玉溪电站发电机转子绝缘低缺陷分析和处理
2015-12-22 01:10:07李光乾,李波
浙江水利水电学院学报 2015年2期
玉溪电站发电机转子绝缘低缺陷分析和处理
李光乾,李波
(丽水玉溪水利枢纽有限责任公司,浙江 丽水323005)
摘要:针对玉溪电站两台水轮发电机绝缘逐渐下降的现象,进行了一系列处理和分析.最终通过转子磁极解体检修,确认转子绝缘下降的根本原因为磁极端部封装工艺不合理、碳刷磨损,灯泡头内碳粉较多等,并对此进行了处理,效果良好.该机组转子绝缘降低处理的经验和改进措施,对类似工程有借鉴意义.
关键词:水电厂;水轮发电机;转子;绝缘;磁极
中图分类号:TM305.2文献标志码:A
收稿日期:2015-04-01
作者简介:李光乾(1976-),男,浙江景宁人,工程师,从事水电站管理.
Analysis on Reduction of Insulating Resistance and Countermeasures
for Magnetic Pole of Yuxi Hydropower Station
LL Guang-qian, LI Bo
(Lishui Yuxi Hydro-junction Project Co., Ltd, Lishui 323005, China)
Abstract:In Yuxi Power Station, the insulation of two hydro-generators reduced gradually, a series of processing and analysis are made. Finally through overhauling for the magnetic pole, the root cause of the rotor insulation felling is confirmed, and the practical problems are solved. The practical experience and improvement measures about the generator rotor insulation to reduce may provide reference for similar projects.
Key words:hydropower station; hydro-generator; rotor; insulation; magnetic poles

0引言
丽水玉溪水利枢纽有限责任公司(电厂名称:玉溪电站)位于浙江省丽水市莲都区大港头镇,装机容量2×20 MW,1997年12月投产发电,机组为奥地利ELIN公司进口灯泡贯流式机组,发电机型号SV550/56-133,发电机绝缘为F级绝缘,机组额定功率20 470 kW,额定电压6.3 kV,定子额定电流2 044 A,功率因数0.9,机组额定转速107.14 r/min,转子磁极对数28对,转子电压160 V,转子电流1 200 A.
电站两台机组转子绝缘出现逐年下降现象,玉溪电站积极组织分析,进行了有效的处理.本文分析了转子绝缘下降的一般原因,介绍问题排查的思路和处理方法,针对该类机组进行具体分析,并获得了解决问题的方法,总结了可采取的有效措施.
1现象描述
玉溪电站1#、2#机组自2004年以来转子磁极绝缘一直呈下降趋势,自2009年以后两台机组转子整体绝缘一直在0.2 MΩ以下,远低于DL/T 59696《电力设备预防性试验规程》中转子绝缘电阻标准,即室温下不低于0.5 MΩ.至2011年后其中1#机的转子绝缘更是在0.08~0.1 MΩ之间,严重影响了机组稳定可靠运行.
2分析与处理
2.1引起转子绝缘电阻降低的一般原因分析和处理方案制定
针对发电机转子磁极绝缘下降的情况,初步进行分析,一般认为可能引起此现象的原因有几个方面,具体(见表1).
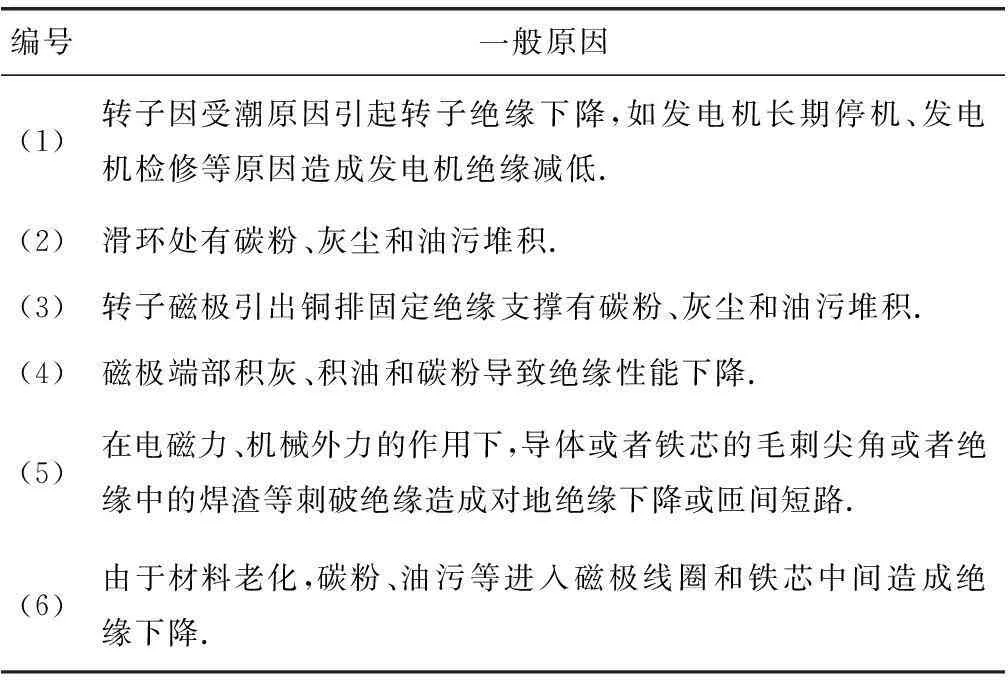
表1 转子绝缘电阻降低的一般原因汇总表
针对上述原因,需要对机组进行针对性的处理检查,下面为具体的方法思考,并进行了归纳分析.
对于第(1)类情况,转子绕组绝缘并未受到伤害,只是因为绝缘表面或内部受潮引起的表面或者内绝缘电阻降低,只需要进行干燥就可以使其恢复正常.通常的干燥方法有热风干燥或者发电机短路干燥等.若是第(2)(3)(4)类情况是属于由绝缘表面污垢引起表面绝缘电阻降低,一般采用擦拭、吹扫等方法除去绝缘表面污垢即可恢复其绝缘.对于第(5)类情况,一般采用测量转子磁极交流阻抗的方法准确查找出存在绝缘缺陷的磁极和位置后处理.必要时将缺陷磁极吊出解体甚至返厂处理.交流阻抗法的具体方法是:往转子绕组通入交流电流,保持电压不超过额定励磁电压,用高阻抗的毫伏表测试每个磁极线圈的压降,应均匀.如有匝间短路或者绝缘缺陷,相互比较差15%以上,相邻磁极的交流阻抗也会明显降低,以此可以判定缺陷位置.对于第(6)类情况,必须先准确查找出存在绝缘缺陷的磁极,再把转子绕组磁极连片拆开,将缺陷磁极吊出再解体后进行处理,必要时需要返厂处理.
综上所述第(1)(2)(3)(4)类,处理方法简单,用时用工少,现场容易实现;第(5)(6)类处理难度大,一般需要将问题磁极拆卸进行检查,问题处理好后再安装恢复,经测试合格后才能投运.用时少则需要一周,多则一月,这将严重影响到机组的运行时间.所以现场进行原因排查和缺陷处理一般顺序是先易后难,据此合理制定检查方案,从而快速准确地找到问题所在,提高检修效率,其流程(见图1).

图1 转子绝缘电阻降低检查处理流程图
2.2转子绝缘初步处理和分析
针对发电机转子绝缘的不断降低是否是受潮、油污等原因引起,根据处理方案,我们首先采取了容易现场处理的措施.在磁极绝缘的处理前,我们对发电机转子绕组和单个磁极绝缘电阻进行测试,经过分解测量1#机组36#磁极0.08 MΩ、8#磁极0.72 MΩ、49#磁极0.8 MΩ、17#磁极1.7 MΩ、14#2.0 MΩ,其他在3到500 MΩ不等;2#机组绝缘0.25 MΩ,磁极绝缘较低的为:20#磁极7.51 MΩ,21#磁极1.7 MΩ,22#磁极0.88 MΩ,23#磁极6.05 MΩ,46#磁极1.21 MΩ,其他的从几兆到几百兆欧姆不等.根据磁极的绝缘实际情况,按照上述处理流程,我们对发电机转子磁极分别进行了干燥空气吹扫、带电清洗液清洗、发电机短路干燥等方法进行处理,具体如下.
(1)低压气吹扫和擦拭:用干燥的压缩空气吹扫再用柔软的棉布擦拭.
(2)带电清洗液清洗,其过程如下.
采用绝缘良好、耐压25 kV及以上易挥发、无损伤带电清洗液.发电机转子盘车,转速7~8转/min.清洗液用喷射装置雾状进行喷洗.清洗过程对转子绝缘进行检查,绝缘到达10 MΩ以上停止清洗.继续盘车空转8~10 h,使清洗剂充分挥发.本机组共有56个磁极,清洗前后的磁极绝缘电阻值(见表2),对比可见问题并未得到解决.

表2 清洗前后磁极绝缘电阻测试记录
(3)发电机短路烘干:在发电机定子三相短路,利用发电机自身热量进行干燥,其过程如下.
首先是需要做好准备工作.在发电机与出口开关间用短路铜排将发电机牢固三相短路,必须接触良好.发电机出口开关在“试验”位置.在机组6.3 kV开关柜室测量机组定子三相对地绝缘与转子绝缘电阻阻值.退出主变差动保护,退出发电机欠压过流后备保护,冷风报警温度由44.5 ℃调到60 ℃,跳闸温度由47 ℃调到65 ℃.然后进行如下操作.励磁在“手动”位置,机组由“远方”控制该为“现地”控制.水轮机运行,在额定转速下空转2 min,各专责人员检查所辖设备无异常,并一直保持水轮机在额定转速下运行.手动投励磁,缓慢调节励磁电流,使定子电流缓慢上升,定子电流的大小以定子绕组的温度上升速度来判断,定子绕组温度上升速度保持在每小时5~8 ℃为宜,励磁电流不得超过604 A.定子线圈温度稳定在85~90 ℃范围,持续时间为18~20 h.手动缓慢增加励磁电流,使定子绕组增加5 ℃,运行 24 h.直到温度增加至100 ℃.手动缓慢降低励磁电流,使定子线圈温度下降速度为每小时5~8 ℃.在定子绕组温度降到50 ℃或以下时,将励磁电流缓慢降到0,跳励磁,按UC2屏上紧急停机按钮停机.停机后,每隔4 h测一次绝缘电阻,直至绝缘电阻稳定.通流干燥过程需要注意:如发现定子线圈温度迅速上升及其它异常情况,应立即跳励磁,按紧急停机.应保证转速稳定,以免发热不稳定.励磁电流始终不能超过604 A.
用以上几种方法处理后,我们发现单个磁极绝缘及发电机整体绝缘都没有提高,还存在不同程度的降低,这种情况严重影响机组的安全稳定运行.根据初步处理情况,最后分析认为磁极绝缘下降与发电机受潮等原因关系不大,根本原因应该是由于磁极本体材料老化,出现封装不严密,导致碳粉进入磁极内部造成磁极线圈与铁芯绝缘下降造成的,要处理磁极绝缘问题必须对磁极进行解体.
2.3磁极解体检修处理
在多方调研和充分的技术准备工作后,2013年11月开始现场对1#发电机的36#、8#、14#、17#、49#磁极进行了不吊定子情况下拆卸.在磁极拆卸后,现场检查磁极存在端部封装硅胶存在小孔,有碳粉进入的可能.通过对磁极绝缘测量过程发现磁极竖立与横卧位置绝缘差别很大,这就说明磁极线圈与铁芯之间的确存在碳粉或者焊渣、铁屑等物质:磁极横竖位置的变化而引起它们堆积位置和形状的变化,从而改变了磁极线圈、铁芯和碳粉或者铁屑之间的电气连接,引起绝缘电阻发生变化.现场对单个磁极进行了表面清扫、干燥,磁极的绝缘电阻并没有变化.
在完成了现场的基础工作后,对磁极进行解体,发现磁极内部碳粉较多,并没有铁屑.端部绝缘、极身绝缘、角绝缘等各绝缘材料不存在问题.磁极绝缘下降就是因为碳粉进入磁极内部造成的.为此对磁极铁芯、线圈进行了清洗,对绝缘材料进行了更换,并对相关工艺进行了优化,防止磁极在机组运行过程中碳粉的进入.
完成修理工作后,又对磁极进行了绝缘电阻测试、直阻测量、交流耐压试验,相关数据(见表3).全部试验合格,与原厂出厂报告一致.试验标准一般依据GB50150-2006《电气装置安装工程电气设备交接试验标准》,该标准中关于发电机部分描述为:如在现场组装应按照GB/8564-2003《水轮发电机组安装技术规范》执行.而根据GB/8564-2003《水轮发电机组安装技术规范》规定,单个磁极交流耐压标准应为:挂装前10UL+1 500 V,但不低于3 000 V;挂装后10UL+1 000 V ,但不低于2 500 V;绝缘电阻>5 MΩ.所以磁极耐压标准为:挂装前为3 000 V;挂装后为2 500 V.但本电站的奥地利机组出厂标准为1 900 V,故此处依据采用1 900 V.
当年12月完成了现场所有检修磁极的安装及试验工作,并投入运行.到目前为止,检修后的磁极运行情况良好.

表3 磁极线圈试验记录
注:试验环境为温度11 ℃/湿度44%.
3结语
经过这次磁极问题处理分析,进行总结可知,引起玉溪电站磁极绝缘下降的原因主要有如下几点.(1)磁极端部封装工艺不合理,存在缝隙;(2)碳刷磨损,灯泡头内碳粉较多;(3)带电清洗液清洗磁极导致碳粉更容易进入磁极内部.
针对上述情况,玉溪电站进行了有效处理,主要措施具体有以下几点.(1)把绝缘不合格的发电机磁极拆卸后及时返厂处理;(2)进行滑环处理,碳刷改造,减少碳刷的磨损量;(3)对机组碳粉清除系统改造,最大程度减少碳粉进入发电机内部;(4)在发电机转子维护过程停用带电清洗液,采取低压气吹扫,吸尘器、柔软棉布清扫.
以上发电机磁极绝缘问题的处理,解决了长期威胁玉溪电站主设备安全运行的隐患,也为处理发电机同类故障问题积累了经验,并对推动进口设备国产化改造和检修进程作出了有益的尝试.
参考文献:
[1]胡林换.转子绝缘不良的原因分析及处理方法[J].小水电,2006(3):47-49.
[2]王林杰.关于发电机转子绝缘不合格的分析和处理[J].太原科技,2002(4):10-12.
[3]杨艳.三峡电源电站机组发电机转子绝缘降低故障及其处理[J].水电自动化与大坝监测,2011,35(2):29-31.
[4]杨俊双.龚嘴水电站水轮发电机转子绝缘处理[J].水利水电技术,2012(11):71-73.
[5]班国荣.鸳鸯桥水电站水浸发电机绝缘处理与分析[J].大众科技,2010(12):103-96.
[6]朱跃亮.水轮发电机转子绝缘下降原因分析及处理[J].华电技术,2010(10):37-39.
[7]孟利平.水轮发电机转子绝缘降低原因分析及处理[J].水电站机电技术,2012(3):106-108.
[8]张晓峰.大型发电机转子绝缘处理[J].设备维修,2004(5):36-37.

声明
为适应我国信息化建设需要,扩大作者学术交流渠道和促进科技成果的迅速转化,本刊已加入“万方数据资源系统(China Info)数字化期刊群”、《中国学术期刊(光盘版)》和“中国期刊网”及中国“北极星”等网站或电子出版物,并成为其全文收录期刊和《中国学术期刊综合评价数据库》统计刊源.凡向本刊所投稿件,全体作者均视为愿意进入上述的数字化期刊群,并愿意将该论文的复制权、发行权、信息网络传播权、翻译权、汇编权等权利在全世界范围内转让给本刊.凡被录用的稿件,将同时通过因特网进行网络出版或提供信息服务,稿件一经刊用,其作者的著作权使用费由本刊一次性所发稿酬(即包括印刷版、光盘版和网络版各种使用方式的报酬)所包含.如有作者不同意上述事项,请在来稿时申明,本刊将作适当处理.
浙江水利水电学院学报编辑部
猜你喜欢
防爆电机(2022年4期)2022-08-17 05:59:12
防爆电机(2021年4期)2021-07-28 07:42:54
大电机技术(2021年2期)2021-07-21 07:28:34
电动工具(2020年6期)2020-12-29 05:53:36
电子技术与软件工程(2016年20期)2016-12-21 10:25:29
企业技术开发·中旬刊(2016年10期)2016-11-12 15:01:13
中国科技博览(2016年20期)2016-04-25 12:17:28
中国高新技术企业(2015年17期)2015-05-18 14:58:05
水电站机电技术(2014年6期)2014-09-26 12:07:52
水电站机电技术(2014年3期)2014-09-26 12:00:30