
成网机网带张紧及纠偏装置的调节及效果分析
2016-01-28 20:46司徒元舜胡晓航
纺织导报 2015年12期
司徒元舜+胡晓航
摘要:张紧及纠偏装置是成网机的基本配置,主要由张紧机构、纠偏装置、检测传感装置及控制装置组成。张紧装置使网带保持预定的张力,用于传递力矩;纠偏装置可使网带自动保持在正常位置运行。本文对张紧及纠偏装置的运行原理、功能及调节进行了较详细的分析和评估。
关键词:网带;张紧装置;张紧辊;位移检测;纠偏辊;中间位置
中图分类号:TS173.3 文献标志码:B
On Adjusting the Tension Control Systems and Deviation Rectifying Device for Conveyer Belt of Web Former
Abstract: Tension device and deviation rectifying devices are basic configuration of a web former, and they are mainly composed of tensioner, steering roller, detecting and sensor device, controller, etc. Tension device keeps the conveyer belt under pre-set tension and it is used for torque transmission; the deviation rectifying device ensures the conveyer belt to automatically operate at the correct position. The paper analyzed and evaluated the operating principles, functions and adjustments of the tension device and deviation rectifying device in details.
Key words: conveyer belt; tension control system; tension roller; displacement detection; steering roller; central position
1 网带的张紧装置
1.1 张紧装置的功能与调节范围
网带保持一定的张力,是网带可以正常运行的基础,也是张紧装置最重要的基本功能。张紧装置还能有效改变成网机所有的辊筒间的总中心距,以适应使用不同制造(出厂)长度的网带。
网带的出厂长度偏差一般规定为-0.25%~+0.8%,也就是不同批次的新网带原始长度最大偏差在1.05%的范围,成网机必须适应新网带的长度差异,并能顺利安装在偏差范围内的各种网带。即要求成网机能在1.05%长度范围内调整系统的周长,这也是设计网带张紧装置调节行程的基本依据。
在安装网带时,网带必须处于松弛状态,以便将连接线穿入接头环内;而当网带偏离中线后,如需要在松弛状态才能进行人工移动复位时,这就要求张紧装置的调节范围必须大于网带的长度偏差。
在不同的牵引张力和温度下,网带的长度会发生变化,在运行过程中必须对网带张紧力作必要的调整;在网带出现固定的走偏倾向时,还可以通过改变其中一侧的张力予以纠正,这是成网机必须具备的调节功能。
因此,网带张紧装置的实际有效调节量(即网带的长度变化量)既要大于网带长度允差,以便能装上最短的网带,或将最长的网带张紧,还能在运行过程中进行必要的调整,因此张紧装置的有效调节量常取网带名义长度的1.5%~2%。
1.2 常用张紧机构
螺杆/螺母机构是张紧装置最常用的机构,其中还分为螺母移动、螺杆旋转,螺杆移动、螺母旋转以及螺母固定、螺杆在旋转时同时移动等3种结构。调节机构使张紧辊沿导轨移动,便可改变网带的张力,这是一种刚性的张紧装置。
张紧装置以网带两侧同步动作型较好,可避免由于不同步所产生的张力差异,甚至引起走偏。成网机的张紧动作基本都是用人力进行的。
利用成网机两侧的气缸(或长行程气囊)推力也能张紧网带,两侧气缸一般共用同一个调压气源,控制压缩空气的压力便能调节网带的张力,并使运行期间的张力保持在预定的范围。这是一种“柔性”张紧装置,能自动适应网带长度的变化,并实现近似的“恒张力”控制(图1)。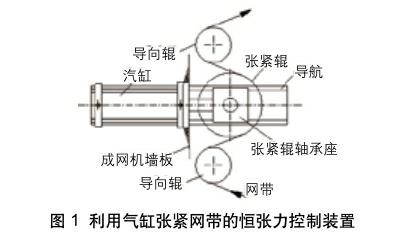
随着多纺丝系统的大型生产线出现,网带的长度也越来越长,国内目前使用的网带最大长度已达77m。当网带的长度较大(≥60m)时,为避免张紧装置的调节行程过长,可以配置两套张紧装置;也可以同时配置丝杆机构与气缸张紧装置,其中的丝杆机构主要用于调节网带长度,而气缸则用于调节张力。
由于成网机网带有“紧边”和“松边”之别,而运行状态的“紧边”张力远比“松边”大。因此,应在网带的“紧边”检测张力,当张力超过设定值时会发出报警信息。
网带张紧装置应设置在网带的“松边”,并靠近主驱动辊,这样能降低张紧装置的负荷和受力,既可降低劳动强度,还可以选用直径较小的辊筒。张紧辊还常兼作导向辊,用于增加网带在驱动辊上的包角。
2 网带纠偏装置
2.1 引起网带走偏的原因分析
来自设计、制造、安装、调节等4个方面的偏差就是导致网带走偏的根源。成网机运行时,因辊面锥度、辊筒间轴线平行度、两侧张力差异、成网机水平度偏差等,会形成一个呈明显倾向性的合力,使网带向固定的一侧偏移。对于这个有固定倾向性的走偏干扰力,可以通过调节纠偏机构的“中间位置”消除。
而由网带“热定形”偏差、抽吸气流的不均匀性、网带与支承装置的摩擦力等形成的走偏合力是随机的。网带是一种柔性传动件,无法采用强制限位或导向的方法使其保持在规定的位置运行。因此,对于随机产生的偏移干扰,需依靠纠偏机构进行自动跟踪检测,随机纠正偏移,使网带回复到正常位置运行。
2.2 网带纠偏装置
网带纠偏装置与在其他行业广泛使用的纠偏装置类似,由网带位置检测传感装置、纠偏机构、越限保护及控制系统等组成。
位置检测传感装置有机械接触式(如挡板式、触杆式、触须式)、光电非接触式、射流式等。由于被检测对象是网带两侧边缘,为了避免因网带边缘的局部缺陷或其他干扰而导致系统误动作,控制系统要具备滤除这些瞬间出现的虚假走偏信号的功能。
成网机配置的纠偏机构是利用一端作为固定支点,另一端可受控摆动的“纠偏辊”作为执行机构,利用纠偏辊摆动时所产生的CD方向作用力,使网带回到正常的位置,其工作原理如图 2 所示。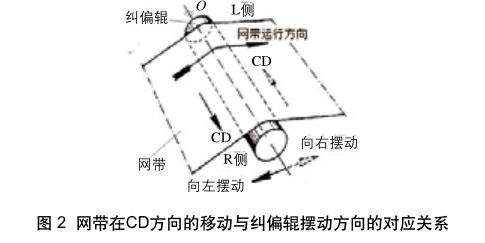
如图2所示,在网带运行期间,如果网带处于正常位置,纠偏辊的轴线处于与网带运行方向相垂直的状态,对网带不会产生偏移力;当纠偏辊绕支点O往右摆动时,由于阻力发生了变化,网带将沿CD方向朝张力较小的L侧偏移(虚线箭头所示);同理,如果纠偏辊绕支点O往左摆动,网带将沿CD方的R侧偏移(实线箭头所示)。
在纠偏辊摆动时,网带的偏移方向除了与网带的运行方向有关外,还和纠偏辊与网带的相对位置(网带在纠偏辊上方或下方)相关。
对安装质量较高的系统,在400~500m/min的速度下,纠偏辊的摆动角度在±0.4°~0.6°时,已能控制网带在10~20 mm的偏移范围内正常运行。
纠偏装置的性能(如反应速度、纠偏能力、行程等)要与成网机的运行状态相适应,网带的运行速度越快,对纠偏装置的性能要求也越高。
2.3 纠偏装置的其他设计要求
为了使纠偏辊有明显的纠偏功能,网带在纠偏辊上要有一个最佳的包角,包角太小,纠偏力不足,纠偏动作迟钝;包角太大,网带的偏移速度会很快,容易产生局部的纠偏过量而难以控制。网带包角α的推荐值一般≤25°。
纠偏辊多在水平面做前、后摆动,也可在垂直面上做升、降摆动。设计的摆动幅度(行程)与网带的宽度成正比,摆动角度一般≤±1°,实际摆动的幅度越大,网带移动的速度也越快。以3.2m生产线成网机为例,纠偏辊的最高摆动速度在30mm/s左右,最大行程≤±50 mm。
一般的成网机配置一套纠偏装置便能保证正常运行,对长度较大的成网机,可在回程(即“松边”)网带上多增设一套纠偏装置,两个装置的相互间隔要尽量大一些,使网带能在全长范围内的规定位置运行。
纠偏辊可以选用电动式、气动式(气缸或气囊)、液压式等形式的驱动装置。驱动的推力与网带的宽度相关,一般为1000~2000N,气动纠偏系统的工作压力一般为0.3~0.6MPa。
纠偏辊与上、下游导向辊间的中心距应与网带的宽度W相关,为了使纠偏辊有较灵敏的纠偏效果,避免纠偏过程被上、下游导向辊牵制,常取L1=(0.3~0.5)W,L2=0.5×L1(图3)。
一般情形下,当网带较宽,又受成网机总体布置的结构限制,很难保持上述关系时,应尽量满足L1>L2的要求。
2.4 纠偏机构的运动方式
当左侧位置传感器发现网带向左偏移后,纠偏机构必须及时使网带逆向(向右)移动返回中间位置,这是纠偏机构的基本运动方式。
如果纠偏机构不能在网带离开左侧、并返回中间位置后停止运动,网带将在纠偏力的连续作用下向右运动,直至右侧位置传感器发现网带偏移后,纠偏机构才换向,使网带向左移动,并在超越中间位置后继续移向左侧,不断在左右两个方向的极限位置之间往复运动,导致网带发生周期性左右偏移。
以气缸为动力驱动纠偏辊动作是较常用的技术方案,由一个“两位四通换向阀”来控制气缸的动作方向,由于气缸只能在最大行程的两端才停止运动,而在运动中无法准确停留在行程的任意位置,因而产生纠偏过度现象,导致气缸产生周期性的往复运动及网带左右偏移现象。用阀门的开度与网带偏移行程对应的“比例调节阀”(伺服阀)能消除网带出现周期性的左右偏移,x比例调节阀的阀芯与网带的机械式“检边机构”联动
根据网带的偏移方向和偏移量,调节阀能自动跟随运动,并控制相应一侧的气囊(或气缸)动作,纠正网带的偏移,而阀门的开度则与偏移量成线性比例关系,也就是纠偏的速度与网带的偏移速度相对应。
当网带处于正常状态时(图4),阀芯处于中间位置,A、B两侧均处于既充气、又边排气的浮动状态,纠偏辊也处于中位,无纠偏作用,但这仅是一个过渡状态,当网带发生偏移时,阀芯的位置随之发生变化。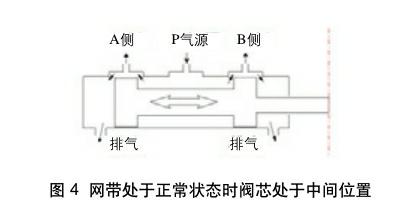
当网带向左偏移时,阀芯向左移动,A侧的排气口关闭,而与P联通充气;B侧进气通道被关闭,而处于排气状态,纠偏辊随即也向左运动,纠正网带的偏移(图5)。
当网带向右偏移时,阀芯向右移动,B侧的排气口关闭,而与P联通充气;A侧进气通道被关闭,而处于排气状态,纠偏辊随即也向右运动,纠正网带的偏移(图6)。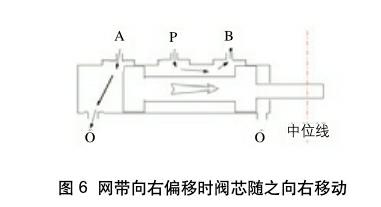
由于纠偏机构一直频繁动作,耗气量多,磨损大。网带的偏移量偏大,将导致成网机铺网“虚宽”,废边料增加。
如果执行装置可以在行程中的任何位置停留,就可避免出现纠偏过度现象、改善纠偏过程的可控性,使网带的偏移量最小,机构的重复动作周期延长,提高了可靠性。使用丝杠/螺母机构或电动推杆(图7)、比例调节阀的气动纠偏装置等,都可具备这种特性。
在一些高速成网机中,纠偏装置能根据检测出的网带偏移速率自动调整纠偏速度,并具有“步进式”的分段纠偏模式。正常情况下,纠偏机构以较慢的速度和较小的幅度纠正网带的偏移;当网带仍有偏移趋势时,纠偏机构将进一步以更大的幅度来纠正网带的偏移。而当偏移速率较快时,纠偏机构会以最快的速度和更大的幅度对网带的偏移做出反应,使网带迅速回复到正常的位置。
2.5 网带纠偏装置的中位调整
网带在运行期间,其走偏的概率应该是左右两个方向基本相同的,如果某一方向的走偏概率明显较大,就说明系统中存在一个固定的、朝这个方向的偏移力。由于这个引起网带走偏的合力是单向的,纠偏系统应具备抵消这个偏移力的功能。
调整纠偏辊的动态“中间位置”就能实现这一功能。纠偏辊的“中间位置”即纠偏辊驱动机构处于行程中间,而网带处于最稳定状态时的位置,这时纠偏辊的轴线并不一定处于与网带运行方向垂直的状态,与其他辊筒的轴线也不一定是处于平行的状态,由此将产生一个抵消系统中固定偏移力的纠偏力,使网带能在中间位置较长时间稳定运行。
一般情形下,调节纠偏辊固定端轴承座的两只顶紧螺栓,使轴承座前后移动,便能找到并确认这个“中间位置”(图8)。另一种方法是利用调整轴承座与机座间的垫片厚度,也能寻找并确定这个中间位置。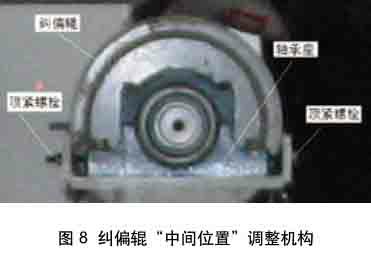
调整好“中间位置”后,纠偏机构的运动行程将减少,动作频率也会降低,网带的运行状态将得到明显的改善。
作者简介:司徒元舜,男,1944年生,高工。
作者单位:佛山市南海必得福无纺布有限公司。
