CAD/CAE技术在手机保护壳注塑模具设计中的应用
2015-12-21 05:36:02余小鲁
宿州学院学报 2015年10期
董 坤,余小鲁
安徽工程大学机械与汽车工程学院,安徽芜湖,241000
CAD/CAE技术在手机保护壳注塑模具设计中的应用
董坤,余小鲁
安徽工程大学机械与汽车工程学院,安徽芜湖,241000
摘要:以手机保护壳为例,研究了不同的浇注系统对产品质量的影响,论证了将合理的方案应用于注塑模具设计的可行性。运用CAE技术的模流分析软件Moldflow,模拟不同浇口位置设计的制品成型过程。通过分析3种方案在充填时间、熔接痕、翘曲变形上对制品质量产生的不同影响,确定方案三作为注塑模具浇注系统最为合理。最后,应用CAD软件UG,完成注塑模的浇注系统设计、侧向抽芯机构设计、斜顶脱模机构设计和注塑模具三维结构设计。整套技术缩短了研发周期,提高了塑件的成型质量和生产率。
关键词:手机保护壳;浇口位置;浇注系统;Moldflow;UG;注射模
在注塑模具设计过程中,浇注系统的设计尤为重要,它直接决定了制品成型结果的好坏,而在浇注系统设计中又以浇口位置的设置最为重要。目前,借助CAE技术针对这个问题可以有效地进行预测和分析[1-3]。Moldflow是目前最成熟的注塑模CAE软件,在借助计算机技术模拟注塑成型全过程中,可以预测制品可能出现的质量缺陷,并分析其产生的原因。通过这项技术可以在模具加工之前获得优化后的制品结构设计、模具设计方案和成型工艺条件,保证高效率的生产,提高市场竞争能力[4-5]。本文先对成型工艺参数进行控制,然后借助Moldflow软件对手机保护壳浇注系统进行设计,合理确定浇注系统方案,并采用UG软件成功地应用到注塑模设计中。
1 塑件成型工艺分析
1.1塑件结构与模型前处理
手机保护壳的三维实体模型如图1所示。塑件是外观件具有装配要求,侧面和背面是外观面,精度要求一般,但不允许有毛边等质量缺陷;塑件整体无拔模角,最大结构尺寸为146 mm×75.25 mm×10 mm,平均壁厚为1 mm,属于薄壁件且最小壁厚为0.756 mm,尺寸公差要求±0.05 mm,以保证与手机实体可进行良好的组配。
手机保护壳的CAD模型由UG软件建立,并转换生成STL文件,然后导入到Moldflow软件中进行模拟分析。针对这种薄壁件可以采用表面网格来对模型进行有限元网格划分,经过检查、修复,使单元纵横比符合流变计算要求,最终网格单元为26300,匹配率为94.2%,符合要求,无自由边、无相交单元等问题。
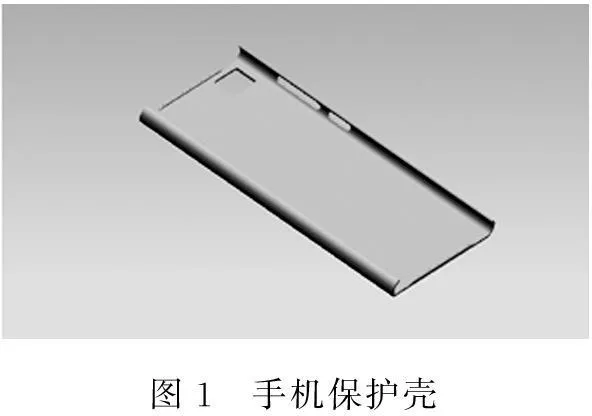
图1 手机保护壳
1.2材料选择与成型工艺参数设定
手机保护壳所用材料为Mitsubishi Group公司的改性聚碳酸酯(PC),牌号为GS2010MPH,填充10%的玻璃纤维。聚碳酸酯是一种性能优良的热塑性工程塑料,透明度可达到90%,刚硬且具冲击韧性,并且收缩率很低,一般在0.1%~0.3%之间,弹性模量较高。表1为注塑成型工艺参数。

表1 注塑成型工艺参数
2 浇注系统设计
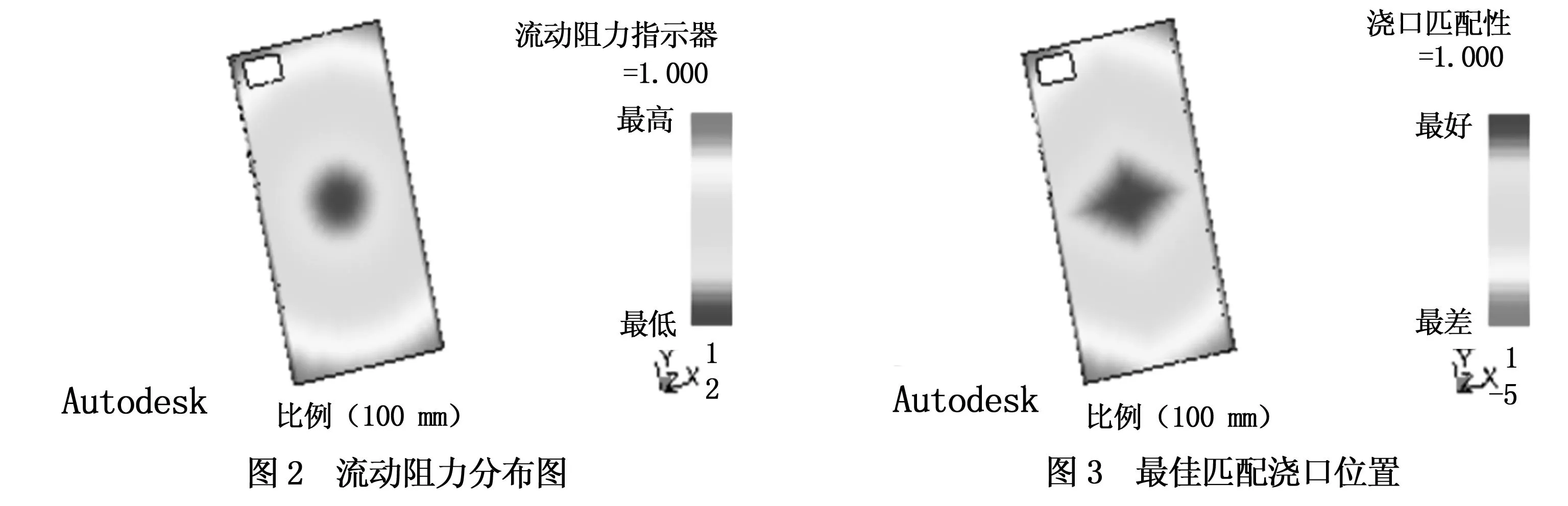
运用Moldflow软件,对制品的浇口位置进行分析,获取浇口的位置。从图2中可以看出制品的中心位置流动阻力最小,图3所示为最佳浇口位置范围。
考虑到模具设计、制造的经济性,采用一模两腔结构,普通冷流道注射成型。在结合CAE分析报告并参考注塑成型设计准则[6],设计出3种浇注系统方案,如图4所示。方案一、方案二是根据平衡流动的原则,可以使塑件得到均匀的压实和收缩,避免产生翘曲变形,并降低应力水平,同时也可以避免物料的浪费。而方案三是根据单向流动的原则,可以减少塑件翘曲变形,避免在制品表面留在较大的浇口残留痕迹,降低对制品表面质量的影响。
方案一:塑件间距48 mm,如图4(a)所示。制品表面选择在流动阻力最小的区域,创建单点浇口浇注系统,主流道根据浇注系统及其设计原则[7],主流道设计成圆锥形,其锥角取2°,直径为4 mm,长度35 mm;分流道截面尺寸,选择内径6 mm梯形截面,倾角为15°;浇口为直径4 mm,锥度10°的点浇口。
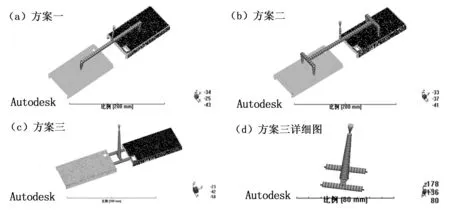
图4 浇注系统设计
方案二:考虑到熔体的黏度较大,流动性差的特点,在最佳匹配浇口位置附近区域,选择两个浇口位置创建浇注系统。采取方案一的流道设计,浇口选择匹配性最好的中间两个对称点,如图4(b)所示。
方案三:浇口长度取2 mm,宽度2 mm,厚度0.5 mm;主流道始端直径4.5 mm,锥度2°;采用U型分流道,底部半径6 mm,高度6 mm,如图4(c)、(d)所示。
3 注塑成型CAE分析结果与比较
3.1充填时间
如图5所示,方案一耗时1.143 s,方案二耗时1.073 s,方案三整个充填过程完成耗时1.537s 。
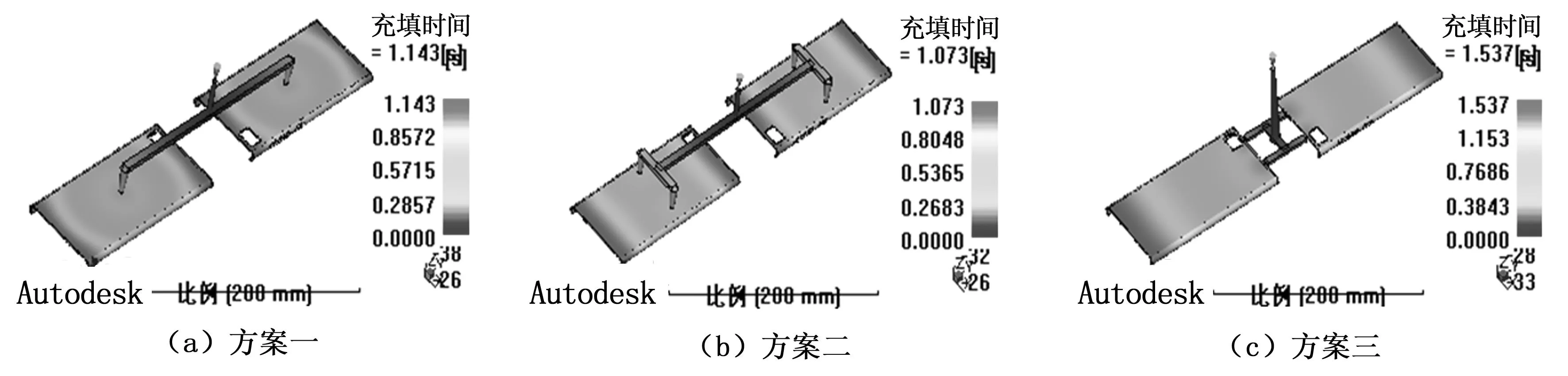
图5 充填时间
3.2熔接痕
熔接痕是充填过程中两股相向或平行的熔体前沿相遇形成的缺陷,它不仅影响制品的外观质量,而且导致表面裂纹、力学性能下降等[8]。制品上应该避免或减少熔接痕的存在。
由图6中熔接痕分布的位置,可以看出熔接痕多出现在制品型腔的孔周边以及壁厚较厚的位置。方案一中熔接痕共有18处;方案二中共有16处熔接痕,最大两处出现在塑件中心;方案三中大小熔接痕共有14处,最大的两处出现在两个浇口之间的中心附近。
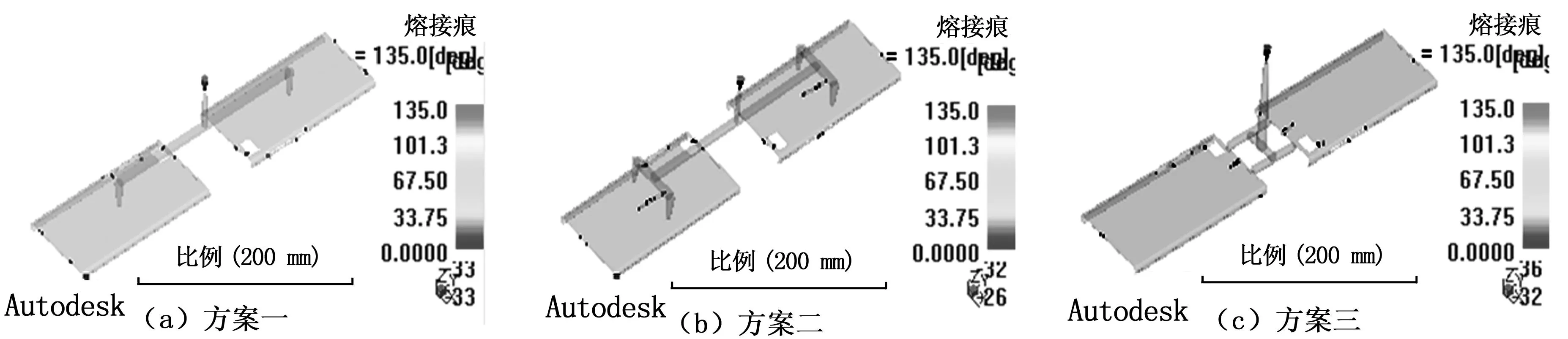
图6 熔接痕分布
3.3翘曲分析
注塑制品翘曲变形是指注塑制品的形状偏离了模具型腔的形状,它是塑料制品常见的缺陷之一。如图7所示,方案一中变形范围为0.000 5 mm~0.352 0 mm;方案二中最大翘曲量为0.293 3 mm;最小翘曲量为0.004 1 mm;方案三中翘曲变化量范围为0.007 3~0.267 6 mm。比较三个方案发现,方案一中塑件整体平面度高,局部出现较大翘曲变形;方案二在方案一的基础上,最大翘曲量有所降低;方案三中发生翘曲的区域相比较于方案一和方案二都有所减少,最大翘曲量最小。
综上所述,方案一和方案二的成型周期相较于方案三缩短了大约26%、30%的时间,但是在熔接痕、翘曲分析中表现不太理想;方案三中设计的浇口是注射模经常采用的浇口形式,其优点是便于加工、便于调整尺寸,以达到最佳的注射效果。最终,确定方案三作为注射模的浇注系统更为合理。
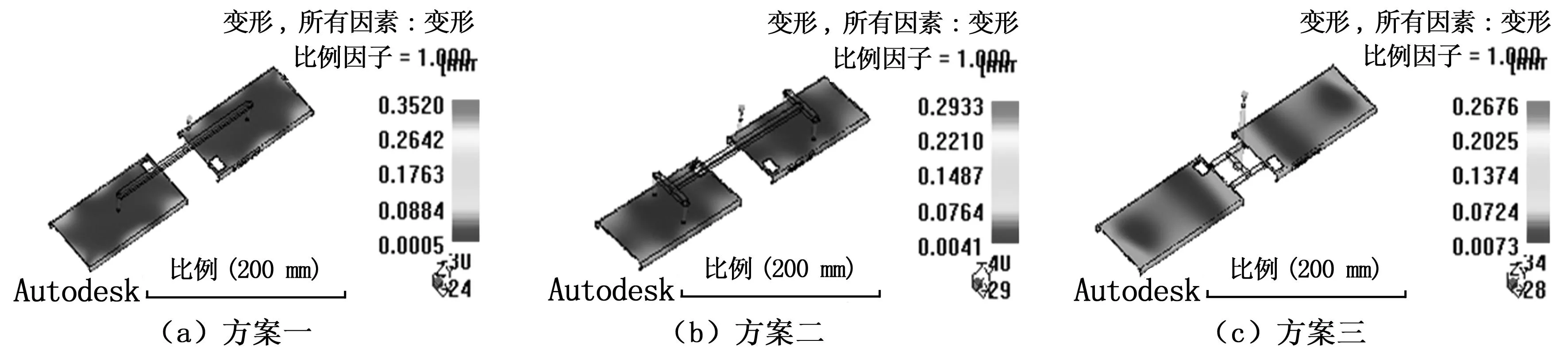
图7 翘曲变形
4 模具结构设计
4.1浇注系统方案与模具结构
将最终确定的浇注系统方案,通过UG软件进行具体设计并应用于注塑模中,如图8、9所示。浇注系统的开口设置在定模板上,而浇口的开口设置在动模板上,方便在塑件注塑成型过程完毕之后顶出。
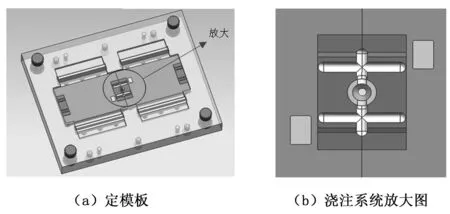
图8 动模板及浇注系统开口放大图
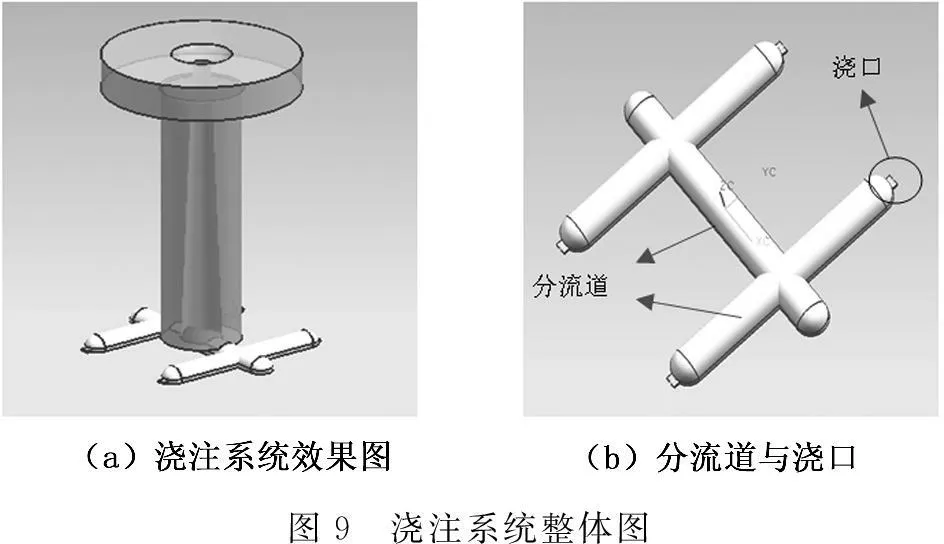
图9 浇注系统整体图
4.2重要成型零部件
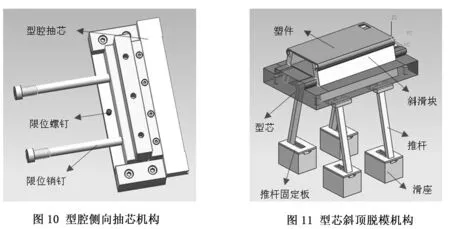
如图10所示,型腔部分采用侧向抽芯进行分型,因滑块长度较长,故采用斜拔块的方式进行侧向抽芯机构的设计。在模具开模中,借助斜拔块作为侧向抽芯的动力,在导滑槽导向下,带动滑块向外侧移动,以实现退出倒勾的目的。
如图11所示,推杆与斜滑块连接成一体,安装在型芯和动模板的斜方孔内,其另一端通过螺钉与滑座固定,推杆可以在推杆固定板限制下于滑座槽内滑动。开模时,推杆在滑座槽内滑动,迫使斜滑块沿导滑槽进行斜向运动,从而完成侧向抽芯动作,并辅助推出制品。
4.3模具装配
最后将零部件进行装配,如图12所示。
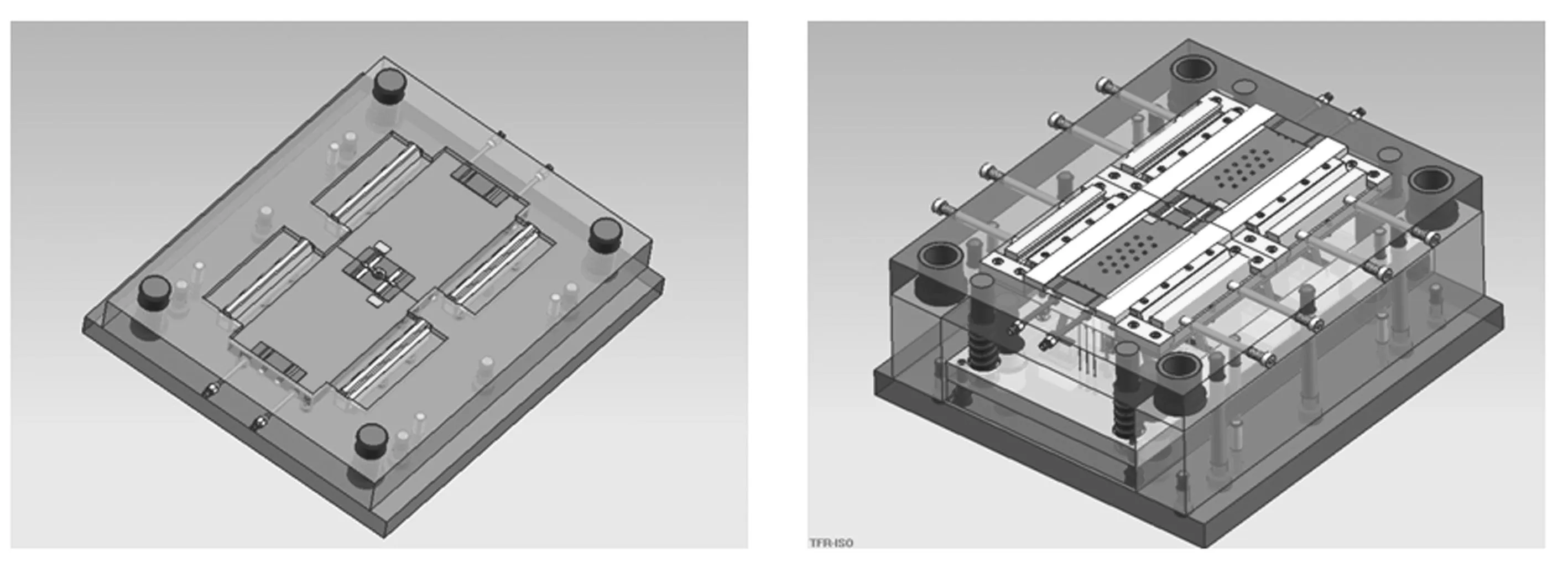
图12 模具定模与动模装配图
5 结束语
在对手机保护壳注塑模进行设计之前,运用Moldflow软件对设计出的3种不同浇注系统方案进行了注塑成型过程模拟。在经过冷却、充填、保压、翘曲分析之后,获得了CAE分析结果,并对比3种浇注系统方案在充填时间、熔接痕、翘曲变形上的优劣。结果发现方案一、方案二成型周期更短,但是在熔接痕、翘曲变形分析中表现不太理想;方案三熔接痕数量少且翘曲变形量最小,对比之下更能满足制品要求。因此,将方案三设计的浇注系统应用于注射模设计中更为合理,既提高了一次试模成功率,又节省了浇注时间。
参考文献:
[1]陈海丽.CAE技术在轿车保险杠浇口设计中的应用[J].轻工机械,2011,29(6):8-13
[2]郑兴夏,孟兵,黄军.基于CAE 分析的汽车后门手柄盖注射模设计[J].模具工业,2010,36(10):43-46
[3]宫纪明,李一平.基于CAE 技术的聚氨酯弹性体制品模浇口设计分析[J].宿州学院学报,2014,29(3):82-85
[4]刘玲,王晓晶.基于CAD/CAE的手机后盖注射模具优化设计[J].工程塑料应用,2011,39(12):78-80
[5]孙丽娟,刑东仕,黄专,等.Moldflow在注射模设计中的应用[J].模具工业,2010,36(3):41-45
[6]申长雨.注塑成型模拟及模具优化设计理论与方法[M].北京:科学出版社,2009:5-8
[7]洪慎章.实用注塑模设计与制造[M].北京:机械工业出版社,2010:76-80
[8]张克龙.基于Moldflow减轻或消除汽车储物盒熔接痕的解决方案[J].模具工业,2014,40(7):65-68
(责任编辑:汪材印)
作者简介:董坤(1990-),江苏淮安人,硕士研究生,主要研究方向:注塑模具CAD/CAE、材料成型装备设计。
基金项目:国家特色专业建设点“机械设计制造及其自动化”(TS10310)。
收稿日期:2015-07-10
中图分类号:TG320.662
文献标识码:A
文章编号:1673-2006(2015)10-0096-04
doi:10.3969/j.issn.1673-2006.2015.10.026