极坐标在手动编程中的应用
2015-12-26 03:00:10毛云秀
沈阳工程学院学报(自然科学版) 2015年2期
关键词:极坐标
毛云秀
(沈阳工程学院 机械学院,辽宁 沈阳 110136)
极坐标在手动编程中的应用
毛云秀
(沈阳工程学院 机械学院,辽宁 沈阳 110136)
摘要:对极坐标的定义进行了阐述并介绍了其指令代码,列举了极坐标在轮廓编程和孔系编程中的应用实例,介绍了其坐标点的计算和程序编制。通过对极坐标的研究与运用,极大简化了手动编程中的数值计算过程和程序结构,进一步阐述了在手动编程中灵活运用指令代码的重要性和正确性。
关键词:极坐标;手动编程; 简化编程
数控程序的编制是数控机床加工的重要准备环节,它直接关系到零件的加工精度和生产效率。对于数控从业者来说,最先接触的就是手动编程,只有熟练掌握手动编程,才能明确编程规则,优化工艺路线,简化程序结构。手动编程的一般顺序是,首先确定工件坐标系,然后坐标点的数值计算,最后手动编程。工件坐标系一般都用直角坐标来确定,但这种方法对于一些按照圆弧或曲线分布的坐标点,就出现了计算复杂、程序结构臃肿的缺点。如果运用极坐标处理这些坐标点,就会极大简化坐标点数值计算过程和程序结构。
1极坐标的定义和指令代码
1.1 极坐标的定义
在平面内取一个定点O,叫做极点,引一条射线OX,叫做极轴,选定1个长度单位、1个角度单位(常取弧度),规定角度的正方向(通常取逆时针方向),这样建立的坐标系叫做极坐标系。
对于平面内任意一点M,ρ用表示极点与点M的距离,叫做点M的极径,θ表示以OX为始边,OM为终边的角,叫做点M的极角,有序数对(ρ,θ)就叫做M的极坐标。如图1所示。
1.2 极坐标的指令代码
1.2.1极点定义指令代码
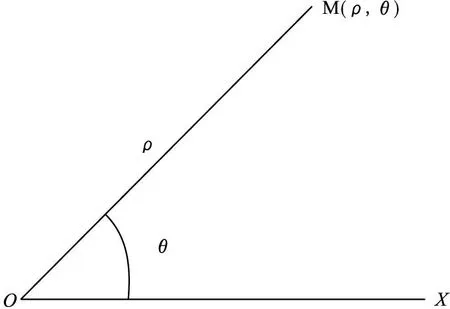
图1 极坐标系示意图
在手动编程中,一般都是二维图形,下面以X、Y平面(G17)为例介绍极坐标。在SINUMERIK 802D系统中,极坐标极点定义的指令代码及格式如表1所示。
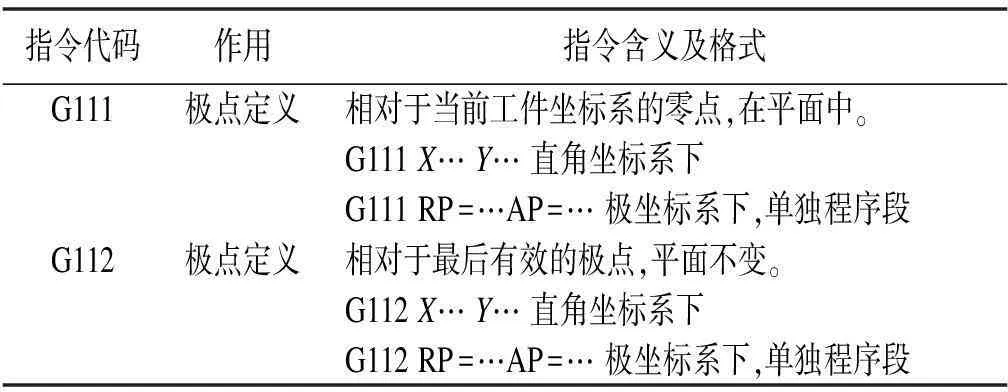
表1 极坐标极点定义的指令代码及格式
由上表可知,G111、G112是极点定义代码,极点定义有两种方式,一种在直角坐标系下,另一种在极坐标系下。两种方式选择方法取决于零件图纸所给出的极点坐标类型。
表中, RP=…表示极坐标半径,其定义该点到极点的距离。该值一直保存,只有当极点发生变化或平面更改后才需重新编程。AP=…表示极角,是指与所在平面中的横坐标轴之间的夹角(比如 G17 中X轴)。该角度可以是正角,也可以是负角,取值范围为0~±359.999 99,单位为度。该值也一直保存,只有当极点发生变化或平面更改后才需重新编程。
1.2.2极坐标的运行代码
G111、G112只作为定义极点之用,不会产生坐标轴位移。可以把极坐标编程的位置作为直角坐标编程的位置运行,运行代码如下。
G00 RP=…AP=… 快速移动线性插补
G01 RP=…AP=… 带进给率线性插补
G02/G03 RP=…AP=… 顺/逆时针圆弧插补
1.3 极坐标的应用范围
如果一个工件或一个部件,当其尺寸以到一个固定点(极点)的半径和角度来设定时,往往就使用极坐标系。在实际生产中,极坐标广泛地应用于轮廓、孔系、圆锥曲线、半球面等零件的加工。
2极坐标在轮廓编程中的应用实例
为了更加直观的区别极坐标与直角坐标编程,加工实例采用极坐标和直角坐标两种坐标点计算和编程方式进行对比。
加工如图2所示轮廓零件,工件坐标系原点都选择在毛坯左下角。
2.1 坐标点计算
通过图纸可知,该图形只需计算A、B、C、D四点坐标。用直角坐标和极坐标来表示坐标点对比,如表2所示。
2.2 程序编制
直角坐标和极坐标程序编制对比,如表3所示。
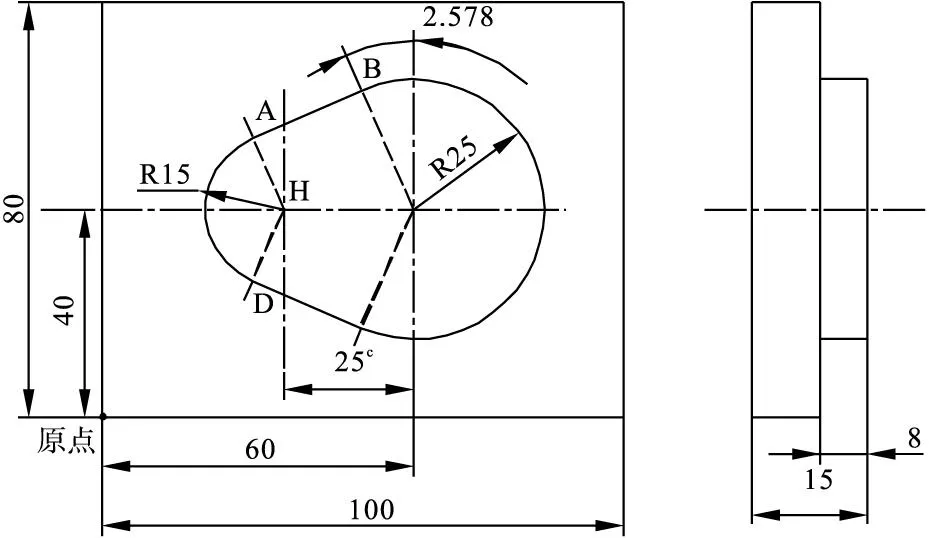
图2 轮廓零件图
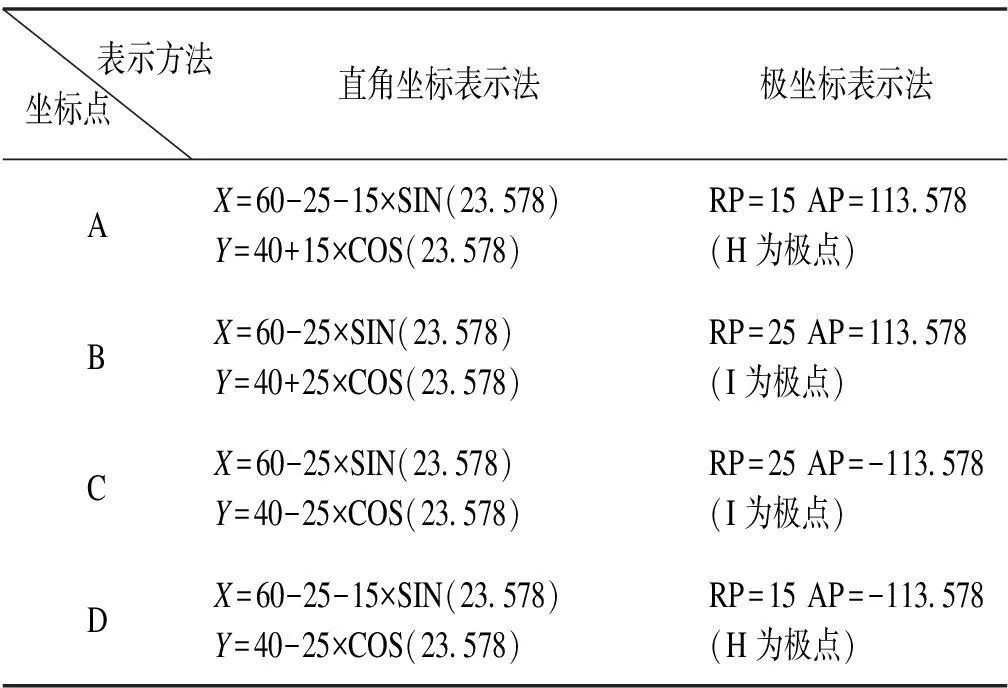
表示方法坐标点 直角坐标表示法极坐标表示法AX=60-25-15×SIN(23 578)Y=40+15×COS(23 578)RP=15AP=113 578(H为极点)BX=60-25×SIN(23 578)Y=40+25×COS(23 578)RP=25AP=113 578(I为极点)CX=60-25×SIN(23 578)Y=40-25×COS(23 578)RP=25AP=-113 578(I为极点)DX=60-25-15×SIN(23 578)Y=40-25×COS(23 578)RP=15AP=-113 578(H为极点)
3极坐标在孔系编程中的应用实例
在手动编程中,经常会遇到孔系加工工作,对于一些按照圆周或曲线分布的孔,极坐标编程的优势就很明显。
加工如图3所示孔系零件,坐标系原点选择在毛坯中下部(如图3),仍然采用直角坐标与极坐标两种坐标点计算和编程方法进行对比。
SINUMERIK 802D钻孔指令说明如下。
指令格式:CYCLE81(RTP,RFP,SDIS,DP,DPR)
式中,RTP—返回平面;
RFP—参考平面;
SDIS—安全间隙;
DP—绝对钻孔深度;
DPR—相对钻孔深度。
在实际编程中,DP,DPR这两个参数可根据图纸已知条件填写一个即可,但式中的“逗号”不可省略。如果式中DP,DPR都赋值且绝对值不同,则最终钻孔深度取决于DPR。

表3 直角坐标和极坐标程序编制对比
3.1 坐标点计算
通过图纸可知,该图形只需计算1、2、3、4四孔的中心坐标。用直角坐标和极坐标来表示坐标点对比,如表4所示。
3.2 程序编制
直角坐标和极坐标程序编制对比,如表5所示。
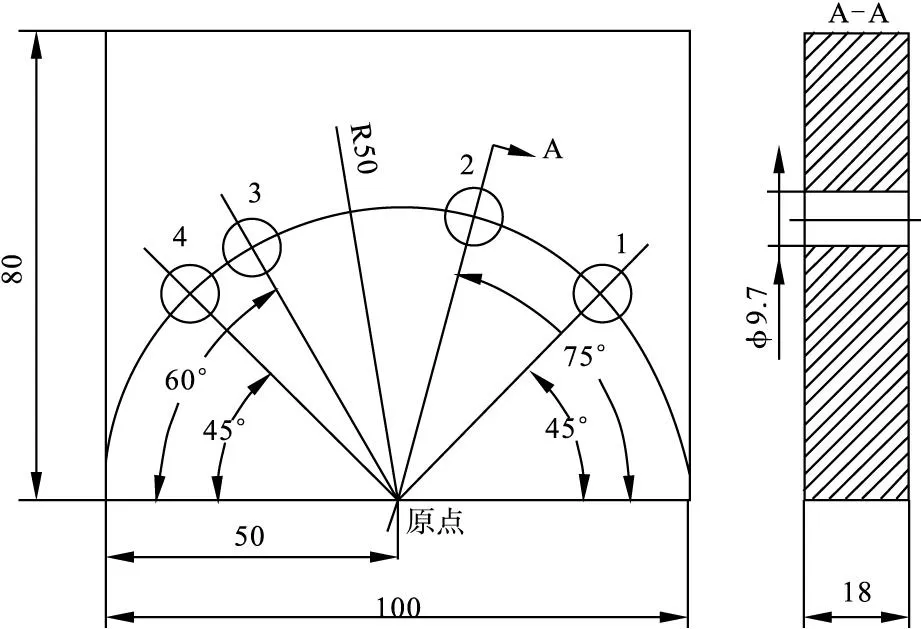
图3 孔系零件图

表示方法坐标点 直角坐标表示法极坐标表示法1X=50×COS(45)Y=50×SIN(45)RP=50AP=452X=50×COS(75)Y=50×SIN(75)RP=50AP=753X=50×COS(120)Y=50×SIN(120)RP=50AP=1204X=50×COS(135)Y=50×SIN(135)RP=50AP=135
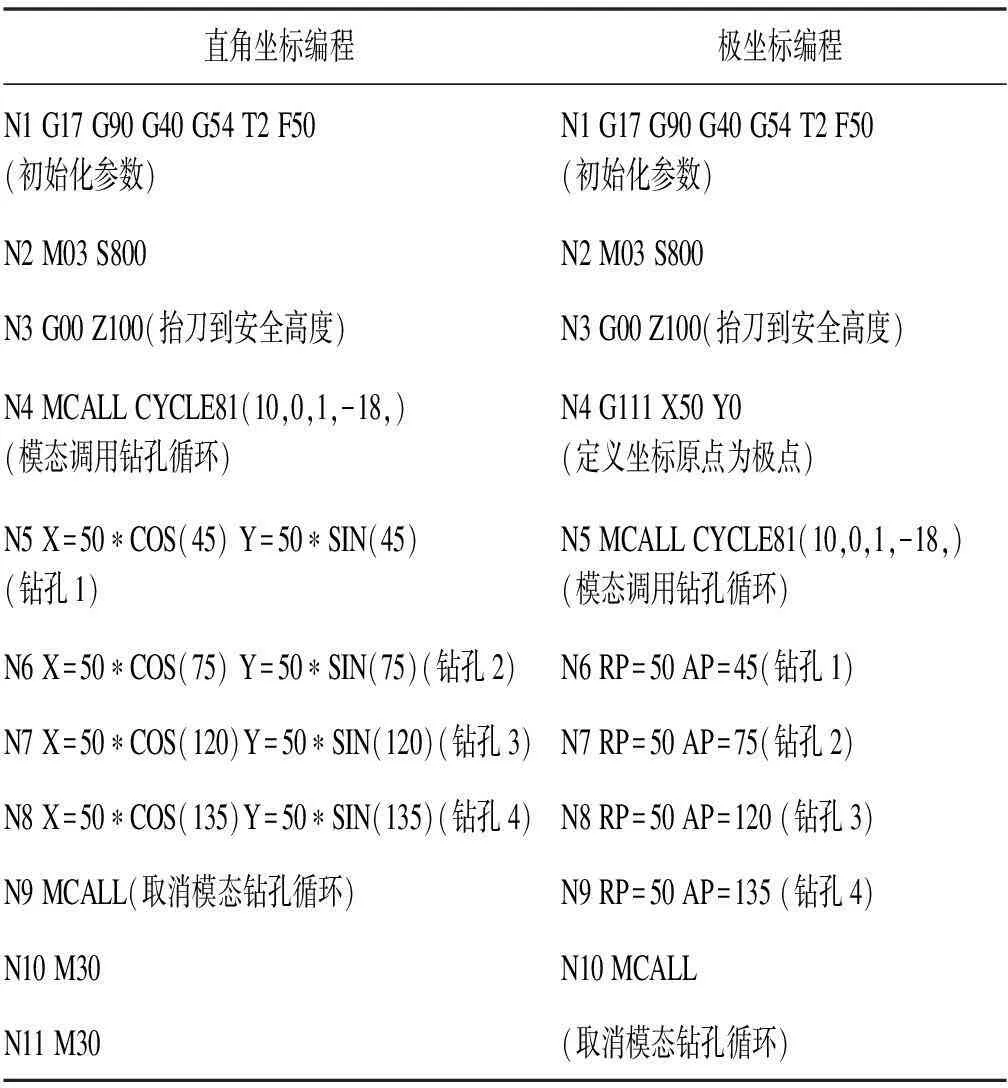
表5 直角坐标和极坐标程序编制对比
通过轮廓和孔系加工两个实例的坐标点计算对比可以看出,直角坐标计算复杂,容易出错;极坐标计算简单明了,不易出错。通过两个实例编程对比可以看出,直角坐标编程繁乱,不利于阅读和编辑;极坐标编程简单易读,有利于编辑。
4结论
通过上述两个编程实例的对比不难发现,运用极坐标处理零件编程,减少了坐标点计算工作量并且减少了出错的可能性,程序简单易读,便于编辑。在实际生产的手动编程中,极坐标在处理一些形状复杂或特殊零件方面优势明显。
参考文献
[1]西门子股份公司.SINUMERIK 802D数控铣床操作编程手册[M].北京:西门子(中国)有限公司,2002.
[2]周赵缨.极坐标编程的应用[J].科技资讯,2010,2:178.
[3]李克当.极坐标系在数控编程中的应用[J].机械工程师,2012(4):93-94.
(责任编辑佟金锴校对张凯)

Application of Polar Coordinates in Manual Programming
MAO Yun-xiu
(Shenyang Institute of Engineering,School of mechanics,Shenyang 110136,Liaoning Province)
Abstract:The definition of polar coordinates and its instruction code are expounded,and the application of polar coordinates was enumerated in the contour programming and pore system programming including the coordinates calculation and programming.Based on the above research,the numerical calculation in the process of manual programming and program structure were simplified greatly.In the end,the importance and validity using instruction code flexibly in manual programming were further elaborated.
Key words:Polar coordinates;Manual programming;Simplify programming
作者简介:毛云秀(1981-),男,内蒙古赤峰人,工程师。
收稿日期:2014-09-16
中图分类号:TG659
文献标识码:A
文章编号:1673-1603(2015)02-0185-04
DOI:10.13888/j.cnki.jsie(ns).2015.02.021
猜你喜欢
中学生数理化(高中版.高考数学)(2022年6期)2022-07-02 03:36:26
中学生数理化(高中版.高考数学)(2022年6期)2022-07-02 03:36:08
中学生数理化(高中版.高考数学)(2022年6期)2022-07-02 03:36:00
中学生数理化(高中版.高考数学)(2022年6期)2022-07-02 03:35:46
高中数理化(2022年5期)2022-03-31 08:57:10
河北理科教学研究(2020年1期)2020-07-24 08:14:26
中学数学研究(广东)(2018年23期)2018-03-05 07:54:34
试题与研究·教学论坛(2017年32期)2018-01-25 01:25:44
高中生·天天向上(2016年8期)2016-11-22 09:22:46
数学学习与研究(2016年1期)2016-07-04 14:54:19