2.25Cr-1Mo-0.25V钢焊接材料的再热裂纹敏感性试验方法探讨
2015-12-28 09:16卜华全陈学东罗雪梅任明皓合肥通用机械研究院安徽合肥230031
压力容器 2015年10期
卜华全,陈学东,罗雪梅,任明皓(合肥通用机械研究院,安徽合肥 230031)
2.25Cr-1Mo-0.25V钢焊接材料的再热裂纹敏感性试验方法探讨
卜华全,陈学东,罗雪梅,任明皓
(合肥通用机械研究院,安徽合肥 230031)
摘 要:在再热裂纹Gleeble试验的基础上,提出一种采用高温拉伸试验机对2.25Cr-1Mo-0.25V钢焊接材料进行再热裂纹敏感性测试的方法。采用该方法测得的断面收缩率(ROA值)大于Gleeble的试验结果。用其他低合金钢板作为试板时,若坡口面未堆焊2.25Cr-1Mo-0.25V过渡层,则依据该方法制作的试样杂质元素含量相对较高,试验得到的ROA值较低。
关键词:Gleeble试验;再热裂纹;钒改进钢
0 引言
2.25Cr-1Mo-0.25V钢是超大型压力容器轻量化的关键材料,也是煤加氢液化装置的重要原材料,在国民经济中起着十分重要的作用。但由于在2007年左右发现的再热裂纹问题,引发人们对该钢应用的担忧,各国研究人员试图利用各种手段,找到其产生再热裂纹的原因和避免再热裂纹的措施,目前一致的看法是焊接材料中的杂质元素是产生再热裂纹的必要条件,所以主要的手段是控制焊接材料中Pb,Bi,Sn等的含量,通过Gleeble试验,筛选不产生再热裂纹的焊接材料[1-3]。然而经过多年的研究发现,采用Gleeble试验机进行高温缓慢拉伸试验时存在一些问题,导致试验结果存在偏差;另外,由于热模拟试验机数量较少,而且种类、规格不同,试验程序难以统一,导致试验数据分散,评价焊接材料的再热裂纹敏感性的判据难以统一[4-6]。为此,本文在Gleeble试验的基础上,尝试在高温拉伸试验机上进行高温缓慢拉伸试验,用其试验结果来评价2.25Cr-1Mo-0.25V钢焊接材料再热裂纹敏感性。
1 试验用焊接材料
本次试验所用的焊条为日本神钢生产,牌号为CM-A106HD,直径3.2 mm和4.0 mm;按JIS Z3211 E7816-N5M4 L标准供货。试验用焊条熔敷金属的化学成分和力学性能见表1,2。

表1 试验用焊条熔敷金属的化学成分 %

表2 试验用焊条熔敷金属的力学性能
本次试验采用的焊丝牌号为US-521H,规格为φ4.0 mm,批号为G302003,其化学成分见表3。配套使用的焊剂牌号为PF-500,批号为3HGN510,符合JIS Z3352 SACG1要求。

表3 试验用焊丝的化学成分 %
2 试验程序
目前发现的2.25Cr-1Mo-0.25V钢再热裂纹主要是在焊缝金属上,所以研究的对象主要集中在2.25Cr-1Mo-0.25V钢焊缝金属上[7-8]。本次试验分别采用Gleeble试验机和高温拉伸试验机对2.25Cr-1Mo-0.25V钢焊缝金属进行高温缓慢拉伸试验,考察2.25Cr-1Mo-0.25V钢焊缝金属在焊后热处理温度下的变形行为,通过不同温度下的断面收缩率来评价焊接材料的再热裂纹敏感性。
2.1 试板制作
为测试焊接材料的再热裂纹敏感性,本次试验共制作了2种试板,分别为带过渡层的试板和不带过渡层的试板。试板材料为Q345R,尺寸为30 mm×200 mm×500 mm,两块对接,坡口型式如图1所示。
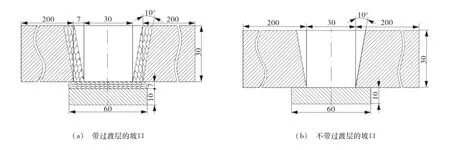
图1 焊材筛选试验用试板的坡口型式和尺寸

图2 焊材筛选试板取样位置
试板均采用交流埋弧自动焊,焊接工艺如下:预热温度为200℃,层间温度200~230℃,焊接电流540~560 A,电弧电压32~34 V,焊接速度50 mm/min,焊后进行350℃×4 h的消氢处理。带过渡层的试板焊前用CM-A106HD焊条在坡口表面堆焊了3层过渡层。试板焊接完成后立即进行350℃×4 h的消氢处理,然后自然冷却到室温。试样按图2进行截取,全部为熔敷金属试样,每截面取2个试样。
2.2 在热模拟试验机上进行的再热裂纹试验程序
Gleeble高温缓慢拉伸试样按图3制作,试样从焊接试板上截取,测试部位全部为焊缝金属。Gleeble试验程序如下:
(1)3 min内将试件加热到试验温度,在此过程中保持载荷为0;
(2)在试验温度下保温30 min,在此过程中保持载荷为0;
(3)在试验温度下以非常低的应变速度(5× 10-4/s)进行拉伸试验;
(4)待试样拉断后冷却到室温,测量断面收缩率(ROA)。

图3 热模拟试样
试验过程曲线见图4。

图4 Gleeble试验程序
2.3 在高温拉伸试验机上进行的焊接材料再热裂纹试验程序
在高温拉伸试验机上试验的试样见图5。在焊接试板上沿焊缝方向上截取,全部为熔敷金属。
制作好的试样在高温拉伸试验机上进行试验,在试样标距中心及两端按图6设置3个测温热电偶,试验程序如下:
(1)在40 min内快速升温至试验温度,在此阶段保持试样上的载荷为500 N;
(2)保温10 min,在保温阶段确保3个热电偶的测量温度均保持在试验温度±2℃范围内,即保证标距范围内的温度均匀性,此阶段保持试样上的载荷为500 N;
(3)控制试验机以0.8 mm/min的拉伸速度均匀拉伸试样,对应的应变速度约为5×10-4/s,同时记录载荷和变形、位移等参数,直至试样断裂;
(4)待试样冷却到室温后,测量断裂后试样的最小截面积,计算断面收缩率。

图5 焊材再热裂纹筛选试验用高温拉伸试样

图6 测温热电偶位置
实际加载过程曲线如图7所示。

图7 典型高温缓慢拉伸试验过程(试样A)
2.4 化学成分分析
对试板截面的中心位置进行化学成分分析,分析位置见图8。

图8 试板化学成分分析位置
3 试验结果和讨论
3.1 在热模拟试验机上进行的Gleeble试验结果
早期的Gleeble试验是由Vickier试验发展而来,2008年欧洲发现2.25Cr-1Mo-0.25V钢再热裂纹后,Industeel公司用该试验方法来评价钒改进钢的再热裂纹敏感性,API 934A—2010附录A提出依据Gleeble试验结果,确定反应器产品上的埋弧焊缝的风险等级(高风险和低风险焊缝)。本次试验采用Gleeble试验方法,得到2.25Cr-1Mo-0.25V钢焊接材料再热裂纹敏感性试验结果如图9所示。

图9 2.25Cr-1Mo-0.25V钢焊缝金属Gleeble试验结果
按Industeel公司提出的判据[7],Gleeble试验不产生再热裂纹的临界ROA值为20%。从图9可以看出,各试验温度下测出的断面收缩率的数值均大于20%,可见所用的焊接材料具有较小再热裂纹敏感性。根据图9,其再热裂纹敏感温度约为675℃。与BWI在早期的试验结果[6]对比可以看出,目前所用的焊接材料在各种试验温度下的ROA值均比早期的试验结果高,说明目前所用的焊接材料成分控制更加严格,杂质元素含量更低,再热裂纹敏感性更低。
虽然Gleeble试验具有用料较少、试验周期短、试验参数可精确控制等优点,但由于存在如下缺点,导致其试验受到限制。
(1)对于采用电阻加热的热模拟机,试样上的均温区一般只有6 mm左右,所以在拉伸试验过程中很难保证在标距范围内维持稳定的应变速率;且随试样的拉伸,标距段直径减小,长度增加,其温度均匀性更差;
(2)试样最终断裂瞬间容易产生电弧,导致断口局部熔化,影响对断面收缩率的测量。
另外,由于热模拟试验机主要用于研究,只有少数研究机构拥有该设备,故采用Gleeble试验确定焊材的再热裂纹敏感性的应用范围受限,同时由于没有标准的试验方法,利用此方法来判定材料的再热裂纹敏感性的门槛值难以统一,为此需要探索一种采用普通高温拉伸试验机进行的再热裂纹敏感性试验方法[5]。
3.2 在高温拉伸试验机上进行的再热裂纹筛选试验结果
2012年API发布了934A附录B[5],指出Gleeble试验存在的诸多问题,提出了针对V改进Cr-Mo钢焊接材料的再热裂纹筛选试验的新方法,要求试验在高温拉伸试验机上进行,确保试样的测试部分在高温拉伸过程中保持温度均匀,至少需要设置3个测温点,3个点的温度偏差不大于±3℃。这种试验方法避免了热模拟试验机的诸多缺点,该试验是在合肥通用机械研究院、由RDL50型蠕变试验机改装的插销再热裂纹试验机上进行的,也可以采用普通高温拉伸试验机进行该试验。试验结果见图10。
由图10可以看出,试验焊材在各试验温度下的断面收缩率均大于32%,按API 934A附录B[5]的判据,可以认为其具有较低的再热裂纹敏感性。另外需要指出,API 934A附录B只要求进行650℃的试验,从图10可以看出,本次试验的焊材的ROA值在665℃下最低,为此,焊接材料再热裂纹筛选试验的试验温度应提高到665℃较为合理。

图10 日本神钢焊材试板再热裂纹筛选试验结果
从图10可以看出,采用再热裂纹试验机进行的缓慢拉伸试验测得的断面收缩率比Gleeble试验的结果略高,可能是如下原因:首先,Gleeble试验时加热均温范围较小,Gleeble试验机是在试样上施加电流、利用其产生的电阻热进行加热的,温度稳定性较差,这种温度的波动会在拉伸过程中形成疲劳应力,加快试样的断裂;其次,随试验的进行,均温区逐渐扩大,导致应变速度相对减小,而根据前期的试验结果,应变速度的减小会导致断面收缩率的下降[7]。而在高温拉伸试验机上进行的试验则不存在上述两个问题,故所得到的断面收缩率相对较高。
3.3 试板坡口面堆焊过渡层的作用
API 934A附录B所提出的试验方法中,其试板可以采用碳钢、2.25Cr-1Mo或2.25Cr-1Mo -0.25V钢或碳钢试板在坡口面堆焊2.25Cr-1Mo或2.25Cr-1Mo-0.25V焊缝金属。采用碳钢试板而不堆焊过渡层无疑更加方便,但对试验结果会产生影响。为检测堆焊过渡层对试验结果的影响,制作了两种试板进行对比试验,分别为在坡口表面堆焊过渡层和未进行堆焊的,其他试验程序和参数不变。试验结果见图11。可以看出,试板未堆焊过渡层时ROA值明显降低。

图11 日本神钢焊材有无过渡层试验结果对比
对未堆焊过渡层的试板的中心部位进行化学成分分析,结果见表4,可见试板中心部位杂质元素含量与堆焊过渡层的试板相当,在取样部位外侧杂质元素含量有所增加,X系数从7.6增加到8.5,这与高温缓慢拉伸的试验结果ROA值变化相吻合。与早期BWI的试验结果[8]对比可以发现,本次试验所用的焊丝/焊剂组合具有较低的杂质元素含量,X系数明显低于早期的焊接材料,ROA值也有显著的提高(见图9)。
我国焊接材料标准[11]中要求试验用母材应与测试焊材的熔敷金属力学性能一致,否则应在坡口面至少堆焊两层隔离层。尽管本次试验所用的坡口间隙达30 mm,也是在焊缝中心部位取的试样,但如不采用隔离层,虽然计算的X系数增加并不十分明显,但试验得到的ROA值下降较多,试验结果不能真实反映焊材的再热裂纹敏感性,与工程检测结果比较[12],数据偏保守。

表4 各试板熔敷金属化学成分分析 %
4 结论
(1)对试验用埋弧焊丝和焊剂组合进行Gleeble再热裂纹试验,各试验温度下测出的断面收缩率(ROA)的数值均大于20%,可见试验用的焊接材料具有较小再热裂纹敏感性,其再热裂纹敏感温度约为675℃。
(2)按2012年API发布的934A附录B提出的针对V改进Cr-Mo钢焊接材料的再热裂纹筛选试验,在再热裂纹试验机上进行的再热裂纹筛选试验,试验结果表明:焊材在各试验温度下的断面收缩率均大于32%,可以认为其具有较低的再热裂纹敏感性。
(3)采用再热裂纹试验机进行的缓慢拉伸试验得到的ROA值比Gleeble试验的略高。
(4)试板坡口表面未堆焊过渡层时,试样的杂质元素含量较高,试验测得的断面收缩率相对较低。
参考文献:
[1] 柳曾典,陈进,卜华全,等.2.25Cr-1Mo-0.25V钢加氢反应器开发与制造中的一些问题[J].压力容器,2011,28(5):33-40.
[2] 卜华全,罗雪梅.钒改进钢在压力容器中的应用及发展趋势[J].石油和化工设备,2012,15(1):5-8.
[3] 钱俊锋,陈学东,卜华全.2.25Cr-1Mo-0.25V钢焊材用Gleeble再热裂纹试验参数研究[J].压力容器,2015,32(4):11-15.
[4] API Technical Report Ballot 934B-01-07,Fabrica-tion Considerations for Vanadium-Modified Cr-Mo Steel Heavy Wall Pressure Vessels[S].
[5] API 934A Annex B,Fabrication Considerations for Weld Metal/Flux Screening Test for Reheat Cracking Susceptibility[S].
[6] Chauvy C,Pillot S.Prevention of weld metal reheat cracking during Cr-Mo-V heavy reactors fabrication,PVP2009-78144[C]//Proceedings of the ASME 2009 Pressure Vessels and Piping Division Conference.New York,ASME,2009:1-9.
[7] Pillot S,Chauvy C.Standard procedure to test 21/4Cr-1Mo-V SAW filler material reheat cracking suscepti-bility[C]//Proceedings of the ASME 2012 Pressure Vessels and Piping Conference.July 15-19,2012,Toronto,Ontario,CANADA.
[8] Chauvy C,Pillot S.Reheat cracking of weld metal,A542D overview,report of API 934 meeting[C]//New orleans,2009.
[9] 薛巍,李南,党兆凯.2.25Cr-1Mo-0.25V钢板热处理工艺试验[J],压力容器,2004,21(10):10-13.
[10] 梅丽华,魏刚.2.25Cr-1Mo-0.25V钢加氢反应器的研制[J].压力容器,2003,20(11):36-42.
[11] GB/T 25774.1—2010,焊接材料的检验第1部分:钢、镍及镍合金熔敷金属力学性能试样的制备及检验[S].
[12] 刘农基,聂颖新,陈崇刚,等.广西石化渣油加氢反应器轻量化设计制造[J].压力容器,2015,32(1):25-35.
修稿日期:2015-10-10
试 验 研 究
Test Procedure for Reheat Cracking Susceptibility of Welding Material Used to 2.25Cr-1Mo-0.25V Steels
BU Hua-quan,CHEN Xue-dong,LUO Xue-mei,REN Ming-hao
(Hefei General Machinery Research Institute,Hefei 230031,China)
Abstract:Based on Gleeble test procedure,an acceptable screening test for reheat cracking susceptibility of 2.25Cr-1Mo-0.25V weld metal and flux was developed.The test machine is a simplified tensile ma-chine.The ROA value measured by this procedure is higher then by Gleeble test.If the welded couple is made by other low alloy steels,the bevel area have buttered with 2.25Cr-1Mo-0.25V weld metal shall got higher ROA value then the one not buttered,and the content of impurities is higher then one not buttered.
Key words:Gleeble test;reheat cracking;V-modified steel
作者简介:卜华全(1963-),男,教授级高级工程师,主要从事压力容器焊接工艺的试验研究工作,
通信地址:230031安徽省合肥市长江西路888号合肥通用机械研究院,E-mail:phqgmri@163.com。
收稿日期:2015-07-01
基金项目:国家973计划课题(2015CB057603)
doi:10.3969/j.issn.1001-4837.2015.10.001
文章编号:1001-4837(2015)10-0001-07
文献标志码:A
中图分类号:TH142;TG406