一种新型埋弧堆焊用药芯焊丝的研制
2015-12-28 02:30:08董辉
化工机械 2015年1期
董 辉
(酒钢集团兰州长虹焊接材料有限责任公司)
一种新型埋弧堆焊用药芯焊丝的研制
董 辉*
(酒钢集团兰州长虹焊接材料有限责任公司)
根据钢厂连铸拉矫辊及扇形段辊等连铸设备的技术要求、工作条件和磨损状况,开发了一种金属粉芯的埋弧堆焊药芯焊丝,并对其性能和焊缝金相组织进行了分析。
埋弧堆焊 药芯焊丝 熔敷金属 金相组织
连铸拉矫辊及扇形段辊等连铸设备是钢厂生产中的重要设备,若磨损后直接报废将造成很大的浪费,导致生产成本增加。为了充分利用资源,避免浪费,普遍采用埋弧堆焊技术进行修复,目前主要采用的2Cr13实芯焊丝达不到耐磨要求。连铸设备的修复问题长期以来一直在探索研究之中,随着堆焊层硬度的提高,抗裂性急剧下降。为此,笔者研制了一种新型金属粉芯高耐磨堆焊药芯焊丝,其堆焊层具有良好的抗裂性和高硬度高耐磨性能。
1 埋弧堆焊药芯焊丝的开发
1.1药芯成分设计
根据连铸拉矫辊和扇形段辊的工况条件,为保证堆焊后的金属具有良好的耐磨损、耐疲劳性能,满足实际使用和堆焊层的硬度要求(HRC35~45),采用Cr-Mo-X合金系统,一定的Cr含量提高耐氧化性和抗腐蚀性能,它的主要作用是提高工作层面的硬度和抗高温腐蚀性。在堆焊焊材中,常用碳来调节材料的硬度:当碳含量低时,常温和高温硬度低,耐磨性差,但焊接性和耐热疲劳性好;而碳含量高时,硬度高,耐磨性好,但耐热疲劳性却急剧下降,容易产生裂纹。故碳含量应设计在一个合理的范围。当C与Cr、Mo等合金形成细小、弥散分布的碳化物,从而使得堆焊层硬度提高。Mo-X提高合金的耐磨性、耐疲劳性能,并且具有一定的硬度。特别是X材料具有细化晶粒、减少应力集中和降低裂纹敏感性作用。
对耐磨焊材来说,堆焊金属要求硬度高耐磨性好,当前堆焊材料研究发展的趋势是采用多种元素合金化,也就是“多元少量”的形式。这种形式有利于晶粒细化,防止堆焊和后热处理过程中晶粒长大。硬质相也以多种为好,既要有碳化物也要有其他化合物及金属间化合物等,而且尽量以化合物形式加入为宜。此外,不同的化合物的硬度与韧性是不同的,例如碳化钒的韧性比碳化钨等许多碳化物韧性要好,为了把堆焊金属的硬度与韧性都提上去,化合物的种类和量要作统一的考虑,提高焊材的综合性能。
根据合金系统的主要元素和与SJ101或HJ431焊剂配套焊接后的堆焊金属合金成分应符合表1要求。

表1 熔敷金属化学成分要求 wt%
1.2药芯焊丝的制备
堆焊药芯焊丝是用低碳钢带材制造,其化学成分见表2,经精剪制成16mm×0.5mm的钢带,经多辊连轧机轧成U形,将预配好的合金粉末(如具有一定的合金成分、粒度分布、一定的比重及流动性等)填充进去,再连续轧制封闭开口形成有缝药芯焊丝,这种药芯焊丝的接缝是靠机械咬合的,咬合的形式多种多样,典型的有对接和搭接,其断面基本都呈O形,适宜用来做填充率较高的药芯焊丝。堆焊药芯焊丝试验配方见表3,其直径一般在1.2~4.8mm之间,根据堆焊工件的尺寸、焊机功率大小及堆焊层的要求等选择药芯焊丝的直径,在堆焊过程中管皮和芯部装填的铁合金或金属粉末,将合金化为堆焊合金层,这种合金化(或称渗合金)的方式,过渡系数高,堆焊层成分均匀,堆焊合金成分范围大,是其他任何堆焊渗合金方法不可比拟的。

表2 钢带化学成分 wt%

表3 药芯焊丝试验配方 wt%
2 研制结果及分析
2.1熔敷金属硬度
用所制备的药芯焊丝(直径4.0mm),配套焊剂为SJ101烧结焊剂,电焊机为MZ-1250,焊接工艺参数为:焊接电流400~450 A,焊接电压30~32V,焊接速度30~50 cm/min,干伸长32 mm,在300mm×100mm×18mm的Q235钢板上堆焊5层,层间温度控制在80~100℃。焊后缓冷,用砂轮将试样表面打平,每个试样用HRC-150洛氏硬度计测定10个点,其中测定点之间的距离或任一测定点距试样边缘的距离不小于3mm。测得的平均洛氏硬度为HRC38.8,数据分散性小,表明药芯中耐磨成分分布均匀,达到了设计要求,能满足表面耐磨和硬度要求。
2.2熔敷金属化学成分
对上述测试硬度的试样进行化学成分分析,结果(该焊丝与SJ101焊剂配套焊接)见表4。

表4 熔敷金属化学成分 wt%
2.3堆焊金属的抗裂性
用该药芯焊丝在300mm× 300mm×30mm的普通低碳钢板上,不预热堆焊,堆焊金属经抛光后经检查无裂纹,如图1所示。

图1抗裂性试验 ×5
2.4熔敷金属金相组织
把焊缝金属试样磨制成金相试样,然后用王水对试样进行腐蚀。将腐蚀好的试样表面用酒精清洗干净并吹干,使用MPF3金相显微镜对焊缝试样组织形态进行观察(图2)。可以看出堆焊层组织为索氏体,既保证了较高的硬度又具有较好的韧性,可防止堆焊层从母材表面剥离。
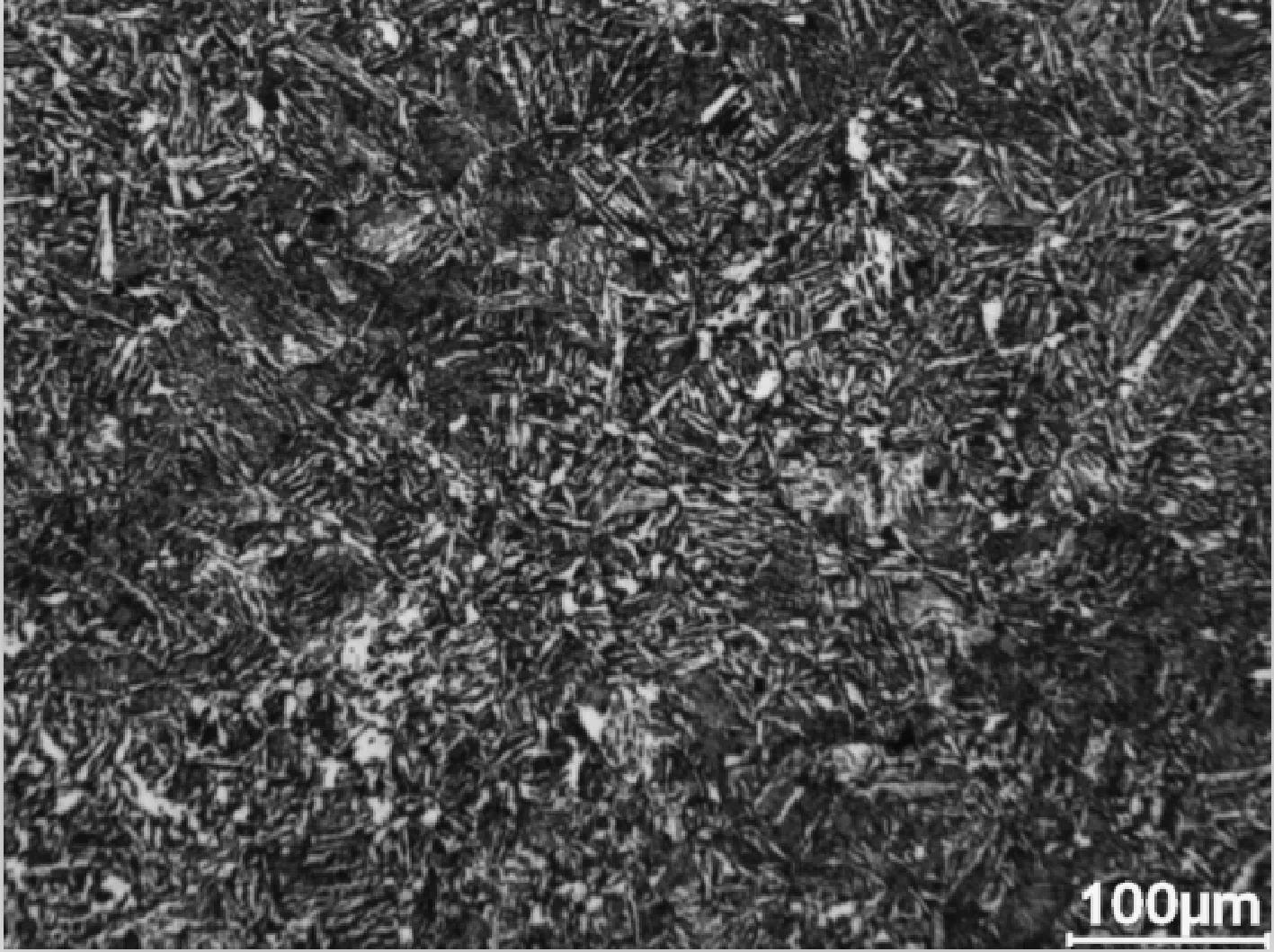
图2 焊缝金相组织 ×200
3 应用实例
所研制的药芯焊在酒钢连铸设备φ300mm的拉矫辊(材料15CrMo)的磨损层进行堆焊应用,焊接前工件预热150~200℃,堆焊层高度约6~7mm,堆焊层硬度为HRC38~42,无裂纹和剥离,使用情况良好,已批量供货。
4 结束语
研制出一种具有良好焊接工艺性能的铬钼合金系埋弧堆焊用药芯焊丝,该焊丝堆焊层平均硬度可达HRC38.8,硬度均匀优良,堆焊层组织为索氏体,既有较高的硬度又具有较好的韧性,耐磨性和脱渣性良好,可以用于连铸拉矫辊及轧辊等相关耐磨设备的修复。
DevelopmentofFlux-coredWireforSubmergedArcWelding
DONG Hui
(JiuquanIron&SteelGroupLaznhouChanghongWeldingMaterialCo.,Ltd.,Lanzhou730000,China)
According to the technical requirements, operating conditions and wear condition of the continuous casting equipment like pulling-straightening rollers in iron & steel plants, a new flux-cored wire for submerged-arc welding was developed and its performance and metallurgical structure were analyzed.
submerged-arc welding, flux-cored welding wire, deposited metal, metallographic structure
*董 辉,男,1965年3月生,高级工程师。甘肃省兰州市,730000。
TQ050.4
A
0254-6094(2015)01-0051-03
2014-05-26,
2014-07-10)
猜你喜欢
山东冶金(2019年3期)2019-07-10 00:54:06
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:16
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
燕山大学学报(2014年3期)2014-03-11 15:28:31