杉木集成薄木漂白工艺研究
2015-12-30 06:28:55牛帅红王书强沈道海庄仁爱章卫钢李延军
浙江林业科技 2015年3期
牛帅红,王书强,沈道海,庄仁爱,章卫钢,,李延军,*
(1. 浙江农林大学工程学院,浙江 临安 311300;2. 浙江省木材科学与技术重点实验室,浙江 临安 311300)
杉木集成薄木漂白工艺研究
牛帅红1,王书强1,沈道海2,庄仁爱1,章卫钢1,2,李延军1,2*
(1. 浙江农林大学工程学院,浙江 临安 311300;2. 浙江省木材科学与技术重点实验室,浙江 临安 311300)
采用双氧水作为主漂剂漂白杉木(Cunninghamia lanceolata)集成薄木,以漂白温度、漂白时间和双氧水质量分数为试验因素进行正交试验,对漂白后薄木的白度值和色差进行检测和分析。在综合考虑漂白效果和生产成本后,得出较佳的杉木集成薄木漂白工艺参数为:漂白温度50℃,H2O2质量分数4%,漂白时间30 min。
杉木;薄木;漂白工艺
近年来,我国人工林面积已跃居全球第一[1],其中,杉木(Cunninghamia lanceolata)是我国南方种植面积较广的速生材,目前杉木林面积已有911万hm2,2/5已进入采伐期[2];但由于人工林生长快导致自身材质缺陷较多,严重影响了其开发利用,所以如何高效利用人工速生林已迫在眉睫。随着我国装饰装修行业的兴起,市场已经出现了由指接而成的杉木集成薄木装饰材料,凭借着浓厚的香气和美丽的纹理,杉木集成薄木在市场中深受人们的喜爱。
但杉木由于心边材区别明显,颜色存在明显差异[3],所以由杉木木方刨切而成的薄木色差较明显。为了开发杉木高附加值产品,本研究将对杉木集成薄木进行漂白处理以消除色差。目前市场上漂白剂主要有两种:氧化型和还原型,其中最常用的漂白剂为氧化型的H2O2[4]。
本文将采用双氧水为主漂剂漂白杉木集成薄木,综合分析各试验因素后得出适合杉木集成薄木的漂白工艺。
1 试验材料与方法
1.1 试验材料
试验材料:杉木集成薄木,由浙江升华云峰新材有限公司提供,规格为150 mm×200 mm×0.2 mm(长× 宽×厚),含水率为8%。
漂白药剂:H2O2(30%),Na2SiO3,去离子水。
1.2 试验方法
1.2.1 试验流程
试验流程如下:
杉木集成薄木→白度、色差检验→浸入漂白药液中→加热漂白→清洗→干燥→白度、色差检验。
1.2.1 试验方案 试验在浴比1:20(体积比)和硅酸钠质量分数为0.7%下进行,研究漂白温度、时间和双氧水质量分数对漂白效果的影响。试验采用正交法进行,试验因素及水平见表1。
1.2.2 白度与色差检验 采用北京市兴光测色仪器公司生产的 DP-3型全自动测色色差仪检测白度及色差,该设备依据国际照明委员会 CIE(1976)L*a*b*均匀色空间方法进行材色测量。试验检测每个薄木深色部分的L*、a*、b*、Y、x、y值和浅色部位的L*、a*、b*值,每个颜色部分测量3个不同的位置,然后按公式(1)、(2)计算深色部位的白度值及深色与浅色二者之间的色差。
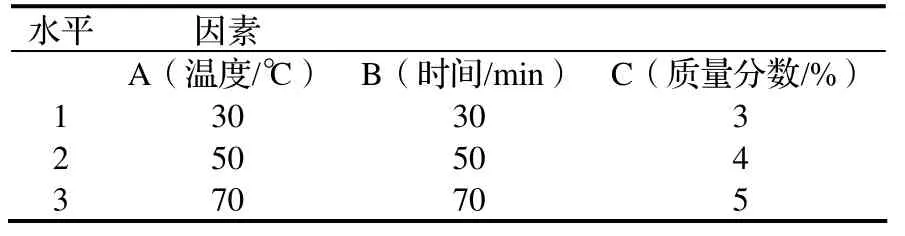
表1 试验因素及水平Table 1 Factors and levels

式中:W为白度值,Y为绿刺激值,x为红坐标,y为绿坐标。

式中:ΔE*为色差,ΔL*为明度;Δa*为红绿轴色度指数;Δb*为黄蓝轴色度指数。
2 结果与分析
杉木集成薄木部分漂白效果见图1,正交试验结果见表2,极差分析见表3。

图1 漂白效果Figure 1 Effect of bleaching
2.1 漂白温度的影响
从表2和表3中可得出,温度对杉木集成薄木漂白效果影响最为显著。随温度的升高,薄木的白度增加、色差减小。双氧水在溶液中发生电离产生过氧化氢阴离子,然后阴离子破坏薄木中的发色基和助色基以达到漂白的效果[5]。所以温度升高有利于双氧水的分解,从而产生更多的阴离子漂白薄木[6]。
2.2 漂白时间的影响
从表2和表3可见,漂白时间对杉木集成薄木的白度影响不明显,而色差随时间的增加逐渐减小,但在温度为70℃时,漂白时间的增加色差反而会增大。实际生产中,时间的延长意味着成本的增加,所以在控制好白度和色差的基础上,缩短漂白时间可以提高生产效率。
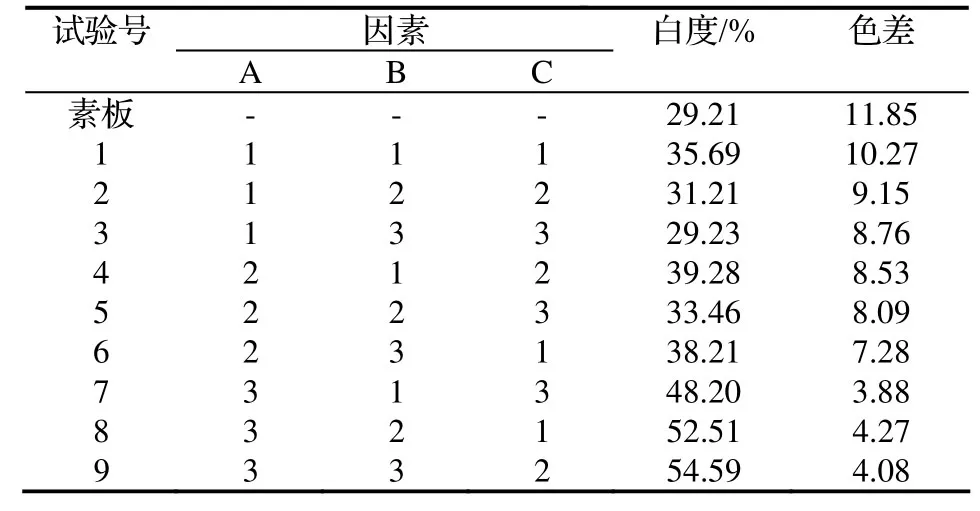
表2 试验结果Table 2 Result of experiments
2.3 H2O2质量分数的影响
从表2和表3中可见,H2O2质量分数对杉木集成薄木的白度影响显著,对色差影响不明显。在漂白温度为50℃、70℃时,白度随H2O2质量分数先增加后降低,说明质量分数过高可能氧化木材导致白度降低;并且H2O2质量分数过高会造成无效分解,提高生产成本,所以较合适的H2O2质量分数为4%。
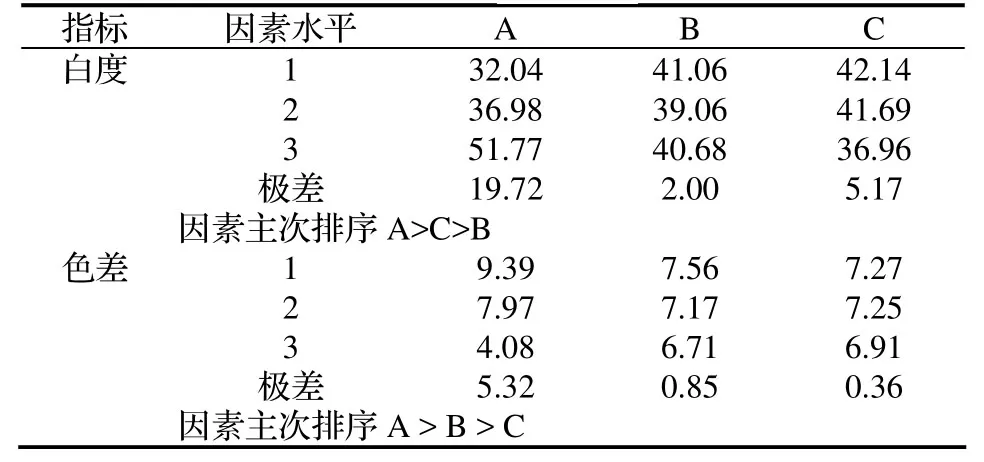
表3 极差分析Table 3 Range analysis
3 结论
(1)在漂白试验中,漂白温度是影响试材白度的主要因素,其次为H2O2质量分数和漂白时间;影响色差的因素主次顺序为:漂白温度、漂白时间、H2O2质量分数。
(2)杉木集成薄木的白度值随漂白温度增加逐渐增大,色差值逐渐减小,但是在漂白温度 70℃时,薄木已趋于白色,脱离了杉木原色,失去了杉木集成薄木的美观性。经综合考虑漂白效果和生产成本后,较佳的杉木集成薄木漂白工艺参数为:漂白温度50℃,H2O2质量分数4%,漂白时间30 min。
[1] 赵喜龙. 人工林杨木、杉木木材胶合工艺和性能研究[D]. 呼和浩特:内蒙古农业大学,2004.
[2] 彭万喜,刘其梅,李凯夫,等. 我国乡土速生材的利用现状及发展途径[J]. 人造板通讯,2005(1):27-30.
[3] 庄雪影,孙景. 中国南方商品木材材色图鉴[M]. 北京:中国林业出版社,2004.
[4] 马跃明,袁晓庚,吴芸. 木材漂白药剂的选择及应用[J]. 林业科技,2001,26(1):50-52.
[5] 刘永丹,胡炬亮,肖良宇. 单板漂白技术探讨[J]. 木材工业,1994,8(3):39-41.
[6] 段新芳. 木材颜色调控技术[M]. 北京:中国建材工业出版社,2004.
Technology for Bleaching of Sliced Laminated Veneer from Chinese Fir
NIU Shuai-hong1,WANG Shu-qiang1,SHEN Dao-hai2,ZHUANG Ren-ai1,ZHANG Wei-gang1,2,LI Yan-jun1,2
(1. School of Engineering, Zhejiang A & F University, Lin’an 311300, China; 2. Key Laboratory of Wood Science and Technology, Lin’an 311300, China)
Orthogonal experiments were conducted on bleaching technology for sliced laminated veneer from Chinese fir with factors of bleaching temperature, duration and mass fraction of hydrogen peroxide. Determination and analysis was made on whiteness and chromatic aberration of bleached veneers. The result showed that technological parameters were 4% of H2O2, temperature of 50℃ for 30 minutes, after considering of bleaching effect and production cost.
Chinese fir; sliced laminated veneer; bleaching technology
S781.82
B
1001-3776(2015)03-0068-03
2014-12-05;
2015-03-11
浙江省林业厅项目(2012SY01,2013SY01);浙江省科技厅项目(2013C14006)
牛帅红(1991-),男,河北邯郸人,硕士生,从事木材科学研究;*通讯作者。
猜你喜欢
泉州师范学院学报(2023年5期)2023-11-22 02:54:34
粮油食品科技(2022年5期)2022-09-27 06:09:02
纺织高校基础科学学报(2021年2期)2021-07-13 01:58:42
上海涂料(2019年3期)2019-06-19 11:52:22
摄影之友(影像视觉)(2017年1期)2017-07-18 11:12:16
纺织检测与标准(2016年3期)2016-08-16 06:46:19
中国资源综合利用(2016年6期)2016-01-22 07:28:53
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10 08:41:35
现代面粉工业(2015年2期)2015-02-23 03:37:03
石油化工应用(2014年3期)2014-03-11 17:39:09