORP计,实现废水泵的自动启停,废水质量进行在线监测,保障生产的稳定运行,改造后流程简图见图3。

图3 改造后无机废水回用流程图
氯乙烯合成过程中,含汞触媒是重要的反应催化剂。氯乙烯转化工序各泵机封水、地面冲洗水等废液含有氯化汞成分,直接外送势必造成环境的污染。
通过外出考察学习,增设了含汞废水处理装置。在转化工序设置集水井,废水由地沟自流至井内,经泵送入至含汞废水处理工序。在汞转型反应器内加入PAM及除汞剂,使废液中的汞转入固相,大部分的汞在此处去除,除汞剂在反应器中自循环使用,上清液经氧化还原反应后,送入砂滤罐、膜分离器,最终达标废水外排至乙炔车间作为电石反应用水。
2.5 聚合离心母液水高效利用
氯乙烯在聚合釜内反应形成聚氯乙烯,为了使釜中的物料体积恒定,百分之百的利用热传导面积,在整个反应期间,需不断地向聚合釜内注入纯水,以补偿“VCM体积收缩”,反应结束后浆料自聚合釜经泵输送至汽提工序,将氯乙烯脱除后送至干燥工序,通过离心机将浆料的含水量由75%降低至25%[1],该过程中产生大量的离心母液水。
通过工艺改造,将离心母液水进行梯级利用,一部分经过换热降温后,作为聚合工序各泵机封用水;一部分经泵输送至汽提塔作为冲洗水,同时在聚合工序界区内设置废水收集池,将各泵机封水以及地面冲洗水进行回收,送至乙炔车间作为电石反应用水,提高离心母液水回用量的同时,降低机封、汽提塔冲洗耗用纯水量。
2.6 有机废水的回收处理
传统工艺中,无机与有机两部分废水混合外排,因污水总管氯根含量偏高,导致有机废水无法有效进行处理回用。无机废水系统改造投用后,混入的盐分可以有效降低。对污水总管进行了长时间的取样分析,数据显示污水含盐量降至200×10-6以下。
依据《中华人民共和国水污染防治法》规定排放水污染物,不得超过国家或地方规定的水污染物排放标准和重点水污染物排放总量控制指标。为保护环境降低排污量,公司正在投资建设有机生化处理装置,预计投资480万元,运行成本0.4元/m3污水,工艺有机废水及生活废水处理回收量每小时约为150~200 m3,实现污水的零排放,同时达到降本增效的目的,预计年可创效140万元。
3 效益分析
树脂塔再生碱性废水含碱质量以2%计算,日产废水量44 m3,则年可回收其中的折百烧碱量为44×1.0×2%×330=290(t/a),烧碱价格按1 500元/t计,年节约资金44万元。
蒸发装置生产能力8万t/a,产生冷凝液量约为4万t/a,改造前替代生产水用于化盐,改造后作为纯水补充生产需求,纯水与生产水差价按照5元/t计算,可创效20万元/a。
蒸汽冷凝液温度以75℃计,回收热能为:4.18×(75-25)×4×107=8.36×109(kJ/a)。该热能折标煤约285 t/a,标煤价格按500元/t计,年可创效14万元。
无机废水日产生量约为25 m3/h,收集后回用于一次盐水工序替代生产水,生产水单价按照1.5元/t计算,则年可创效30万元。
通过对烧碱系统废水进行回收改造,操作费用及设备折旧按照8万元/a计,则烧碱系统改造累积创效100万元/a。
聚氯乙烯生产系统,含汞废水以及离心母液水的处理回用,不仅有效降低系统生产水用量,同时大大降低COD排放总量及污水外排量,降低污水处理费用,提升环保效益。
4 总结
随着氯碱行业技术的不断发展,行业竞争不断加剧,节能降耗成为企业可持续发展的必经之路。公司阶层技术员人员通过不断调研分析,在现有工况下进行多项改造,最大限度回收并提高废水利用率,降低生产成本,提高经济效益,为企业的健康发展奠定基础。
[1]李志松,王少青.聚氯乙烯生产技术.化学工业出版社,2014,8:148-150.
Cascade utilization of wastewater from caustic soda and PVC system
LIU Cai-hong,CAO He-ming,CAO Zhan-guo
(Tangshan Sanyou chlor-alkali Co.,Ltd.,Tangshan 063305,China)
The technological innovation in the cascade utilization of wastewater from caustic soda and PVC system was introduced.The innovation plan was made through industry investigation and analysis of the experimental data.The wastewater was partition recovered and cascaded utilization according to the nature. The cost of production reduced after making wastewater recycling.
:wastewater,cascade utilization,environmental protection,increase profit
TQ085
:B
:1009-1785(2016)10-0040-03
2016-05-27
猜你喜欢
苏州市职业大学学报(2021年3期)2021-10-19
商品与质量(2021年20期)2021-04-22
山西教育·招考(2020年3期)2020-05-14
中国特种设备安全(2018年11期)2019-01-08
通信电源技术(2018年3期)2018-06-26
人间(2015年21期)2015-03-11
制冷学报(2014年6期)2014-03-01
制冷学报(2014年1期)2014-03-01
中国氯碱(2014年10期)2014-02-28
中国氯碱(2014年8期)2014-02-28
