
冷轧管机动平衡配重的分析
2016-01-09 05:05:35李为,纪松山,李小荣等
重型机械 2015年5期
冷轧管机动平衡配重的分析
李为,纪松山,李小荣,曹世奇,凡明
(中国重型机械研究院股份公司,陕西 西安 710032)
摘要:针对中国重型机械研究院股份公司为国内某钢厂提供的LG-15,LG-280冷轧管机,利用MATLAB语言,结合实际工况,对冷轧管机进行了动力学计算分析,提出在不同转速的情况下,通过系数K的变化,合理配置平衡重量,为周期式冷轧管机设计提供了可靠依据。
关键词:冷轧管机;动平衡配重;系数k
中图分类号:TG333文献标识码:A
收稿日期:2015-04-11;修订日期:2015-08-21
作者简介:李为(1968-),男,中国重型机械研究院股份公司高级工程师。
Analysis of the counter weight of dynamic balance for cold pilger mill
LI Wei, JI Song-shan,LI Xiao-rong,CAO Shi-qi,FAN Ming
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi’an 710032, China)
Abstract:China National Heavy Machinery Research Institute Co.,Ltd. provided LG-15,LG-280 cold pilger mill for a domestic steel mills. According to the actual conditions,it used the Matlab software to analyse the counter weight for the cold pilger mill, this paper have proceed the dynamic analysis and calculation for the mill. Under the condition of the different rotating speed, it provided the important of the factor K. According to change the factor K, this paper attained to the rational allocation of the counter weight, it provided reliable basis to design the cold pilger mill.
Keywords:cold pilger mill; counter weight of dynamic balance; factor K

0前言
冷轧管机在每一个工作循环中管坯的截面减少可达70%~85%,具有变形量大、成材率高、表面质量好的特点,而被广泛使用,是获得高精度管材的重要设备。冷轧管机的工作机架借助于曲柄连杆机构作往复直线运动,生产不可避免地产生较大的惯性力,不利于实现高效轧制和提高设备的可靠性。为减小不平衡惯性力引起的附加动载荷和振动,必须进行惯性力的平衡计算,以确定附加平衡重量来消除由于结构特点引起的不平衡。
1机构运动学分析
冷轧管机传动工作原理如图1所示,轧机机架B点的运动参数计算见公式(1)~(7),规定:x,y轴正方向如图,力矩顺时针为负,逆时针为正。

1.轧机机架 2.机架连杆 3.曲轴 4.扇形块 R-曲柄半径;L-连杆长度;e-错距; X-机架位置 图1 曲轴传动机构简图 Fig.1 Crank shaft transmission mechanism diagram
轧机机架B点的位移
x=L×cosβ+R×cosα
(1)
曲柄转角:α=ω×t
(2)
连杆与水平方向夹角
(3)

(4)
由二项式可得

(5)
轧机机架B点的速度
(6)
轧机机架B点的加速度
(7)
2各构件力学分析
将曲轴传动机构分解为三部分,轧机机架,机架连杆,曲轴。通过受力分析,将各构件所受到的力等效到曲轴上,然后对曲轴铰点O进行力学分析。
机架B点受力分析如图2所示。
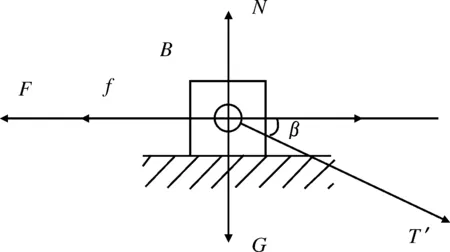
B-轧机机架;M J-质量;T′-连杆拉力;f-滑道摩擦力; F-轧制阻力;u-摩擦系数 图2 轧机机架受力简图 Fig.2 Force diagram of rolling-mill housing
机架连杆对轧机机架的力T′
T′cosβ-f-F=MBa
(8)
滑道摩擦力f
f=μ·N
(9)
N=T′sinβ+MBg
(10)
轧制阻力F
(11)
冷轧管过程中,由轧制力产生轧制力矩M轧,通过同步齿轮产生的轧制阻力,由于轧机型号不同,钢种不同,送尽量不同,导致轧制阻力不同,因此应根据具体情况分析。同步齿轮半径R同由轧制工艺决定。
T′=(MBa+μMBg+F)/(cosβ-μsinβ)
(12)
由于机型、工艺的不确定性,本文暂不考虑轧制阻力对平衡的影响,它与摩擦力的影响是一致的。
则T′=(MBa+μMBg)/(cosβ-μsinβ)
(13)
机架连杆受力分析如图3所示。
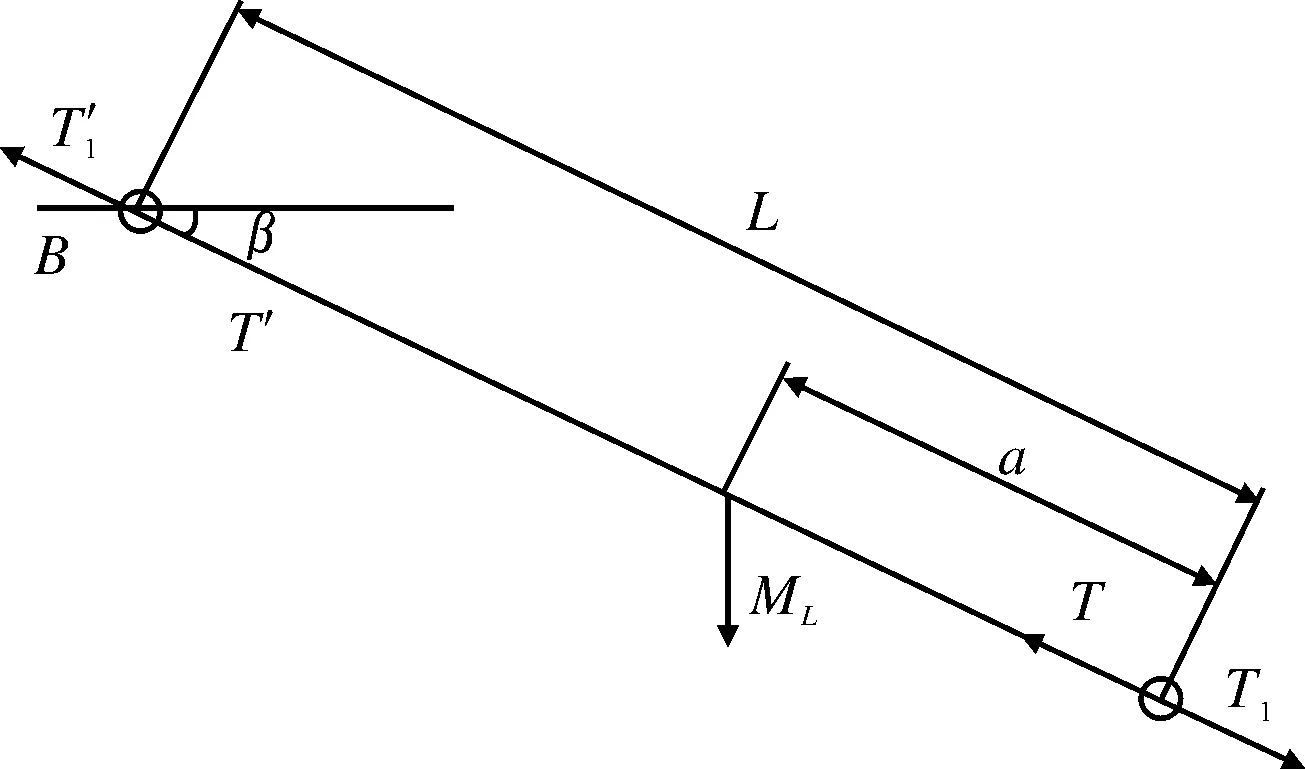
M L-质量;α-质心位置; L-连杆长度;T′-机架连杆对机架的力; T-机架连杆对曲拐A点的力 图3 机架连杆受力简图 Fig.3 Force diagram of connecting rod
即:T=-(MBa+μMBg)/(cosβ-μsinβ)
(14)
机架连杆质量等效到A点
(15)
机架连杆质量等效到B点
(16)
曲轴受力分析如图4所示。
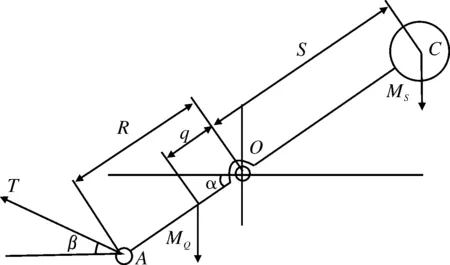
M Q-曲轴质量;q-质心位置; R-曲柄半径;M S-平衡重量 图4 曲轴受力简图 Fig.4 Force diagram of crank shaft
将曲轴质量等效到A,O两点:
曲轴质量等效到A点
(17)
曲轴质量等效到O点
(18)
A点的等效质量
(19)
B点的等效质量
(20)
为平衡B点惯性力,在C点配置一质量为Ms的平衡重块。
(21)
将公式(7)代入公式(14)得
μMBg)/(cosβ-μsinβ)
(22)
由平衡方案可知,在C点配置一质量为MS的平衡重块,通过取K值的不同,将水平方向的力降低到最小,但增加了垂直方向的分力,因此考虑在不同转速情况下,合力在波动最小时K的取值,由公式(22)可知,当K=1,只能平衡一阶惯性力,惯性力不可能完全平衡的,它是由结构本身决定的,因此平衡配重可选最佳方案。现将各分力等效到O点。
x轴方向的分力
FX=Tcosβ+MARω2cosα-MSSω2cosα
(23)
y轴方向的分力
FY=Mqg+MLAg+MSg+MARω2sinα-
Tsinβ-MSSω2sinα
(24)
对曲轴铰点O的合力:
(25)
对曲轴铰点O的合力矩:
M合=TRcosβsinα+TRsinβcosα+
MSgScosα-MAgRcosα
(26)
3计算与结论
(1)LG-15,LG-280冷轧管机具体参数如表1所示,在solidworks中确定了各构件的质量和质心后,利用静力代换法将各构件的质量代换到A,B点处,各点经代换后的质量见表1。

表1 冷轧管机计算参数
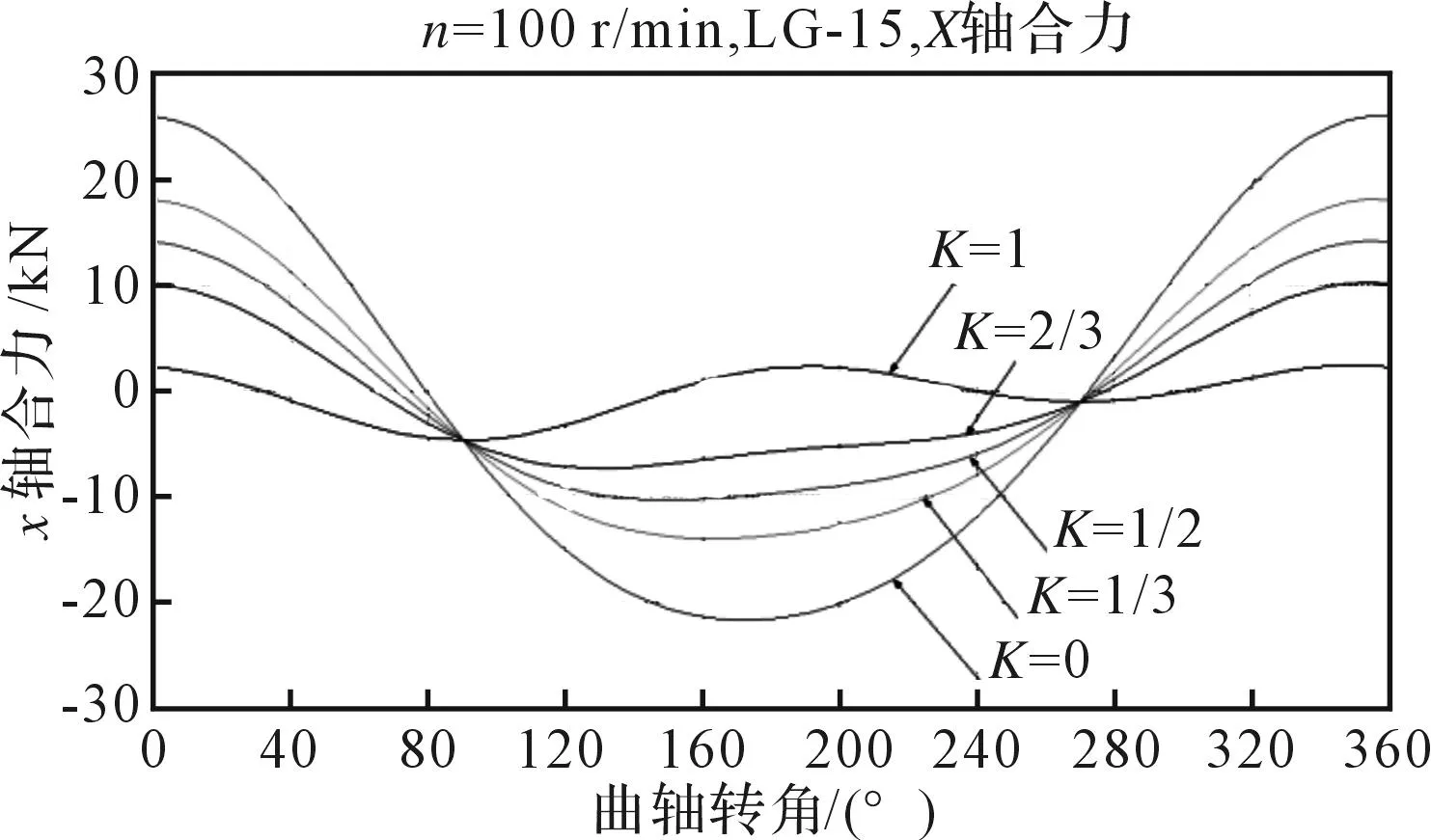
图5 n=100r/min x轴方向合力简图 Fig.5 The x axis force diagram of n=100 r/min
(2)利用所编Matlab程序,将上述参数代到相应公式得到的结果如图5~图20所示。
在不同转速情况下,Ms=(MA+KMB)R/S平衡配重的K值分别取K=0, 1/3, 1/2, 2/3, 1时,得到x、y轴方向的合力,如图5~20所示。
由图5、图6可知,随转速加大,x轴方向的合力峰值加大,K=1时的波动幅度最小。
由图7、图8可知,随转速加大,y轴方向的合力峰值加大,K=0时的波动幅度最小。
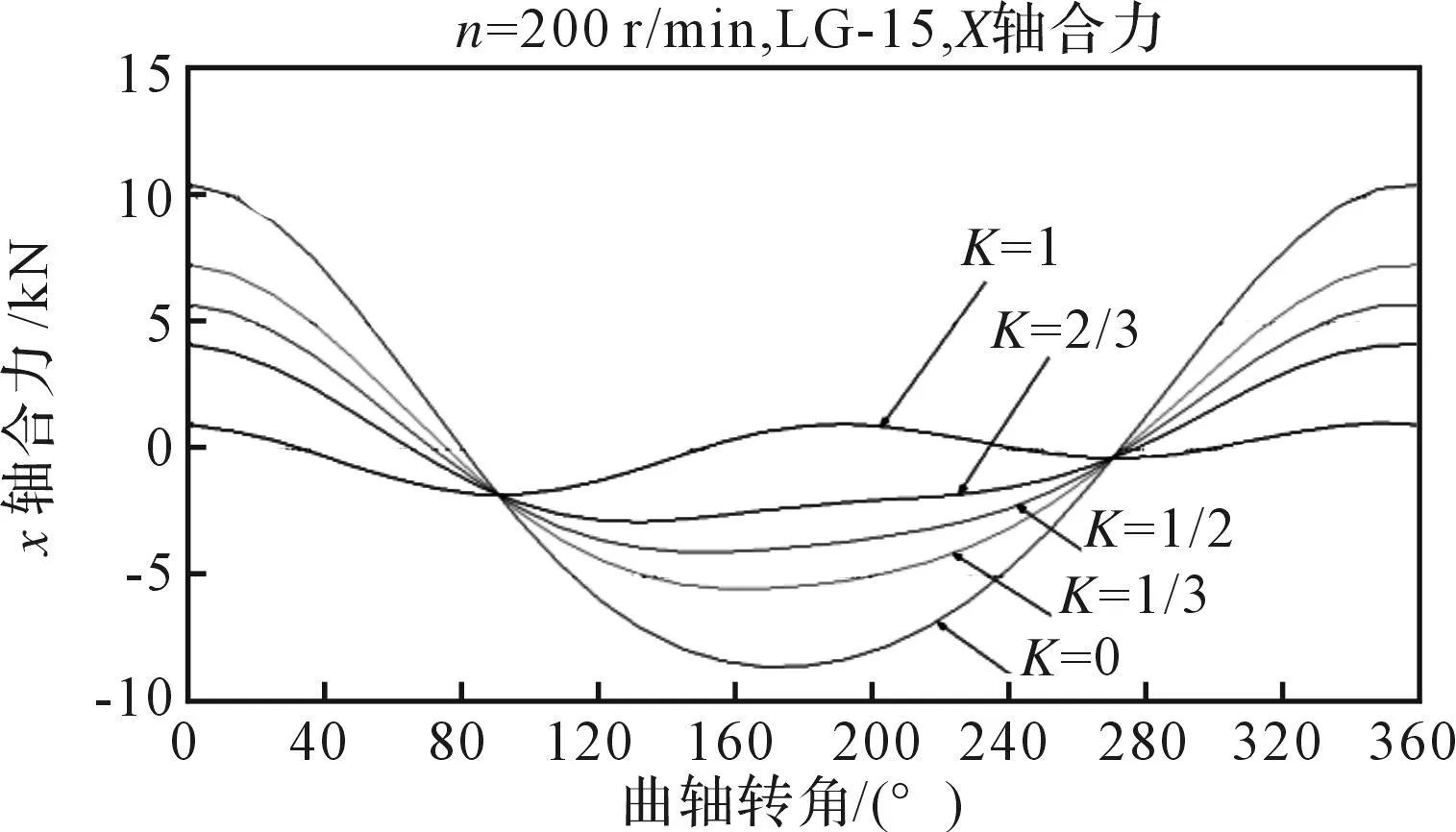
图6 n=200 r/min x轴方向合力简图 Fig.6 The x axis force diagram of n=200 r/min
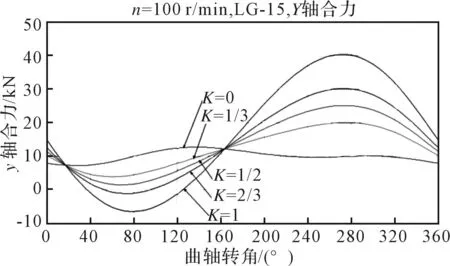
图7 n=100 r/min y轴方向合力简图 Fig.7 The y axis force diagram of n=100 r/min
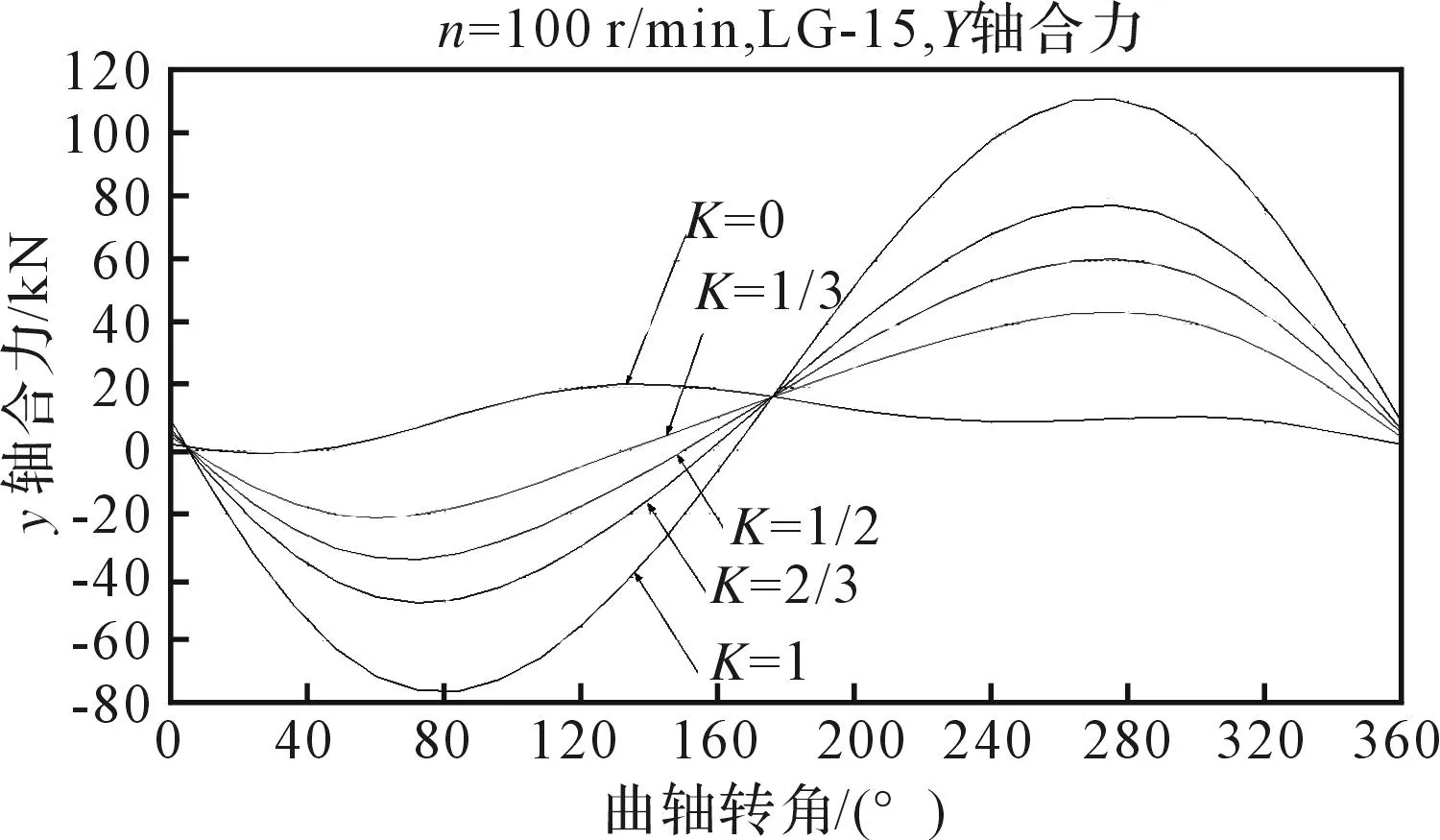
图8 n=200 r/min y轴方向合力简图 Fig.8 The y axis force diagram of n=200 r/min
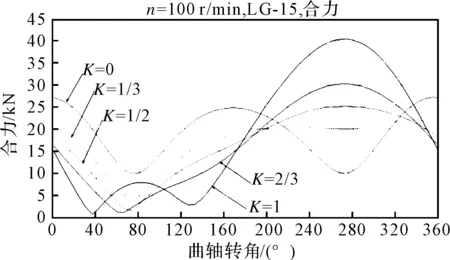
图9 n=100 r/min 合力简图 Fig.9 The force diagram of n=100 r/min
由图9、图10可知,随转速加大,合力峰值加大,在低转速n=100 r/min时,K=1/3时的波动幅度最小,因此建议K=1/3,但LG-15工作转速在n=150r/m 以上,K=1/2时的波动幅度最小,因此建议K=1/2。
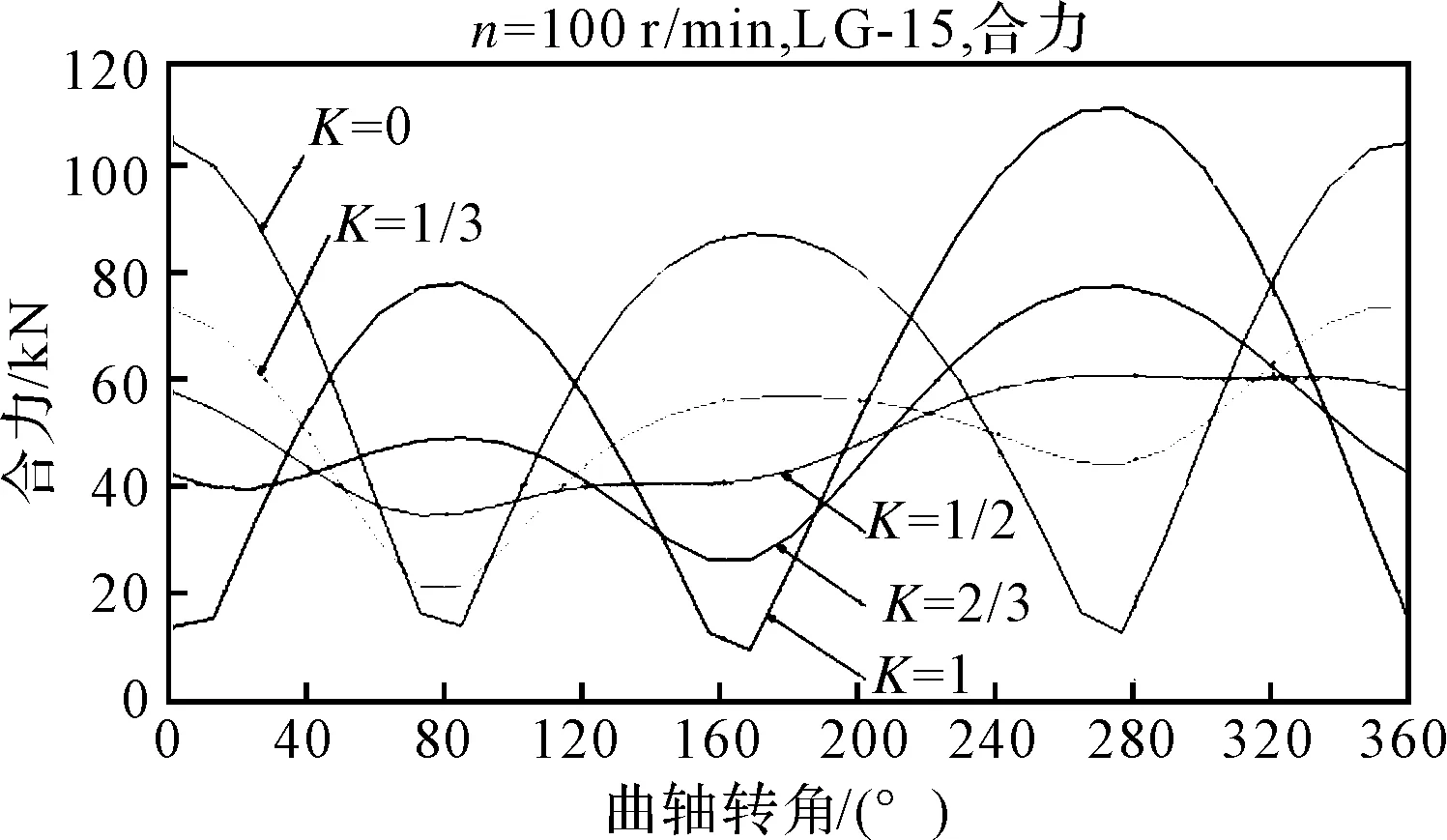
图10 n=200 r/min 合力简图 Fig.10 The force diagram of n=200 r/min
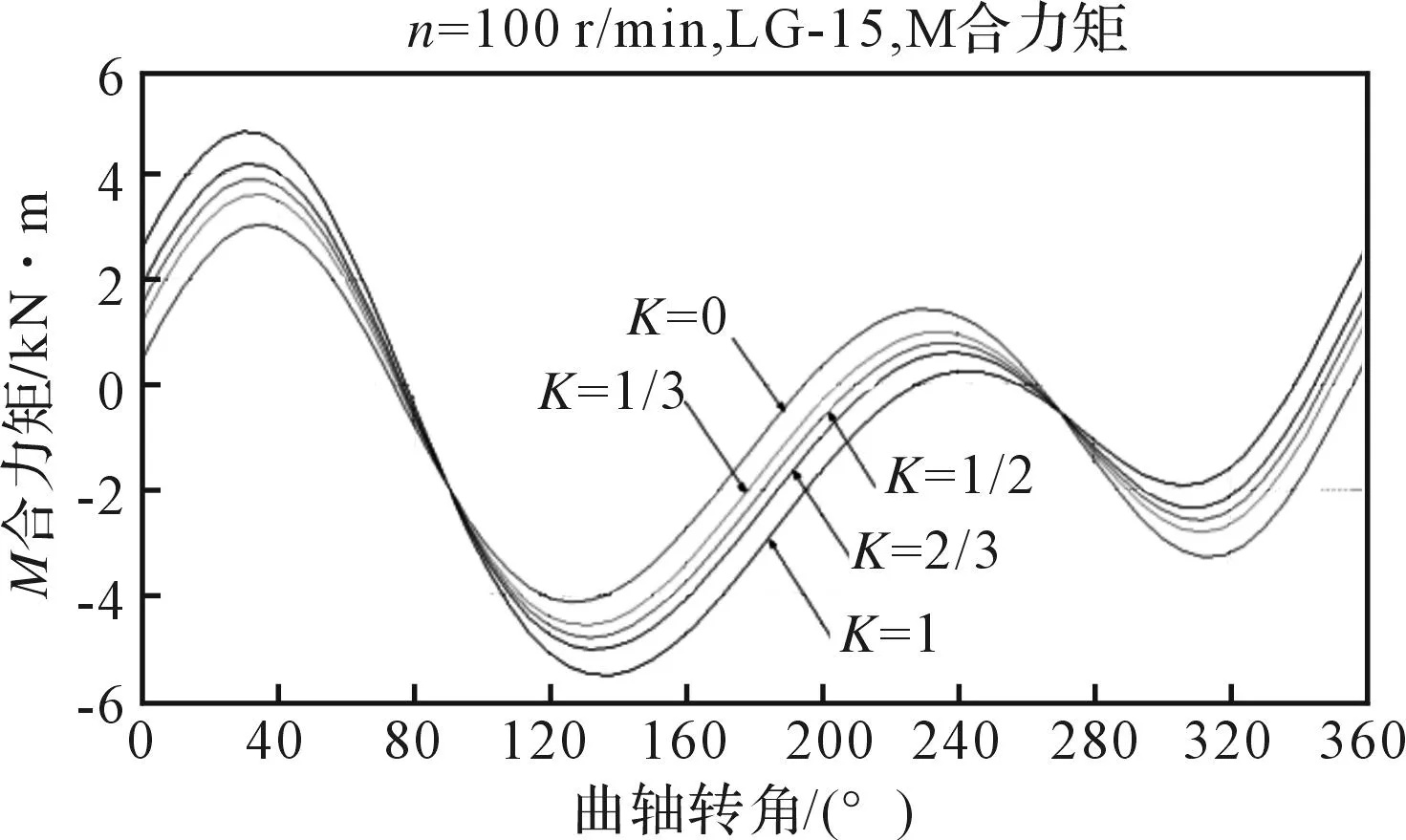
图11 n=100 r/min 合力矩简图 Fig.11 The torque diagram of n=100 r/min
由图11、图12可知,随转速加大,平衡配重对转矩影响减小,为降低波动幅度将加飞轮,将在今后的文章中讨论。

图13 n=50 r/min x轴方向合力简图 Fig.13 The x axis force diagram of n=50 r/min
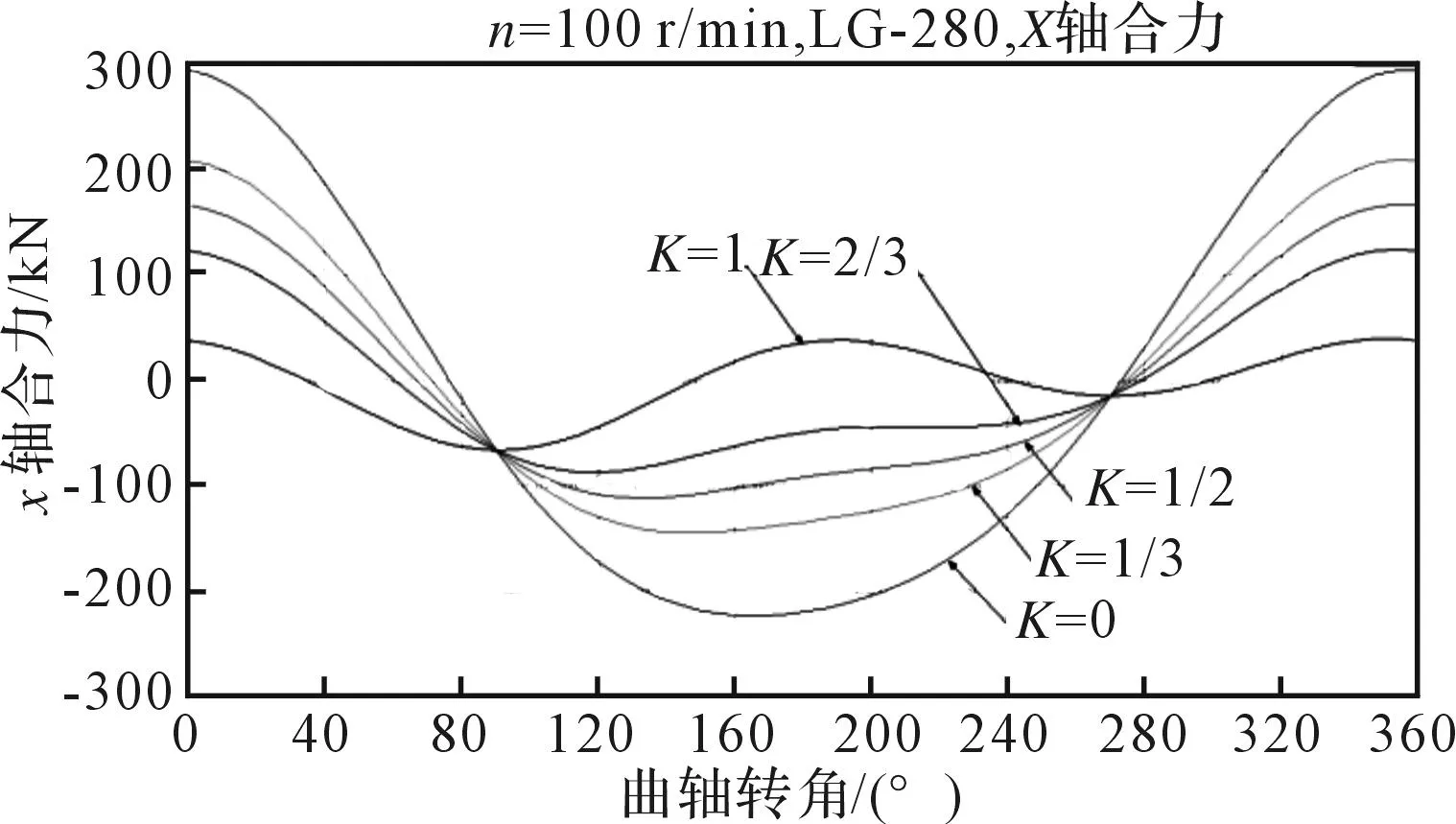
图14 n=100 r/min x轴方向合力简图 Fig.14 The x axis force diagram of n=100 r/min
由图13、图14可知,随转速加大,x轴方向的合力峰值加大,K=1时的波动幅度最小。

图15 n=50 r/min y轴方向合力简图 Fig.15 The y axis force diagram of n=50 r/min
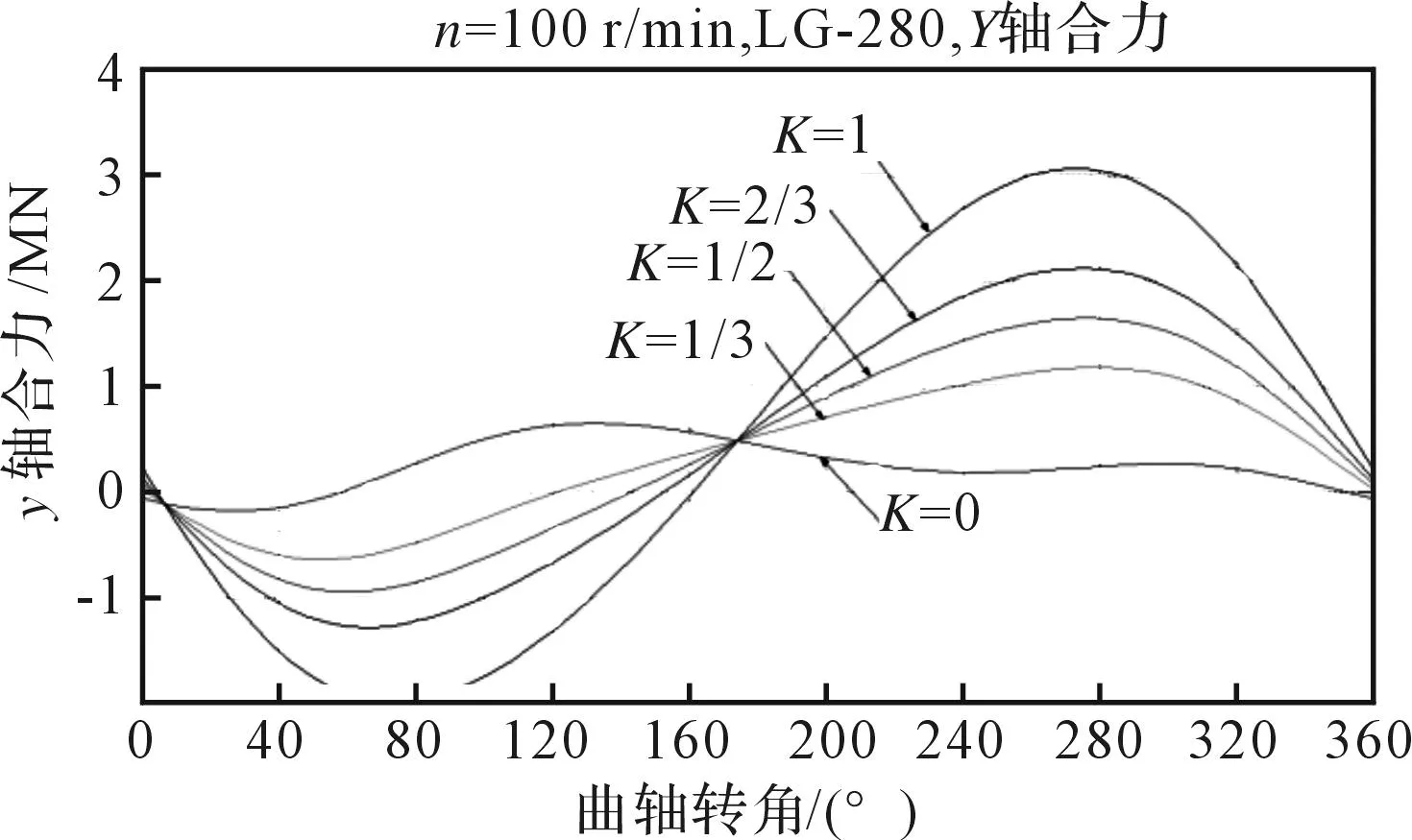
图16 n=100 r/min y轴方向合力简图 Fig.16 The y axis force diagram of n=100 r/min
由图15、图16可知,随转速加大,y轴方向的合力峰值加大,K=0时的波动幅度最小。
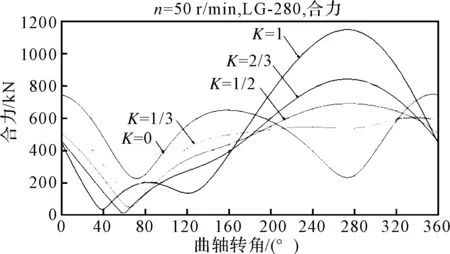
图17 n=50 r/min合力简图 Fig.17 The force diagram of n=50r/min
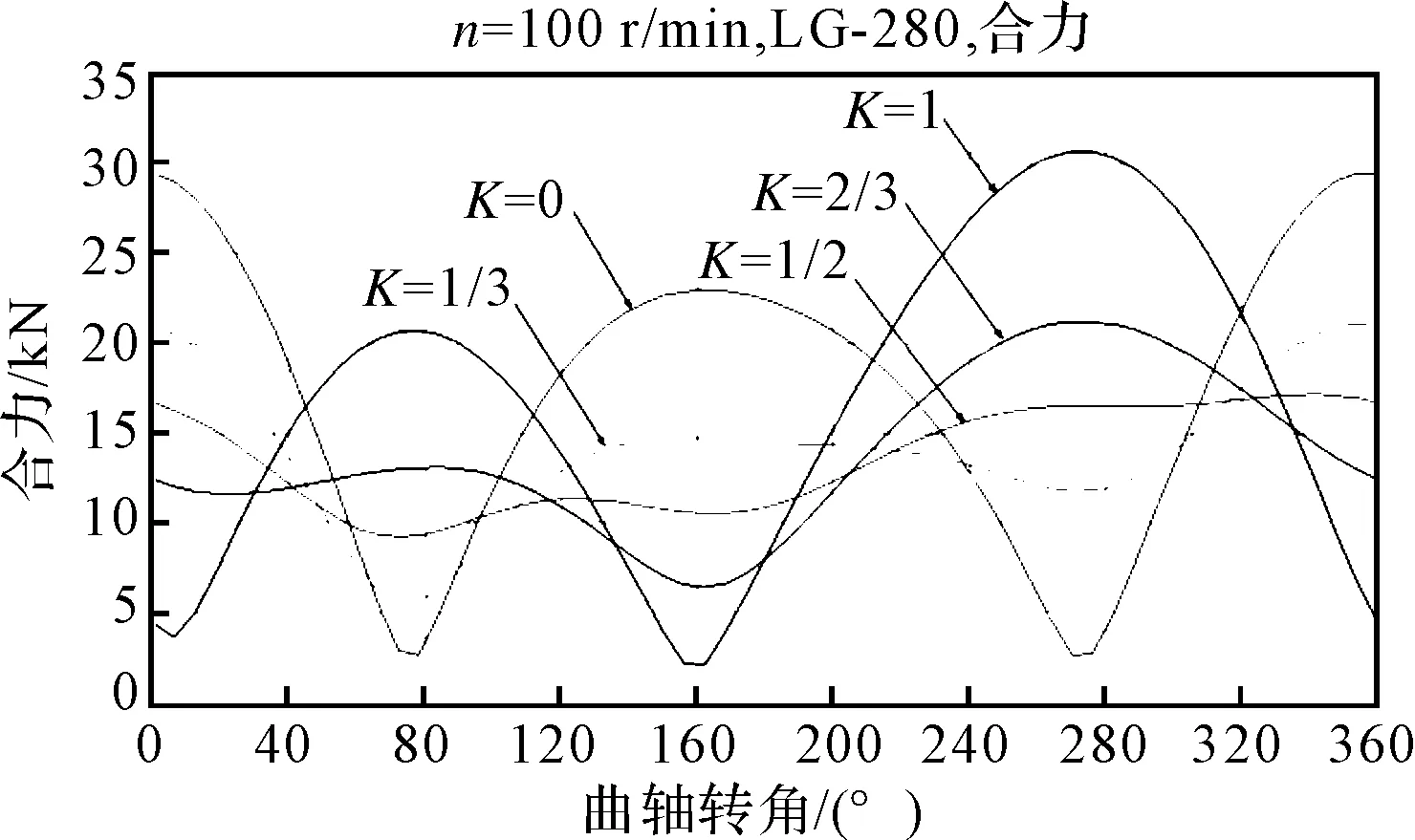
图18 n=100 r/min合力简图 Fig.18 The force diagram of n=100 r/min
由图17、图18可知,随转速加大,合力峰值加大,在转速n=100 r/min时,K=1/2时的波动幅度最小,但LG-280工作转速在n=50 r/min 以下,K=1/3时的波动幅度最小,因此建议K=1/3。
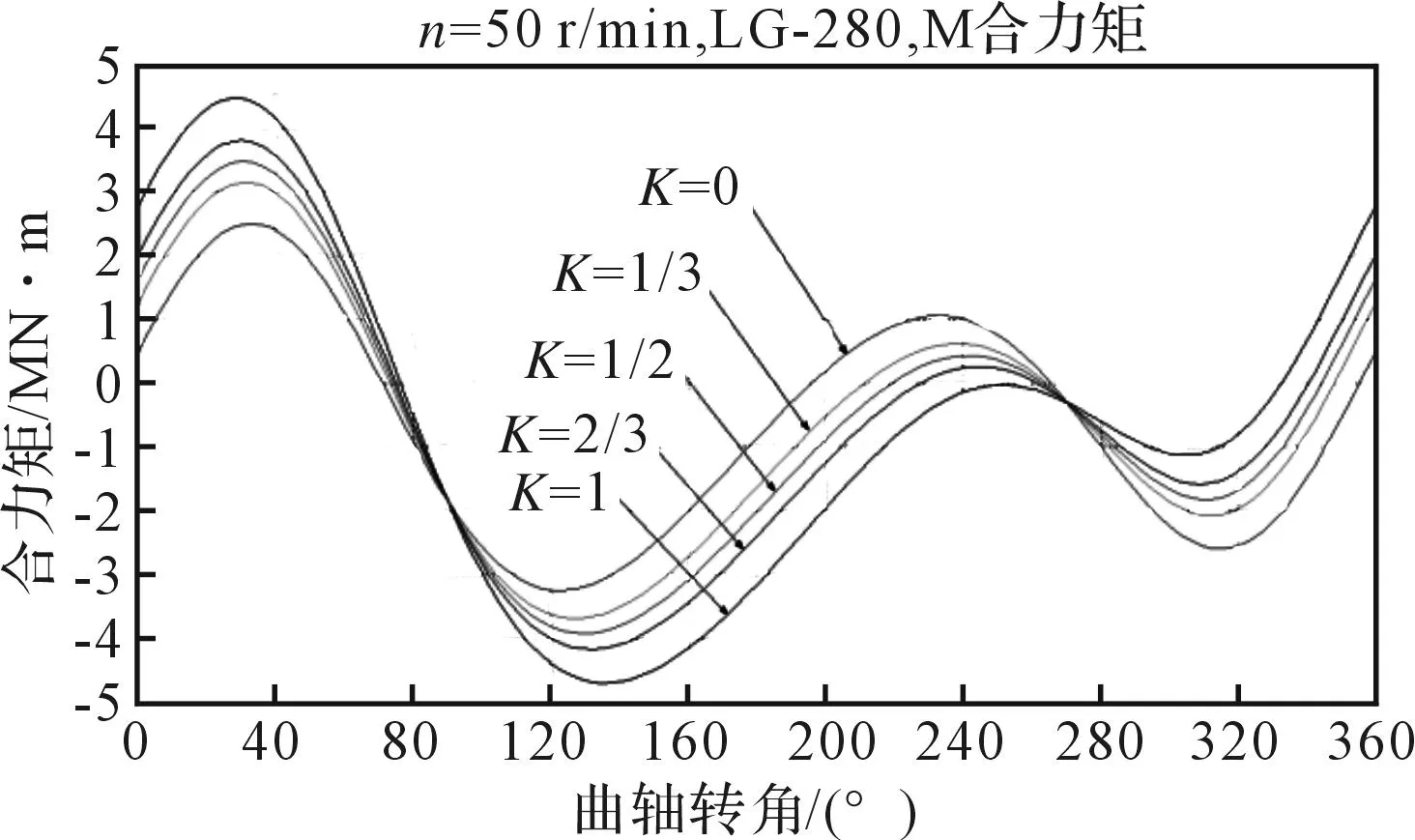
图19 n=50 r/min 合力矩简图 Fig.19 The torque diagram of n=50 r/min
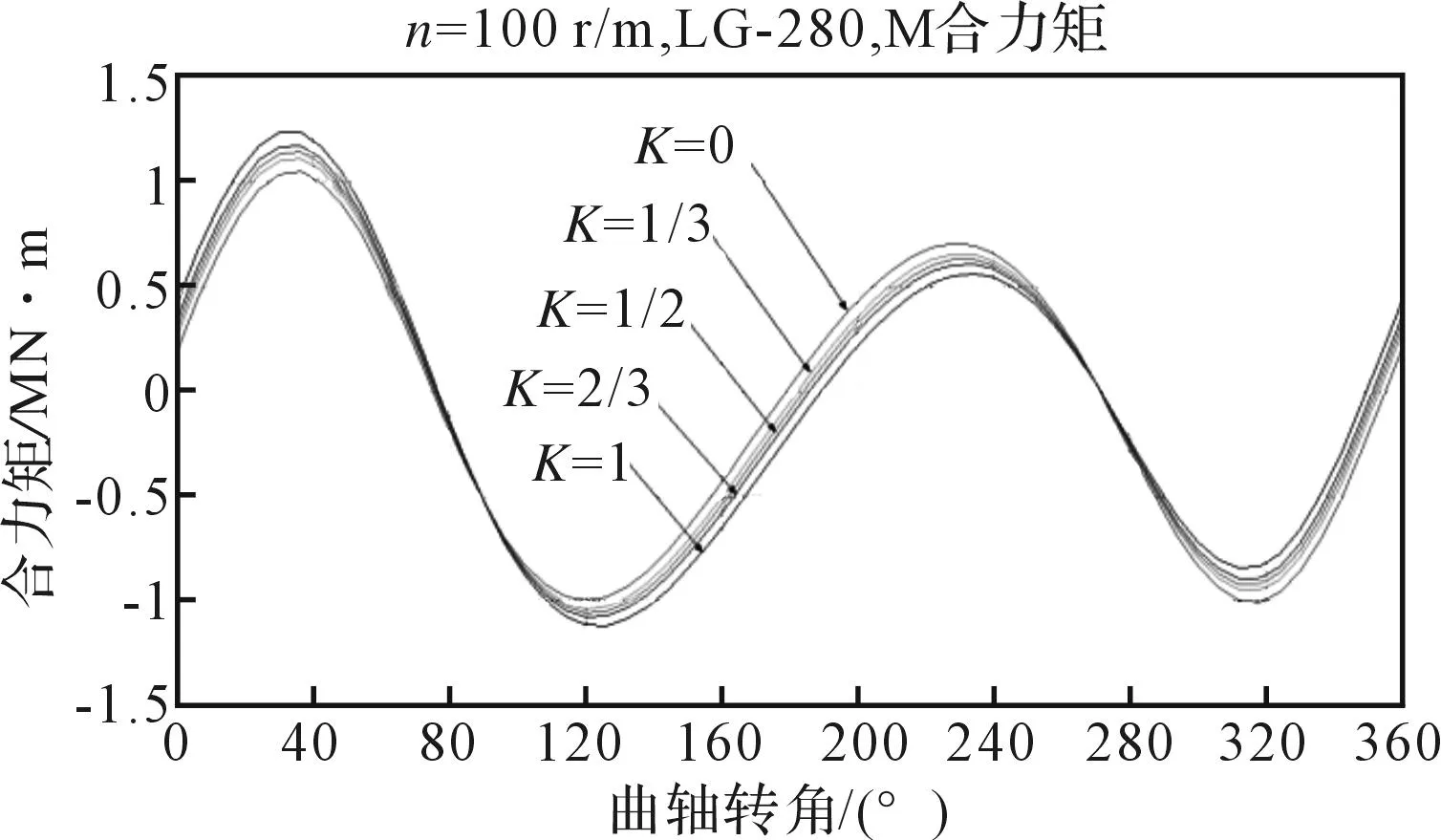
图20 n=100 r/min 合力矩简图 Fig.20 The torque diagram of n=100 r/min
由图19、图20可知,随转速加大,平衡配重对转矩影响减小,为降低波动幅度将加飞轮。
(3)对LG-15,LG-280冷轧管机数据分析,LG-15小型冷轧管机,通常在高速情况下使用,转速n=150 r/min以上,当K=1/2时,合力峰值降低显著,因此K=1/2,在转速n=200 r/min时,水平方向峰值降低一半,垂直向上的力最大不到40 kN,而曲轴传动部分重量已达130 kN,设备不至上,下跳动,即设备自重已满足,只需做好防滑的基础即可。LG-280大型冷轧管机,通常在低速情况下使用,转速n=50r/min以下,当K=1/3时,合力峰值降低幅度最小,建议取K=1/3。
在不同的曲轴转速下,通过选择合理的配重质量,x、y方向力的峰值明显降低,对合力矩的峰值波动影响不大。即此种平衡方式只平衡惯性力,对力矩无明显影响,需通过加飞轮提高运行的稳定性。
4结束语
通过对大、小型冷轧管机动平衡理论分析及计算,提出在不同转速情况下,合理选择K值的重要性,为合理的配重提供优化方案,更为今后的设计提供了保障。在满足使用条件的情况下,最简单的设计将是最优秀的设计,这种配重方案已在一些现场使用。例如,为常熟华新特殊钢有限公司,提供的LG-280冷轧管机,采用该计算方法不仅能满足设备的使用,还降低设备造价及设备基础建设费用。简化了设计方案,为今后的设计开辟一条新路。
参考文献:
[1]盛祥耀,李欧,居余马. 高等数学[M].北京:高等教育出版社,1986.
[2]刘国良.Solidworks 2006完全自学手册[M].北京:北京希望电子出版社,2006.
[3]杨义勇.金德闻.机械系统动力学[M].北京:清华大学出版社,2009.
[4]尚涛. MATLAB 基础及其应用教程[M].北京:电子工业出版社,2014.
[5]王海文. 轧钢机械设计[M].北京:机械工业出版社,1983.
[6]李连诗.钢管塑性变形理论[M].北京:冶金工业出版社,2089.
[7]黄锡恺.机械原理[M].北京:高等教育出版社,1956.
[8]李长穆,李向杰译冷轧钢管[M].北京:中国工业出版社,1956.
[9]成大先主编.机械设计手册[M].北京:化学工业出版社,2008.
[10]哈尔滨工业大学理论力学教研室编, 理论力学[M].北京:高等教育出版社,2002.
