
基于PLC和触摸屏的气动机械手控制系统设计
2016-01-19 01:40:31,
机械与电子 2015年10期
,
(昆明理工大学机电工程学院,云南 昆明 650500)
Design of the Control System for a Pneumatic Manipulator Based on PLC and Touch Screen
TANG Cheng, WEI Jingtao
(Faculty of Mechanical and Electrical Engineering ,Kunming University of Science and Technology,Kunming 650500,China)
基于PLC和触摸屏的气动机械手控制系统设计
唐诚,魏镜弢
(昆明理工大学机电工程学院,云南 昆明 650500)
Design of the Control System for a Pneumatic Manipulator Based on PLC and Touch Screen
TANG Cheng, WEI Jingtao
(Faculty of Mechanical and Electrical Engineering ,Kunming University of Science and Technology,Kunming 650500,China)
摘要:介绍了一种由PLC控制的工业机械手的结构及其气动系统原理,分析了机械手的工作流程,进行了PLC的硬件设计。系统采用施耐德Unity Pro XL编程软件和Vijeo Designer触摸屏软件对动作过程进行设计,确保了机械手动作的逻辑关系和操作过程的可视化。
关键词:气动机械手;PLC控制;Unity Pro XL;触摸屏
中图分类号:TP241.2
文章编号:1001-2257(2015)10-0054-03
收稿日期:2015-07-28
Abstract:This article introduces the structure and air-operated system of an Industry Manipulator controlled by PLC, analyses its working process, describes the design of PLC hardware. The movement system is based on programming software Unity Pro XL and touch screen software Vijeo Designer both belongs to Schneider Electric SA, and ensures the logical relationship between the movements of manipulator and makes the operation process visible.
作者简介:唐诚(1989-),男,四川遂宁人,硕士研究生,研究方向为PLC及工业控制;魏镜弢(1964-),男,四川三台人,博士,副教授,研究方向为矿山机电装备及控制技术。
文献标识号:A

Key words: pneumatic manipulator; PLC control; Unity Pro XL; touch screen
0引言
工业气动机械手是由机械、电气、PLC和触摸屏等元件构成的工业自动化系统,是机械传动技术的一种重要形式,是控制与机械的重要结合,广泛应用于生产线和各种自动化设备中。除了能完成基本的抓取动作外,机械手还可以执行较为复杂的搬运、焊接、装配等动作。尤其在一些恶劣的现场环境下,机械手能代替人完成部分或全部工作,既保证了安全,又提高了工作效率。PLC具有工作可靠、抗干扰能力强、环境适应性好、应用灵活等优点,是现代工业控制的标准设备。触摸屏以其易于操作、坚固耐用、反应速度快、节省空间等特点,在工业控制领域得到广泛应用。
控制系统作为机械手的核心组成部分,其性能的好坏直接关系到运行的功能与安全,因此,探索机械手的控制系统设计方法具有重要的应用价值。
1机械手控制功能要求
搬运机械手如图1所示,其他装置把一垛(5块)平板型工件输送至A处,机械手把A处的工件依次搬运到B处的输送带上转送出去。

图1 机械手结构简图
系统启动后,输送带输送驱动电动机M1立即开始连续工作直到系统停止,而机械手只有接近开关SQ4检测到A处有工件时才开始搬运工作。机械手上设有7个检测块D0~D5 和D7。初始时,接近开关SQ1位于D0处,A处有工件时,吸盘下降,SQ1到达D1处时吸盘吸取工件1,吸取完毕,手臂上升,SQ1到达D0处时,停止上升开始顺时针旋转,转至设定位置SQ2(接近开关)处时,停止旋转开始下降,下降至SQ1到达D7处时,停止下降开始释放工件至输送带上,释放完毕,手臂上升,至SQ1到达D0处,停止上升开始逆时针旋转,转至原位SQ3(接近开关)处,完成1次工作循环。机械手自动重复上述过程,SQ1到达D1~D5依次取5块工件,直至A处的5块工件全部搬运至B处。
2机械手气动图设计及动作流程分析
设计机械手气动原理如图2所示,机械手手臂的升降由升降汽缸RDG1驱动,手臂的回转由回转汽缸RDG2驱动:上升时YA1通电,手臂下降时YA2通电;手臂顺时针旋转时YA4通电,逆时针旋转时YA3通电,抓紧时YA0通电,放松时YA0断电。

图2 机械手气动原理
设计的关键在于系统智能判断接近开关SQ1所处的位置,可通过加入计数器,计算行程中SQ1通电次数来确定所处的位置。经计算,5次搬运行程中各个检测点及其对应的数值,经计算如表1所示(累加变量为CV1)。
表1累加变量CV1在各位置的值
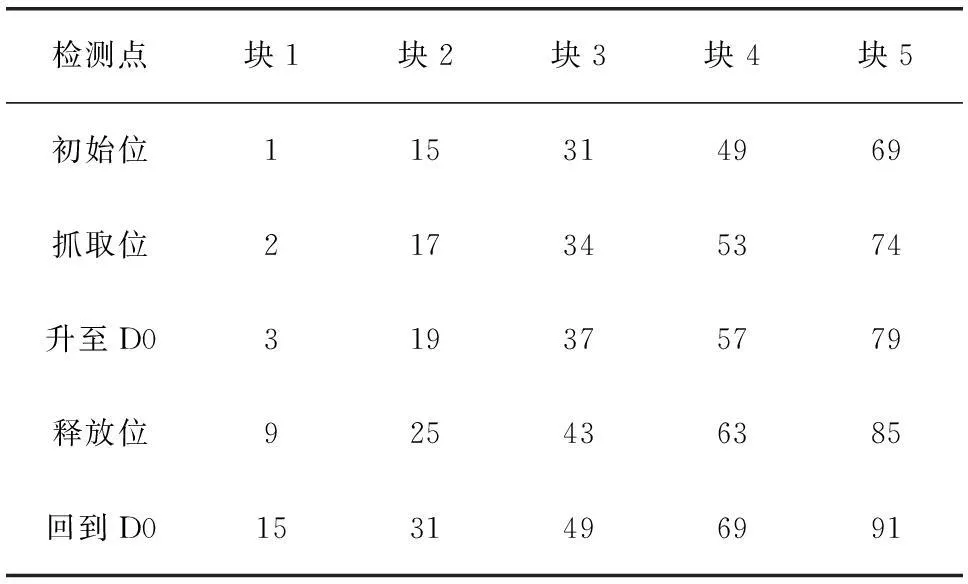
检测点块1块2块3块4块5初始位115314969抓取位217345374升至D0319375779释放位925436385回到D01531496991
3机械手控制系统硬件设计
机械手控制系统硬件主要由PC上位机、PLC、触摸屏、CANopen总线和I/O模块组成。PC上位机经通讯网络访问触摸屏操控软件,触摸屏控制下位机PLC,或直接由触摸屏在现场对PLC控制。PLC的主要作用是程序运算,实现机械手运转中的逻辑顺序。触摸屏是人机界面,主要完成对动作的操控,通过灯光显示信息,监控机械手的位置和状态。
PLC CPU选择施耐德公司Modicon M340-20,其具有结构紧凑、处理高效、存储容量大、维护便捷和性能稳定等特点,且其集成通用总线(USB)、以太网、CANopen及Modbus接口。I/O模块选择离散量输入模块DAI1602(16个输入端口)2个,和离散量输出模块DDO1602(16个输出端口)2个。
触摸屏选择施耐德XBTGT5000系列,坚固耐用、反应灵敏,触控面板为大小640×480。
4机械手控制系统软件设计
4.1 PLC控制系统编程
根据机械手控制系统设计的功能,PLC需输入端口18个,输出端口17个。为增加可读性,赋予每个接口相应的英文字母简写。PLC的I/O分配如表2所示。
PLC程序用LD语言编程,相应的变量可用其对应的英文名表示。程序可分为自动模块和手动模块。编写的梯形图的主要部分如图3所示。图3中,计数器COUNTER1用于确定机械手SQ1所在位置,计数变量CV1,%M1是选择自动操作时自锁的内部继电器,只有选择自动模式时才会用计数器。SQ1通电1次计数1次,停止信号使计数器复位。图3下部分程序通过比较指令(COMPARE)来确定线路的通断。取工件时,若CV1=给定点值为真,则%M3得电自锁,YA0得电抓取工件;计时5 s后,YA1得电上升;在到达下一个指定停止点前,CV1<给定点值为真,则YA1通电保持上升,直到到达D0点时比较值为假,则停止上升。下降和释放工件时用相同的方法,改变动作点的值即可。取其它工件时,原理相同,CV1值参照表1。手动操作以%M2为开关,直接通过触摸屏里开关按钮控制阀门从而控制上下机械手的运动方向。
表2PLC I/O分配表

地址名称注释1%I0.1.0START系统启动2%I0.1.1STOP系统停止3%I0.1.2SQ1SQ1接近开关4%I0.1.3SQ2SQ2顺转限位5%I0.1.4SQ3SQ3逆转限位6%I0.1.5SQ4工件有无检测7%I0.1.6Auto自动模式8%I0.1.7Men手动模式…………………19%Q0.3.0Motor电机20%Q0.3.1YA1电磁阀YA121%Q0.3.2YA2电磁阀YA222%Q0.3.3YA3电磁阀YA323%Q0.3.4YA4电磁阀YA424%Q0.3.5YA0电磁阀YA0…………………31%Q0.3.12Exist有工件32%Q0.3.13None无工件33%Q0.3.14LT_Auto自动提示灯34%Q0.3.15LT_Men手动提示灯35%Q0.4.0LT_D0D0初始位灯

图3 PLC梯形图主要部分
4.2 触摸屏程序设计
触摸屏界面如图4所示,触摸屏基于施耐德Vijeo Designer软件,首先新建触摸屏界面,选择合

图4 机械手触摸屏操作界面
适的型号,选择驱动方式,根据功能在面板中设置好按钮。在变量编辑器中设置需要的变量,在I/O管理器中新建通讯变量驱动器ModbusPlusUSB01,完成与外部变量链接,链接地址与PLCI/O接口地址一致,将触摸屏的按钮和实现其功能的变量链接起来,变量类型一致。
通过界面操作可实现机械手系统基本动作;有手动与自动2种操作模式可选择,正常情况下只需自动模式即可完成工件的运输,若机械手不到位可通过手动模式调整;通过指示灯使机械手运行状态和位置可知,对机械手具有监控作用;同时界面可显示工件的有无,无工件时可提醒操作人员添加工件。
5结束语
设计了一种用于工业搬运的机械手控制系统,采用了施耐德ModiconM340系列PLC,基于施耐德UnityProXL软件编写了控制程序,采用VijeoDesigner软件进行触摸屏人机界面设计。系统实现了机械手的自动化、操作可视化,具有较好的实用性。
参考文献:
齐继阳,吴倩,何文灿.基于PLC和触摸屏的气动机械手控制系统的设计.液压与气动,2013(4):19-21.
董明,郭占磊,邹轩,等.基于施耐德PLC的机械手及控制系统设计.制造业自动化,2013,35(13):124-126.
韩靖宇,邓飙,张宝生,等.基于PLC和组态技术的液压举升控制系统设计.机床与液压,2012,40(2):73-76.
蒋晓峰,施伟锋,刘以建,等.基于触摸屏和PLC的船舶电站监控系统设计.电力自动化设备,2011,31(1):122-125.
乔东凯.PLC在数控机床开发中的应用.机械与电子,2015(1):37-39.
《机械与电子》2015(10)
猜你喜欢
装备制造技术(2019年12期)2019-12-25 03:06:36
电子制作(2018年19期)2018-11-14 02:37:02
知识就是力量(2018年7期)2018-07-11 06:39:56
建筑建材装饰(2016年11期)2016-12-29 19:13:49
科技创新与应用(2016年34期)2016-12-23 18:52:54
科学与财富(2016年18期)2016-12-22 17:51:16
电子技术与软件工程(2016年19期)2016-12-19 18:49:35
数字技术与应用(2016年9期)2016-11-09 22:09:07
科技视界(2016年14期)2016-06-08 19:01:12
河南科技(2014年12期)2014-02-27 14:10:32
