
浮选自动加药系统在黄陵一号煤矿选煤厂的应用
2016-01-19 12:34缑新学
选煤技术 2016年3期
缑新学
(陕西陕煤黄陵矿业集团有限责任公司 一号煤矿选煤厂,陕西 延安 727307)
陕西陕煤黄陵矿业集团有限责任公司一号煤矿选煤厂(以下简称“黄陵一号煤矿选煤厂”)是一座设计能力为6.00 Mt/a的矿井型选煤厂,主选工艺为无压三产品重介质旋流器分选、TBS干扰床分选机分选、浮选的联合工艺。该选煤厂浮选系统现有6台XJM-16(4室)型浮选机,分为3套系统,每套系统包括2台浮选机和1台矿浆预处理器,共有27个加药点。在浮选生产过程中,浮选药剂通过厂房4层的药剂箱自流至浮选生产现场,岗位工通过对27个加药点的阀门调节来控制加药量,每班的药剂消耗量通过药剂桶上的玻璃刻度表来计量和统计。
由于采用人工加药方式,入料浓度、矿浆流量等因素难以掌控,实际操作的滞后性较大,导致浮选精煤产率低,灰分不稳定,药剂浪费严重;通过玻璃刻度表计量药剂消耗量,存在计量不准确的问题,造成统计数据误差较大。此外,浮选作业环节共有27个加药点,在加药时岗位工需爬上矿浆准备器,所需人员较多,劳动强度大,且存在安全隐患。为了克服人工加药存在的弊端,陕西陕煤黄陵矿业有限公司洗选研究所与天地科技股份有限公司唐山分公司合作,设计了浮选自动加药系统,目前该系统已投入使用,且运行效果良好。
1 浮选自动加药系统
1.1 系统结构
针对黄陵一号煤矿选煤厂的实际情况,在不影响原加药系统正常运行的前提下,新增一套自动加药系统。该系统主要包括六部分,分别为PLC、变频器、触摸屏、计量泵、旋涡泵、电磁阀(图1)。结合系统设计要求和目的,在浮选机平台下方安装新增的药剂桶和变频泵,铺设管道并将其引至每个加药点,在每个加药点安装电磁阀,用于调节、控制药剂添加量。在浮选现场安装PLC控制柜,通过触摸屏对其进行控制。该系统共配置有6台计量泵、3台旋涡泵、24个电磁阀,每组浮选机配置3台泵和4个电磁阀,分别是起泡剂计量泵、捕收剂计量泵、清水泵;电磁阀分别用于控制矿浆准备器和浮选机2室、3室的药剂添加,另外1个电磁阀用于控制清水管路中清水的添加。
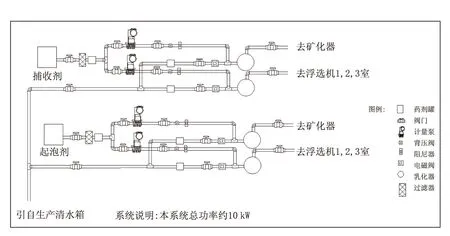
图1 浮选自动加药系统结构图
1.2 测控原理
在浮选药剂添加过程中,药剂添加量主要由入浮煤泥量对应的干煤泥量决定,而干煤泥量可通过浓度计测量信号与流量计测量信号运算得到。在干煤泥量发生变化时,药剂添加量随之发生变化,从而实现动态跟踪的目的[1]。
该系统是一个随动系统,即药剂添加量由干煤泥量和吨煤油耗等参数决定,在浓度不变的前提下,矿浆流量增大,加药量增加;但如果干煤泥量不变,只是矿浆浓度增大或减少,根据小浮选试验结果(矿浆浓度在100 g/L以下时),加药量存在减少的趋势[2]。由此来看,如果仅仅跟踪干煤泥量,则会导致药剂添加量不准确。由于直接浮选的入浮矿浆浓度不稳定,且不能及时调节与控制,为此引入(A-Bρ)函数,以实现药剂添加量既跟踪干煤泥量,又跟踪矿浆浓度[3]。浮选药剂添加量计算式为:
G=gK(A-Bρ),
(1)
式中:G为药剂添加量,kg/t;ρ为矿浆浓度,g/L;K为油耗,kg/t;A、B分别为加药量随浓度变化系数。
通过式(1)计算出药剂添加量给定值,PID对给定值和测量值进行运算。如果测量值大于给定值,则PID输出出现负偏差;经PID重新运算后输出信号减少,药剂添加量减小,直到实际加药量趋近或等于给定值,此时偏差消失,PID输出稳定。如果测量值小于给定值,则PID输入出现正偏差;经PID重新运算后输出信号增大,药剂添加量增大,直到实际加药量趋近或等于给定加药量,此时偏差消失,PID输出稳定[4]。
1.3 控制特点
浮选自动加药系统是针对以机械搅拌式浮选机为核心设备的浮选系统设计的,其集指标测量、信号采集、屏幕显示、调节控制功能于一体,能够实现浮选药剂添加量的精确控制[5]。该系统在改善选煤的技术经济指标,减少药剂消耗量,降低劳动强度方面有着显著作用,具体特点为:
(1)能够及时检测入料浓度、矿浆流量等指标,并自动调节、控制药剂添加量和药剂比例,从而避免药剂浪费。
(2)与原人工加药方式相比,所需岗位工人数更少,配备1人即可满足生产要求,且工人劳动强度降低。
(3)可以根据实际生产需要自动或手动调节加药强度和药剂(捕收剂与起泡剂)比例,并可以根据浮选生产需要设定各加药点的加药比例,以适应不同煤泥煤质的要求,对于提高浮选精煤产率和保证其灰分稳定、合格有着重要作用。
(4)系统的操作界面设计人性化,参数调整直观、方便,触控屏清晰耐用,能够经受长时间的现场运行考验。
2 应用效果
在选煤厂和设计、施工单位的共同努力下,经过调试和整改,浮选自动加药系统运行基本正常。在该系统投入运行后,实现了浮选药剂的自动添加与控制,系统能够及时增加用药量或减少用药量,避免了精煤损失或药剂浪费。自动加药系统运行前后浮选系统各指标统计结果见表1。

表1 浮选系统各指标统计结果
由表1可知:
(1)在该系统投用运行后,浮选岗位工由2名专职减为1名兼职系统巡视,在降低工人劳动强度的同时实现了减员增效。
(2)该系统投用运行前,浮选精煤灰分较高,在6%~11%之间波动,且不易控制;自其投入应用至今,浮选精煤灰分稳定,一直能够控制在8%~9%之间。
(3)在项目实施前,每班消耗的捕收剂在3.20~3.50 m3之间,起泡剂在0.80~1.00 m3之间;之后每班消耗的捕收剂在3.00 m3左右,起泡剂在0.70 m3左右。
(4)使用该系统前,每班回收的浮选精煤数量约为600 t;之后每班可多回收浮选精煤约200 t,使总精煤产率提高约2个百分点。
按每位工人的工资6万元/a计算,每年节省人工成本12万元;按每年洗选精煤1.00 Mt计算,大概需要生产160个班,捕收剂的价格为6 800元/m3,起泡剂的价格为6 200元/m3,则每年节省的药剂成本为31.68万元;按原煤入选量1.67 Mt/a计算,则精煤产量增加3.34万t/a,精煤价格为475元/t,煤泥价格为50元/t,则每年的销售利润增加1 419.5万元。综上所述,自浮选自动加药系统运行后,每年可增收1 463.18万元,经济效益显著。
3 结语
传统的人工加药方式存在不可避免的弊端,调节具有滞后性,现场控制精度低,工人劳动强度大,导致浮选精煤数质量均较低,药剂浪费严重,且部分场所存在安全隐患。与人工加药相比,浮选自动加药系统具有很大的先进性,黄陵一号煤矿选煤厂的生产实践表明,该系统的应用,不但可以提高浮选精煤数质量,避免药剂浪费,而且能够降低工人劳动强度,实现减员增效。浮选自动加药系统对于提高浮选系统的自动化程度有着重要作用,且能为企业创造可观的经济效益。
[1] 任景龙.范各庄矿业分公司选煤厂浮选工艺参数自动测控系统改造[J].选煤技术,2011(2):56-58.
[2] 李岿然,赵永刚,王晓坤,等.浮选自动加药控制系统在回坡底选煤厂的应用[J].选煤技术,2012(3):70-72.
[3] 王晓坤,左 泉,张卫军.浮选加药操作自动控制系统在大屯选煤厂的应用[J].选煤技术,2013(4):71-72.
[4] 杨建新,吴 琳.变频器在电力锅炉中的应用[J].科技风,2011(11):126-127.
[5] 李 璐,董志勇,王然风.选煤厂浮选自动加药专家系统的设计与实现[J].煤炭工程,2013,45(11):16-18.
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
湖南有色金属(2021年5期)2021-10-23
煤炭加工与综合利用(2021年7期)2021-08-26
煤炭加工与综合利用(2020年11期)2020-12-16
矿山机械(2020年11期)2020-11-25
矿冶(2020年4期)2020-08-22
世界有色金属(2020年1期)2020-03-26
