LF炉导电横臂拉杆系统优化
2016-02-08 02:46:12王伟峰朱智戴本俊
设备管理与维修 2016年12期
王伟峰,朱智,戴本俊
(马钢特钢公司,安徽马鞍山24300)
LF炉导电横臂拉杆系统优化
王伟峰,朱智,戴本俊
(马钢特钢公司,安徽马鞍山24300)
马钢特钢公司高速车轮用钢生产线,120 tLF钢包精炼炉项目的120 tLF炉电极夹持设计方案,使用结果表明,采用一体式拉杆工作正常,故障率低,满足生产要求。
LF炉;拉杆;防松螺母;优化
0 概述
某钢铁公司高速车轮用钢生产线技术改造工程新建1座120 tLF双工位精炼炉,1座120 tLF单工位精炼炉,年处理的钢水量为110万吨,其中80%提供给圆坯连铸,20%提供给模铸及铸件。电极升降装置包括电极横臂和电极立柱两大部分,电极横臂由3套铜钢复合导电横臂,3套电极夹紧放松机构及3个导电夹头组成。LF炉电极横臂采用铜钢复合导电横臂全水冷结构,3根铜钢复合导电横臂均为箱式结构,中间为无缝钢管的芯管,箱形体通水进行强制水冷,以保证足够的热态强度及刚度。电极的夹紧装置置于横臂中,具有良好的工作环境,利用碟簧夹紧,液压缸进行放松。3根横臂的夹紧装置结构尺寸完全一致,具有良好的互换性,减少用户的备品备件。拉杆本体套有碟簧,头部与电极抱圈连接在一起,尾部是液压缸,当油缸工作活塞杆伸出时候,顶动拉杆向前移动,此时抱圈打开,可以放松电极,进而更换电极或调整电极长度,更换电极或调整电极长度动作结束后油缸泄压,同时碟簧起作用,抱圈收紧,电极被夹紧。
1 存在的问题
(1)LF炉导电横臂在生产中经常出现某相电极不能放松,导致不能正常更换或调整电极长度。
(2)有时在电极放松时候会出现某相拉杆顶到导电夹头而损坏导电夹头,导电夹头为水冷件,水会沿着电极流向装满钢水的钢包中,非常危险。
(3)在生产过程中出现上述情况,需要等炉盖和电极冷却后检修人员才能到电极横臂上进行拆除油缸、调整拉杆调节螺母作业,造成抢修费时费力。
(4)薄螺母设计过大,调整空间较小,不易调整。
(5)拉杆系统稳定性较差,反复拆装造成设备使用寿命降低。
2 改造方案
2.1 原因分析
每个工位有三相导电横臂平行排列,在生产过程中,由于大电流通过,导电横臂周围存在磁场,根据安培定则,带电导体在磁场中产生洛伦兹力;三相通电的导电横臂处在彼此的磁场中,导电横臂存在振动现象,拉杆在导电横臂内部随导电横臂一起振动,拉杆系统中存在调节螺杆和薄螺母,该螺杆在拉杆后面通过螺纹与拉杆连接在一起,调节螺母与薄螺母在导电横臂振动过程中会出现松动现象。根据拉杆系统结构(图1),以上情况在多次实际抢修过程中拆下液压缸后均得到验证。

图1 导电横臂拉杆系统结构图
(1)当调节螺杆因振动进入拉杆内部过长时候,会使得整个拉杆系统的总长度缩短,而液压缸活塞的行程是固定的,这就使得拉杆的行程缩短;随着放松电极次数增多,调节螺杆旋入的距离增加,当液压缸活塞完全伸出,但拉杆行程不足,使得抱圈不能打开,电极不能放松,进而不能完成电极更换或者电极消耗后不能将电极向下释放。最终不得不停止生产,将后边液压缸拆下,把调节螺杆向外面旋转,使得拉杆系统的长度恢复到原来的长度,然后旋紧防松动螺母。
(2)当调节螺杆因振动而旋出时候,拉杆总长度增加,这样在放松电极进而更换电极或调整电极长度时候,拉杆与触板的距离会缩短,随着放松电极次数增多,调节螺杆旋出的距离增加,当距离增加到一定程度如果更换电极,抱圈完全打开,拉杆头部会顶到导电夹头(图2),由于导电夹头为水冷件,当受外力作用而变形时候,水管接头会出现漏水现象,流出来的水会沿着电极直接流到钢包中,非常危险。最后结果和情况(1)相同,需要停产检修;

图2 导电夹头结构
(3)通过3次导电横臂拉杆与触板实际测量,数据对比后可以说明上述缺陷的存在,数据详细见表1和表2。其中定义最大间距为油缸活塞杆完全收回,抱圈完成夹紧动作后拉杆与导电夹头的间距;最小间距为油缸活塞杆完全伸出,抱圈完全打开后拉杆与导电夹头的间距。当前后距离数据相比有所增大,变化量Δx为正值,反之为负值。从每个表格中最小值变化可以看出处双工位A相电极外,最小间距均又增大的趋势,说明该调节螺母并不能相对螺杆静止,同时经过计算,根据调节螺杆螺距值数据与最大变化量数据得出:平均15 d每一相导电横臂调节螺杆要向内或向外旋转一圈,如果长时间不去检查拉杆与导电夹头的距离会对保产造成不利影响。
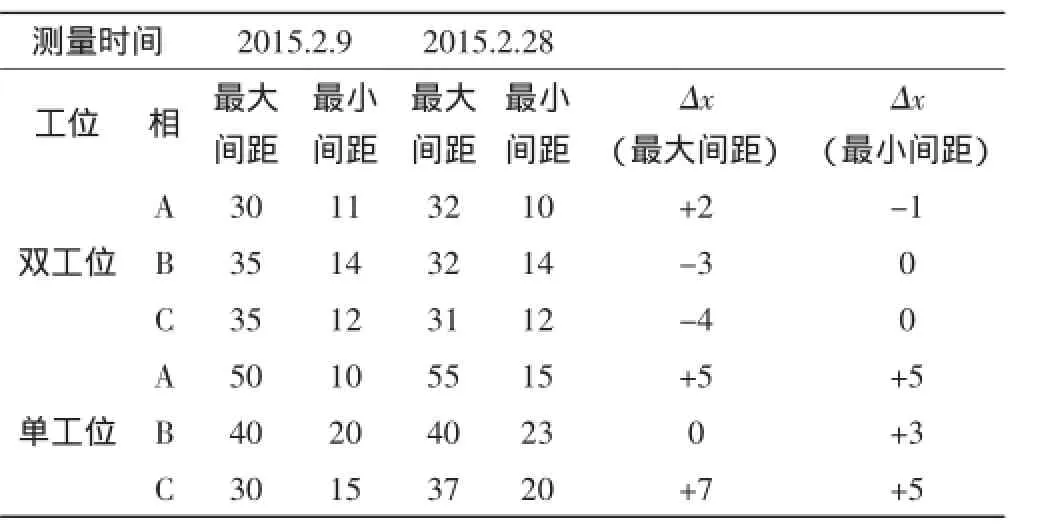
表1 拉杆与导电夹头之间距离mm
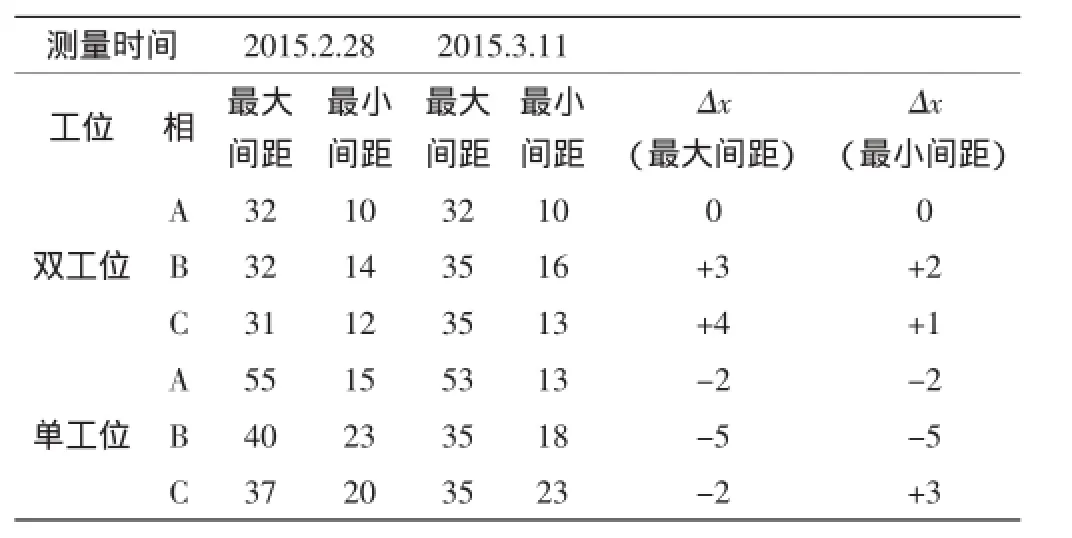
表2 拉杆与导电夹头之间距离mm
2.2 具体要求
(1)抱圈能按照操作要求正常的打开和关闭,使得电极被放松,进而顺利进行更换电极或调整电极长度操作。
(2)当放松电极时候,不可以再出现顶坏水冷件导电夹头的情况。
(3)增加拉杆系统稳定性,延长设备使用寿命。
2.3 改造方案
(1)将薄螺母尺寸减小,使其旋转更为容易。
(2)在线将调节螺杆装入拉杆中并安装油缸,将油缸工作方式转为手动,慢慢使油缸活塞杆开启关闭,这样可以保证拉杆不会顶坏导电夹头;如果在手动过程中看到拉杆有可能顶坏导电夹头则立即停止,然后油缸泄压,将油缸拆下,调节螺杆向拉杆内旋转相应尺寸,重复上步操作,直到调整到合适的最大距离、最小距离。
(3)调完调节螺杆的长度后,将拉杆整体拆下,用氩弧焊将防松螺母与调节螺杆、拉杆先通过点焊的方式焊接在一起,再焊接一周并且要求焊缝满焊(图3)。

图3 改进后的拉杆结构图
(4)将尺寸固定的一体化拉杆装入导电横臂中,试验正常后正常使用,后续跟踪时间为3个月,如果没有问题则达到优化效果。
3 结束语
在充分考虑某钢铁公司120 tLF炉电极旋转钢包精炼炉电极横臂拉杆系统的特点并展开技术论证后,认为某钢铁公司120 tLF炉电极旋转钢包精炼炉电极横臂拉杆系统如果选择一体化拉杆设计,将能较好解决生产过程中拉杆长度不固定,拉杆系统稳定性较差,反复拆装造成设备使用寿命降低等问题,提高拉杆系统可靠性,对保证公司120 tLF炉电极旋转钢包精炼炉电极横臂拉杆系统安全稳定运起到积极作用。
[1]高泽平.炉外精炼教程[M].北京:冶金工业出版社,2011.
[2]成大先.机械设计手册[M].北京:化学工业出版社,2000.
〔编辑凌瑞〕
TF806.2
B
10.16621/j.cnki.issn1001-0599.2016.12.25
猜你喜欢
汽车实用技术(2022年5期)2022-04-02 09:36:24
一重技术(2021年5期)2022-01-18 05:41:56
智富时代(2018年6期)2018-08-06 19:35:08
制造技术与机床(2017年2期)2017-05-04 04:17:35
铸造设备与工艺(2016年5期)2016-11-26 06:24:30
北京汽车(2016年6期)2016-10-13 17:07:38
大型铸锻件(2015年1期)2016-01-12 06:33:17
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:32
现代冶金(2015年4期)2015-02-06 01:56:01
中南大学学报(自然科学版)(2014年7期)2014-04-01 00:58:32