
水泥窑用三次风管弯道预制件的研制与应用
2015-12-22 00:24王立旺朱其良
新世纪水泥导报 2015年5期
王立旺 朱其良
浙江锦诚耐火材料有限公司,浙江 长兴 313100
水泥窑用三次风管弯道预制件的研制与应用
王立旺 朱其良
浙江锦诚耐火材料有限公司,浙江 长兴 313100
根据水泥窑三次风管弯道内衬的使用情况和损毁机理,以黑刚玉和碳化硅作为窑口内衬的主体材料,研究碳化硅粉加入量对试样性能的影响。结果表明,碳化硅粉的加入量为12%左右时合适。通过对试样进行DSC-TGA分析以及研究不同处理温度对试样强度的影响,制定合理的预制件烘烤温度曲线。经使用表明,产品具有良好的耐磨性和优异的抗碱侵蚀能力,能够延长三次风管的使用寿命。
三次风管 内衬 预制件
0 引言
水泥窑三次风管弯道内衬不仅需要承受饱含大量细颗粒熟料的高速三次风气流的冲刷,而且还要承受800~1 200 ℃工作温度条件下严重的碱腐蚀,所处环境工况恶劣,内衬浇注料经常脱落,钢板容易被烧穿,三次风管损坏严重,常常因此影响生产,是每次停窑必修的部位[1]。三次风管弯道内衬所用的耐磨材料最早设计为高铝浇注料,使用时间仅有1月。后来改为莫来石刚玉浇注料,使用时间只有两月。经过改进后采用高耐磨砖与莫来石刚玉浇注料组合框架结构,也仅能维持4个月[2]。目前多数采用以刚玉和碳化硅为主要材质的超高强耐磨浇注料,在三次风管弯道处的使用效果较好,使用寿命能够达到10个月以上。但三次风管内衬浇注料在施工后往往不能得到充分的养护和烘烤,经常在强度未得到充分发展的情况下即投入使用,导致内衬耐磨性和抗冲刷性能较差,致使现场浇筑的内衬浇注料磨损加快,使用寿命缩短。本文针对三次风管弯道的使用条件及应用现状,并与使用厂家多次交流、分析与研究,确定选用黑刚玉和碳化硅为基体制备三次风管弯道预制件,产品取得了良好的使用效果。
1 试验过程
试验中所用主要原料有:黑刚玉(3.71 g/cm3,粒度包括8 mm~5 mm、5 mm~3 mm、3 mm~1 mm、1 mm~0 mm)、碳化硅(粒度包括1~0、200目)、棕刚玉(200目)、α- Al2O3微粉、硅微粉和高铝水泥,外加剂包括减水剂和防爆剂。主要原料的化学组成如表1所示。
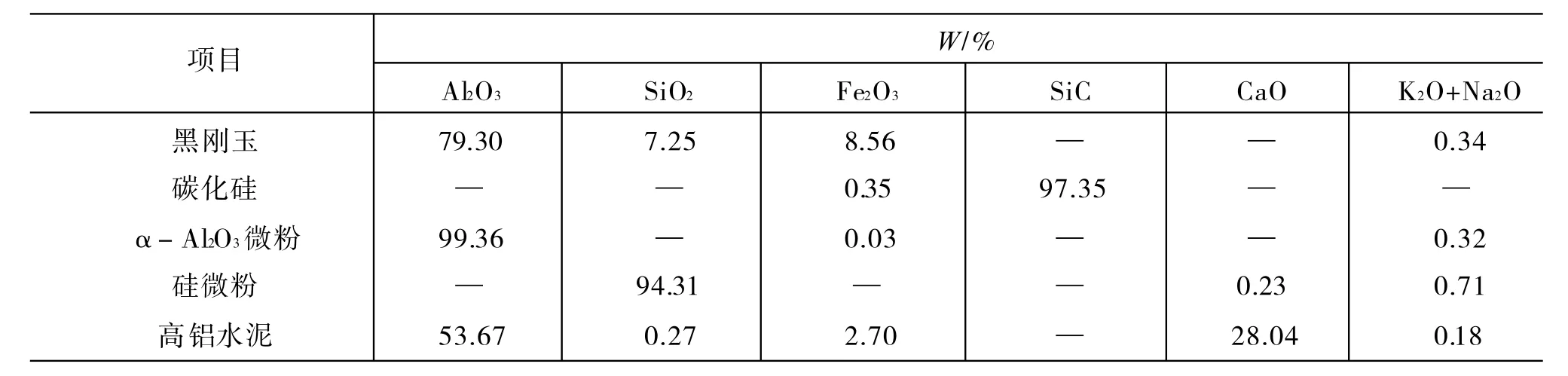
表1 主要原料的化学组成
耐火骨料与粉料的比例(质量百分数)为70∶30,其中8~5的颗粒占16%、5~3的颗粒占20%、3~1的颗粒占9%、1~0的颗粒占25% 。将各种原料按比例混合均匀,加水搅拌后经振动成型,室温下养护24 h后脱模,对试样进行差热热重分析,试样分别经不同温度处理后,测试试样的体积密度(YB/T 5200-1993)、耐压强度(GB/T5072-2008)、抗折强度(GB/T 3001-2007)、线变化率(GB/T 5988-2007)、耐碱性(GB/T 14983-2008)、耐磨性(GB/T18301-2012)。
2 结果与讨论
2.1 碳化硅粉加入量对试样性能的影响
试样中添加0 mm~1 mm的碳化硅6%,200目碳化硅的不同加入量的试样性能如表2所示。从表2可以看出,随着200目碳化硅加入量的增多,经不同温度处理的试样耐压强度和抗折强度都有不同程度的降低,特别是当200目碳化硅加入量大于12%时,试样的耐压强度和抗折强度明显下降。碳化硅与其他材料之间的结合性较差,造成颗粒与基质之间的协同增强和结合作用减弱,而且成型时需水量也较大,结合水排除后形成的气孔也较多,因此碳化硅含量增加引起试样体积密度降低,强度下降以及耐磨性降低。在900 ℃之前,碳化硅的烧结难以后直接进行测试,试样中包含比较多的游离水,经过加热后,自由水大量失去,从而造成质量有一个比较大的损失,因此对应于此温度段内有一个明显的吸热峰。在250~300 ℃间,质量又发生了一定的损失,此阶段质量损失比较小,这是由于随着温进行,试样的强度主要来源于水泥和微粉的结合,在1 100 ℃之后高铝水泥中的CaO将会与基质中的Al2O3和SiO2反应生成低熔物,形成较多液相。同时试样内部发生莫来石化和碳化硅表面氧化,在此过程中气孔不断减少,致密化程度提高。从表2结果可以看出,碳化硅加入量增加,试样的耐碱性提高。碳化硅细粉的活性高,发生氧化反应的速度快,在碱的侵蚀下,试样表面形成致密的氧化膜,碱蒸汽无法侵入到试样的内部[3],在试样内部颗粒周围存在高粘度玻璃相,大大提高了试样的致密性和耐碱性。总体考虑碳化硅加入量对强度和耐碱性的影响,200目碳化硅的加入量为12%左右合适。
2.2 试样DSC-TGA分析
从图1试样的DSC-TGA分析可以看出,在50~150 ℃间有一个明显的质量损失阶段,这是由于试样没有进行过干燥处理,在经过24 h常温养护度的不断升高,水泥中的一些水化物开始发生转化或分解,各种水化相中结晶水的脱除以及矿相发生变化[4],对应于此温度段的DSC曲线存在一个比较小的吸热峰。在结合水开始失去的阶段,不能够对试样进行快速升温干燥,否则会造成预制件由于短时间内大量水分挥发而出现爆裂的现象,预制件烘烤温度曲线的制定可将此作为参考因素之一。
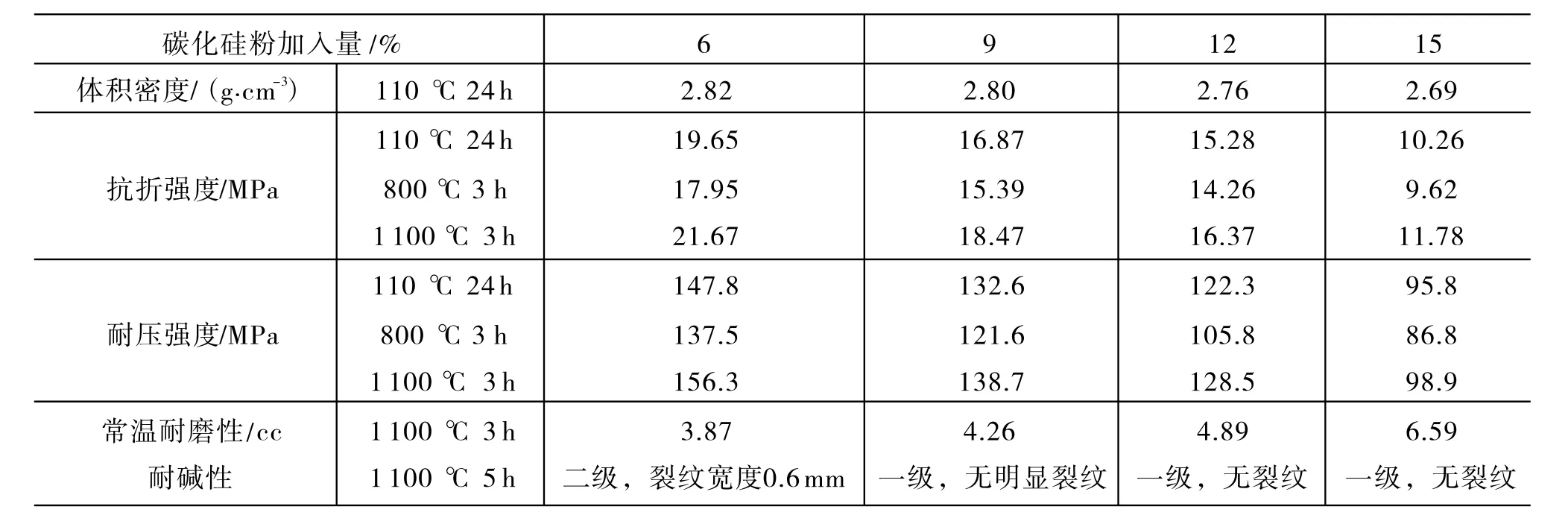
表2 碳化硅粉加入量对试样性能的影响
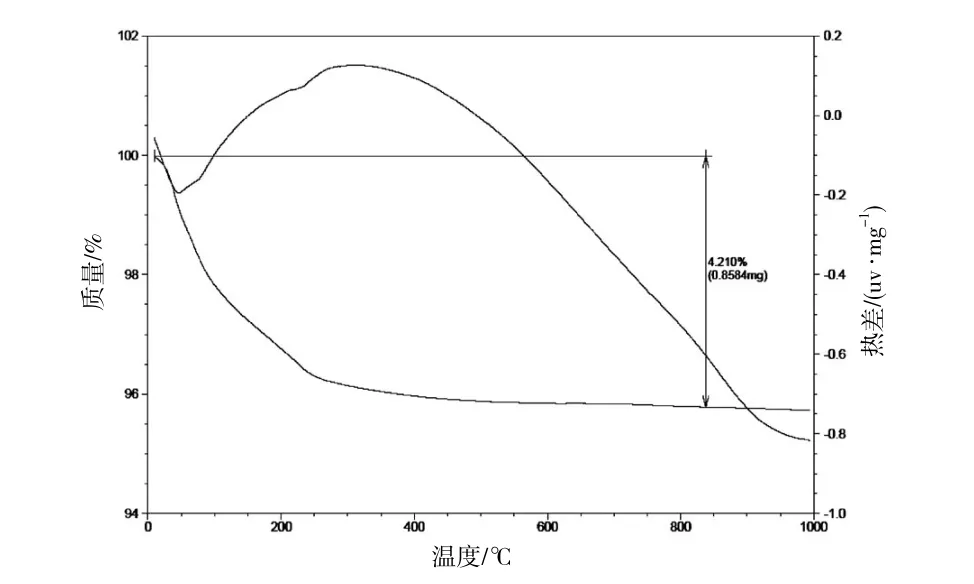
图1 试样DSC-TGA分析图
2.3 不同处理温度对试样强度的影响
根据DSC-TGA分析结果,考察不同温度处理后水分挥发对试样强度的影响。经过不同温度处理后试样的常温抗折强度和常温耐压强度如图2和图3所示。从图2和图3可以看出,在检测温度范围内,随着处理温度的升高,试样常温抗折强度、常温耐压强度先降低再升高。预制件成型后自然养护过程中,水化反应一直缓慢进行着,经110 ℃干燥后,主要水泥水化产物为C3AH6和AH3,此时试样的强度也主要由此两种物相提供[5]。随着温度升高,C3AH6和AH3逐渐分解并释放出水蒸气,强度降低,在500 ℃左右强度达到最低,此时大部分水泥水化物已基本完全分解,但水泥水化产物要完全分解需要更高的温度,其原因是在浇注料实际升温过程中水分的蒸发会增加闭气孔中的水蒸气压力,从而会延缓水泥水化产物的分解。温度继续升高,水化物结构向陶瓷化结构更替中化学反应导致的体积变化和形成疏松的结构造成试样强度提高缓慢[6],相关的研究表明只有在900 ℃条件下煅烧后,水泥水化产物才能完全分解[7]。此后水泥的水化产物和硅微粉、氧化铝粉等组分结合,使试样强度得到提高。根据试样中水分挥发温度以及不同温度处理对强度的影响,确定三次风管弯道预制件的烘烤温度曲线如图4所示。按照此温度制度处理的预制件,既避免了开裂现象,又保证了预制件具有足够的强度,能很好地满足三次风管弯道的使用要求。
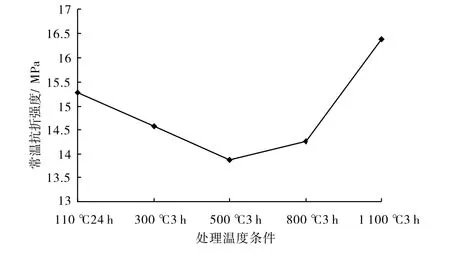
图2 不同处理温度对试样常温抗折强度的影响
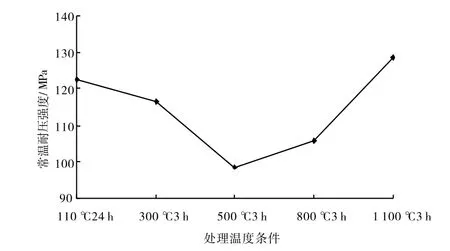
图3 不同处理温度对试样常温耐压强度的影响
3 应用
根据三次风管弯道尺寸设计模具,将浇注料制成预制件,经养护烘烤后在某公司5 000 t/d预分解窑水泥生产线上使用,使用一年后停窑检修,发现采用预制件砌筑的三次风管弯道内衬未出现大面积剥落和磨损现象,产品强度高,抗碱侵蚀性强,性能稳定,预计使用寿命在三年以上。在施工时避免了浇注料在强度未得到充分发展的情况下即投入使用可能导致的内衬耐磨性和抗冲刷性能较差等问题,产品质量得到了有效保证,施工、维修方便,安全,施工工期短,综合经济效益好。
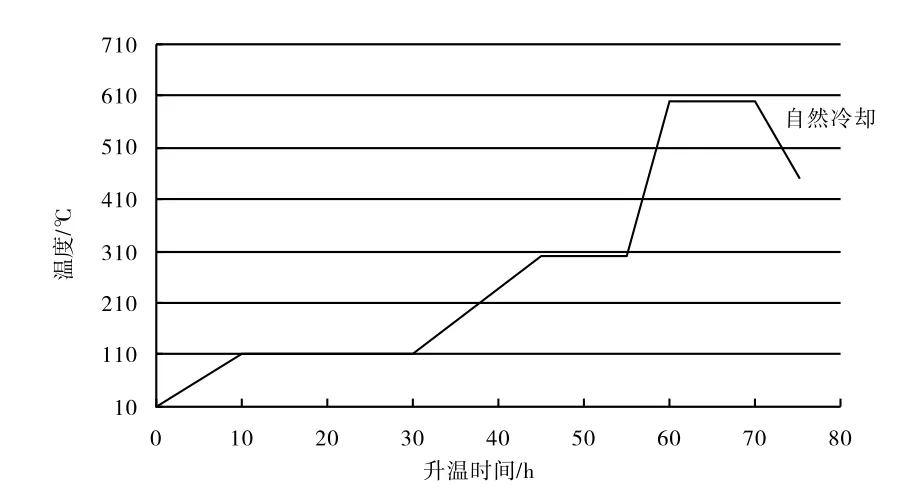
图4 预制件烘烤温度曲线
4 结束语
(1)碳化硅粉的加入使试样的强度和耐磨性降低,但能够显著提高试样的耐碱性能。综合考虑碳化硅加入量对强度和耐碱性的影响,200目碳化硅的加入量为12%左右合适。
(2)试样的DSC-TGA分析表明,试样中的游离水和结晶水分别在不同温度下挥发,在预制件中的结合水失去阶段,必须对升温制度进行严格控制。
(3)随着处理温度的升高,试样常温抗折强度、常温耐压强度先降低再升高,在处理温度变化过程中试样内始终伴随着物相变化过程。根据试样中水分挥发温度以及不同温度处理对强度的影响,确定三次风管弯道预制件的烘烤温度曲线。使用表明该预制件具有良好的使用效果。
[1] 张金龙, 李存弼. 超强高耐磨浇注料在大型回转窑三次风管弯头的应用[J]. 新世纪水泥导报,2006(2):45-46.
[2] 李艳. 回转窑用不定形耐磨材料的技术现状与应用[J]. 水泥, 2009(6):45-46.
[3] 刘振英, 熊小兵. 碳化硅加入量对水泥窑用耐碱浇注料性能的影响[J]. 兵器材料科学与工程, 2013,36(4):71-74.
[4] 李耀征. 促凝剂对SiO2溶胶结合刚玉质浇注料工作性能和强度的影响. 硕士学位论文, 2014.
[5] M.R.Ismael, R. D. dos Anjos, R. Salomao, et al. Colloidal silica as a nanostructured binder for refractory castables[J]. Refractories Applications and News,2006,11(4):1 6-20
[6] 周季楠. 建材工业用耐火材料的发展与展望[J].中国建筑材料科学研究院院刊, 1982(2):1-7.
[7] M.Nouri-Khezrabad, et al. Nano-bonded refractory castables[J]. Ceramics International, 2012, 11:028.
TQ172.6
B
1008-0473(2015)05-0023-03
10.16008/j.cnki.1008-0473.2015.05.006
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
中国水运(2022年4期)2022-04-27
建筑与预算(2022年4期)2022-02-05
核科学与工程(2021年4期)2022-01-12
轮胎工业(2021年4期)2021-12-25
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年4期)2021-10-14
陶瓷学报(2021年2期)2021-07-21
物联网技术(2021年4期)2021-04-27
水泥工程(2020年4期)2020-12-18
