分组选配法在精密光电仪器装配中的应用研究
2015-12-26 08:01:42周言敏重庆电子工程职业学院应用电子学院
同行 2015年6期
★周言敏(重庆电子工程职业学院应用电子学院)
分组选配法在精密光电仪器装配中的应用研究
★周言敏
(重庆电子工程职业学院应用电子学院)
【摘要】在精密光电仪器设计与制造中,除需要考虑仪器结构、精度要求、生产方式、产品批量情况、设备生产能力和技术条件等因素外,还要选用适当的装配方法才能完成各种零件的组装。论文通过对分组选配法的研究和实践分析,证明在相同的零件加工精度下,可大大提高装配精度,满足光电仪器的高精度要求。
【关键词】分组选配法;精密光电仪器
随着科学技术的高速发展,高精度光电仪器的应用领域越来越广泛。这就要求不但要设计和制造出高精度的光电仪器,还需要尽量降低仪器的加工成本,满足人们的消费需求。要做到这一点,除了要求具备一定的加工能力和技术条件外,还要选择合适的装配方法。传统的完全互换法,虽然装配非常方便,在装配过程中不需要复杂的工装和其他辅助设备,对操作工人的技术水平要求也不高,但这种方法只适用于一些比较简单和要求不高的产品。对于高精度的现代光电产品,人们正在不断探索和研究新的装配方法,分组选配法就是其中一种。
一、分组选配法的理论研究
分组选配法是分组法和选配法的统称,其基本的步骤是:先将要装配的相关合格零件按装配精度分成若干组,然后按各种零件的相应组别进行装配。装配时,在要装配组别的零件中,各任取一个相配,如不符合技术要求,再更换其中的某部件,直到使装配好的部件或产品符合工艺文件要求为止。
分组选配法的关键是分组数的确定和装配公差的计算。本文研究的是采用极值法计算尺寸链的基本尺寸、上下偏差及分组数的确定。特别是对于工艺误差分布符合标准正态分布(即:相对不对称系数,极限偏差)的零件进行分组装配时,各组的零件数目(%)与分组数D、组别e的关系如表1-1所示。

表1-1
所以分组选配法主要用于尺寸链很短及生产批量较的产品。
二、分组选配法的应用
在光电仪器孔与轴的装配中,要求孔与轴配合的最大间隙不大于0.033,确定分组选配的相关参数。
(一)分组数D的计算
孔、轴配合的尺寸链简图如图1.2所示,图中A为孔的尺寸,根据增环、减环的定义,可以得到A为增环,即;同理,B为减环,即;是孔和轴配合后的间隙,是尺寸链的封闭环。
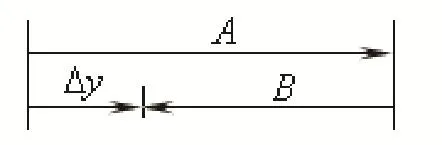
图1.2
计算封闭环的上偏差和下偏差如下:

所以必须进行分组装配。

将上述相关数据代入式(1-6)中,求得D=1.7 和2.8,所以取D=3(将所有轴和孔分成三组)。分组时,将孔和轴按公差大小平均分成三组。
(二)分组选配结果
计算结果表明,不同组别的间隙是不同的,第1组的间隙最小,第3组的间隙最大。应用这种式工艺方法后,孔与轴的配合因加工尺寸超差引起的产品报废率高的问题得到很好解决,装配合格率可达到99%以上,有利于降低产品的制造成本,同时,还可大大提高生产量,为企业带来较好的经济效益。
三、结语
分组选配法属于部分或少部分零件的互换,适合于配合精度高、组件较少的情况。相对于完全互换法有较多优点,即在相同的零件加工精度下,这种方法可以大大地提高装配精度。也就是说,在相同装配精度要求下,可以大大放宽对零件加工的精度要求,这样既可提高生产效率,又可以降低生产成本,使生产出的光电仪器满足高精度、低消费的条件。但是,这种装配方法会相应增加一定的工序和工时,以及要解决零件的分组储存和周转问题。
参考文献:
[1]王先奎.机械工工艺制造学.机械工业出版社,2004.
[2]陈洪涛.光学仪器装配与调整.机械工业出版社,2001.
[3]北京工学院光学仪器教研室.光学仪器装配与校正.国防工业出版社,1980.
[4]王健.分组选配法在旋叶式汽车空调压缩机制造中的应用.制冷与空调,2008.
[5]孙立琴.汽车发动机和变速箱自动化装配技术.组合机床与自动化加工技术,2009.
猜你喜欢
小资CHIC!ELEGANCE(2022年2期)2022-01-11 12:32:55
学生天地(2020年6期)2020-08-25 09:10:50
数学年刊A辑(中文版)(2020年2期)2020-07-25 02:04:36
航空发动机(2020年3期)2020-07-24 09:03:18
数学物理学报(2020年2期)2020-06-02 11:28:48
北京航空航天大学学报(2017年9期)2017-12-18 07:12:33
光学精密工程(2016年3期)2016-11-07 09:03:34
广西电力(2016年4期)2016-07-10 10:23:38
测绘科学与工程(2016年6期)2016-04-17 06:51:25
系统医学(2016年8期)2016-02-20 02:55:08