基于三维激光切割技术的异型管切割夹具设计
2015-12-27 07:37刘仍平刘作厚刘海波
金属加工(热加工) 2015年10期
刘仍平 刘作厚 刘海波

1. 概述
三维激光切割在冷弯异型钢管的切割加工方面具有很多独特的优势,近年来,各大工程机械和农用机械驾驶室制造厂在样车的试制和开发过程中都在使用这项工艺。在异型钢管的三维激光切割工艺中,待切割工件准确和快速定位是提高异型管加工质量和切割效率的有力保证,切割夹具是工件定位的最终执行者,同时也是异型管定位问题研究的核心内容,因此,有必要对三维激光切割工艺中的工件定位问题,尤其是切割夹具的设计方法进行深入的研究。
2. 三维激光切割原理及切割系统
三维激光切割是用聚焦镜将激光束聚焦到材料表面,在极短的时间将材料加热,使材料熔化或汽化,同时用与激光束同轴的压缩气体吹走被熔化或汽化的材料,达到切割材料的目的,并使激光束与材料沿着一定的轨迹作相对运动,从而形成一定形状的切缝(见图1)。三维激光切割具有很多优点:①切缝窄(一般可达到0.1~0.3mm)。②工件热变形小。③工件无机械应力和表面损伤。④能切割脆性材料和极软、极硬的材料。⑤切口平行度好、表面质量好。⑥切割速度高(可达10m/min以上,并且无配件损耗。⑦柔性好,易于实现数控和计算机控制,不仅能切割二位板材,对于复杂的三维零件,只要厚度合适,都可以进行三维激光切割。
现代激光切割技术已经发展成完备的激光切割系统,除了功率大、模式好的激光器外还配有滚珠丝杠传动的高精度工作台,可由计算机控制多坐标联动实现各种复杂的空间图形切割。冷弯异型材料的三维加工系统主要包括激光器和激光加工机两部分,其中加工机主要由导光系统、切割嘴、控制系统、工件装夹系统、工件运动系统以及一些辅助的外围设备构成。

图1 激光切割机
我公司的激光切割机为日本日平富山(NTC)NTC TLM—610C20F三维五轴激光切割机切割系统,最大输出功率2kW,切割钢材厚度9mm, 切割速度X、Y、Z轴30~30 000mm/min,根据切割条件调整,最大切割工件尺寸为3 100mm×1 900mm ×800mm。此机型可以切割不锈钢、碳钢、硅钢、镀锌钢板、镍钛合金、铬镍铁合金、铝、铝合金、钛合金及铜等金属材料。
3. 三维激光切割在冷弯异型钢管上的应用
冷弯异型钢管是一种经济的截面轻型薄壁钢材,也称为钢制冷弯型材或冷弯型材。冷弯异型钢管重量轻、强度高,使用它可以简化焊接工艺和焊接变形带来的装配问题,减少结构安装的劳动力,同时可以改进制品的工艺性能,改善其外观形状。因此在建筑用轻型钢结构、各种车辆结构、生产作业线的钢结构、高层货架、集装箱等各个领域广泛得到应用,是国家大力推广的新型材料。我公司所用的异型钢管品种多样,具有复杂的空间三维几何形状,成品件的长度差别很大,对异型管的定位加工和夹具设计提出了较高的要求。随着计算机水平的发展和各种CAD/CAN/CAE软件的出现,异型管的夹具定位变得不是那么高不可攀,现代夹具的设计和制作方法也发生了很大的变化。从概念设计、异型管结构分析直到优化设计以及后续的诸多环节都采用先进的Pro/E软件设计平台和PEPS Penta cut三维五轴激光切割离线编程软件。图2为彩桥公司利用NTC TLM-610C20F三维五轴激光切割机下料成的异型钢管组对焊接成的驾驶室框架,该框架具有高强度、很少的焊缝、简单的焊接组对工艺和较好的装配后的视野。

图2 冷弯异型钢管组对焊接后的框架
4. 冷弯异型钢管切割夹具设计和制作
(1)异型钢管切割夹具设计流程 异型钢管作为驾驶室的主体框架结构,其精度的高低,大大影响驾驶室的外部形状和装配效果,切割夹具是工件定位的最终执行者,更是工件切割精度和质量的最有效保证。目前,对切割工件的夹具设计没有统一的规定,在本文中,根据夹具的实际设计过程,将切割夹具的设计过程分为两个阶段:概念设计和结构优化设计。
概念设计阶段是整个夹具设计进程的最初阶段,根据冷弯异型钢管强度高、截面形状复杂、所切孔径较多的加工特点,分析具体的设计要求,从而确定整个切割夹具的种类、结构和定位布置方案。结构优化设计阶段是在概念设计阶段完成之后,考虑定位夹具对工件切割偏差的影响,合理设计切割夹具定位点的布置位置,分析切割夹具的结构和布局方案,以门框异型钢管举例,概念设计时,工件的定位点和支撑架布局不合理,试验验证时切割头与工装夹具干涉,挂衣钩定位孔无法切割等,并以此得到反馈信息对定位夹具的布局和结构进行概念设计的修改,完成工装夹具每个组成部分以及定位基准的确定,最后得到符合切割编程要求的切割夹具设计方案,并绘制出切割工件的编制程序。
(2)切割夹具设计举例 在冷弯异型钢管的三维激光切割中用到的夹具主要包括组合型板夹具、单板型夹具、定位夹头,支撑滚轮夹具几种类型。由于冷弯异型钢管切割长度不一、强度较高,同时考虑异型管切割调整和其他方面的一些定位要求,定位型板夹具、定位夹头和支撑滚轮夹具均采用表面渗碳、淬火和防锈一些方面的处理,用以保证工装夹具的耐磨性和耐久性。
图3是冷弯异型钢管三维激光切割中常采用夹具的具体图例,本文为实现快速确定冷弯异型管定位位置,定位夹具标准化和柔性化设计的需要,同时考虑冷弯异型管截面形状和其他一些结构调整方面的要求,采用的是图3的结构形式。
(3)定位型板的快速设计和制作 在异型钢管的三维激光切割工艺中,待切割工件的准确和快速定位是提高异型管加工质量和切割效率的有力保证,切割夹具中定位型板的制作(见图4)是切割工件准确和快速定位的关键。经过长期对Pro/E软件设计平台和PEPS Penta cut三维五轴激光切割离线编程软件的学习,定位型板的设计思路主要是把传统的空间曲面的三维数模加工转化为普通的二维加工。这样需要精细加工的量大大减少,工装夹具制造时间大大缩短,制造精度也比较容易满足。我公司利用NTC TLM—610三维五轴激光切割机下料二维板材比三维工件更加简单快速,可以极大的降低夹具和安装支架的制作成本和时间。

图3 冷弯异型钢管三维激光切割工装夹具几种典型案例
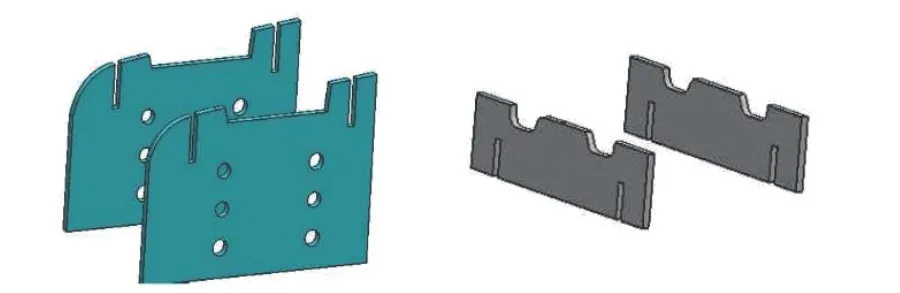
图4 某冷弯异型钢管工装夹具所用的定位型板
5. 结论与展望
三维激光切割在提高产品质量、生产效率,缩短产品开发周期、降低劳动强度、节省原材料等方面优势明显。因此,尽管设备成本高、一次性投资大,国内还是有很多汽车、飞机生产厂家购进了三维激光加工机,部分高校也购进了相应设备进行科研,三维激光技术势必在我国制造业中发挥着越来越大的作用。冷弯异型钢管做驾驶室框架结构,组对便利,工艺简单,截面灵活多变,整体造型美观个性化,有较好的工艺性和制造特性。切割夹具是工件定位的最终执行者,是提高异型管加工质量和切割效率的有力保证,本文从工装夹具的设计流程、设计举例以及工件定位型板的制作着手,将冷弯异型管的三维激光切割应用到工程机械驾驶室的实际生产之中,为以新型材料冷弯异型钢管作为骨架来设计和开发驾驶室奠定了基础。
目前计算机模拟和编程软件的应用已深入各行各业,异型管的夹具设计变得不是那么遥不可及,新型材料在驾驶室中的应用变得更加广泛。
本文结合彩桥公司的实际情况提出以下几点建议和展望:
(1)异型管激光切割工艺和驾驶室流水线生产结合的不够紧密,还需优化。
(2)鉴于未来激光切割夹具和定位工装及支架的发展趋势,彩桥公司需建立激光切割工艺参数数据库,同步做好更新和创新。
(3)数控操作工和机械设计技术人员技术水平还需提高,取长补短,日积月累,技术人员和一线工人实现更加默契的配合,制造出更加合格的工艺产品。
[1]武胜,张厚,王伟.冷弯型钢截面创新设计思路与方法探讨[J].钢结构,2011.
[2]张丽丽,陈辉.冷弯型钢工程性能研究[J].北京工业职业技术学院学报,2011.
[3]姜玲玲.基于UG的压路机驾驶室设计[J]. 拖拉机与农用运输车,2007.
[4]王大齐.冷弯型钢的特点和应用[J].上海金属,1984.
猜你喜欢
建材发展导向(2022年20期)2022-11-03
汽车实用技术(2022年14期)2022-07-30
汽车实用技术(2022年5期)2022-04-02
轮胎工业(2021年8期)2021-07-20
建材发展导向(2021年7期)2021-07-16
装备制造技术(2020年11期)2021-01-26
文艺生活(艺术中国)(2018年11期)2019-01-03
橡胶科技(2018年4期)2018-07-21
智能制造(2017年9期)2018-01-26
中国铸造装备与技术(2017年1期)2017-02-27