
水泥厂辅机除尘系统的优化
2015-12-21 09:42:52任鹏
新世纪水泥导报 2015年1期
任 鹏
天津水泥工业设计研究院有限公司,天津 300400
水泥厂辅机除尘系统的优化
任 鹏
天津水泥工业设计研究院有限公司,天津 300400
水泥厂辅机除尘系统达不到预期效果时,往往归咎于除尘器本身性能的优劣,而很少研究和检查除尘系统的设计是否合理和正确。为了使除尘系统设计正确合理,对需要处理的风量、吸风罩或与尘源设备连接的管道的结构,以及风管的规格和走向的确定,都要做到有理有据。
辅机除尘 吸风罩 捕捉速度 集中除尘 分散除尘
0 引言
水泥厂的辅机是指除回转窑、熟料冷却机和磨机等主机以外的其他辅助工艺生产设备。水泥厂的主机和辅机,在生产过程中,特别是干法生产的水泥工厂,都不免会产生大量的含尘气体。为了防止含尘气体污染环境,和危害工作人员的身体健康,不论是主机还是辅机都要求在负压下操作,且排出的含尘气体都需经除尘器净化后排入大气。
一条完整的预分解窑水泥生产线大小除尘设备约有40~50台,其中主机的除尘设备只占4~5台,而辅机的除尘设备占绝大多数。主机的除尘设备虽然只占少数,但是主机的除尘有处理风量大、含尘浓度高和温度较高等特点,备受重视。有关主机的除尘技术,许多期刊和专著都有大量的论述,所以本文仅就辅机除尘有关问题加以讨论。
水泥厂辅机的粉尘点很多,包括原料和燃料的卸料、原料的破碎和筛分、原料的储库、磨机的喂料和卸料、生料粉的均化和储库、煤的破碎和储存、熟料和石膏的破碎储存和卸料、水泥的储存和运输以及水泥包装和发运等。虽然辅机处理风量和含尘浓度较低,而且处理气体多为常温,相对于主机的除尘来说比较有利,但是由于尘源点多,也比较分散,而且排放出的粉尘直接危害工人的身体健康,所以也要引起足够的重视。
辅机除尘系统一般由吸风罩、风管、除尘器、风机和烟囱等所组成。整个系统通过风机产生的吸力,将含尘气体吸入吸尘罩,经风管进入除尘器净化后通过烟囱排入大气。常见的除尘系统见图1。
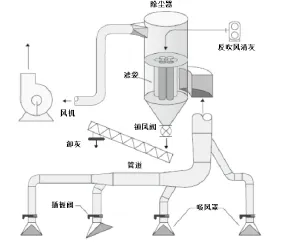
图1 水泥厂辅机常见的除尘系统
当辅机除尘系统达不到预期效果时,往往归咎于除尘器本身性能的优劣,而很少研究和检查除尘系统的设计是否合理和正确。由于忽视这些问题,所以经常会出现下列情况:
(1)管道频繁出现积灰堵塞;
(2)吸风罩的吸风点不合适;
(3)吸风点往外喷灰;
(4)作业区粉尘弥漫;
(5)作业区地面有粉尘沉积;
(6)清灰效果不佳;
(7)烟囱粉尘排放超标;
(8)长期出现故障而且故障重复出现。
为了使除尘系统设计正确合理,对需要处理的风量、吸风罩或与尘源设备连接的管道的结构,以及风管的规格和走向的确定,都要做到有理有据。为此,本文就辅机除尘系统优化设计的要点进行阐述。
1 含尘气体量的确定
为了捕集尘源点的扬尘,首先要确定抽吸的风量,如果抽吸风量过大,会将产品物料吸入除尘系统,甚至将大颗粒的物料吸起,这样不仅会增加除尘器的负荷,还会加速管道及其附件的磨损,所以确定合适的除尘风量十分重要。水泥厂辅机的除尘风量和含尘浓度见表1[1][2]。
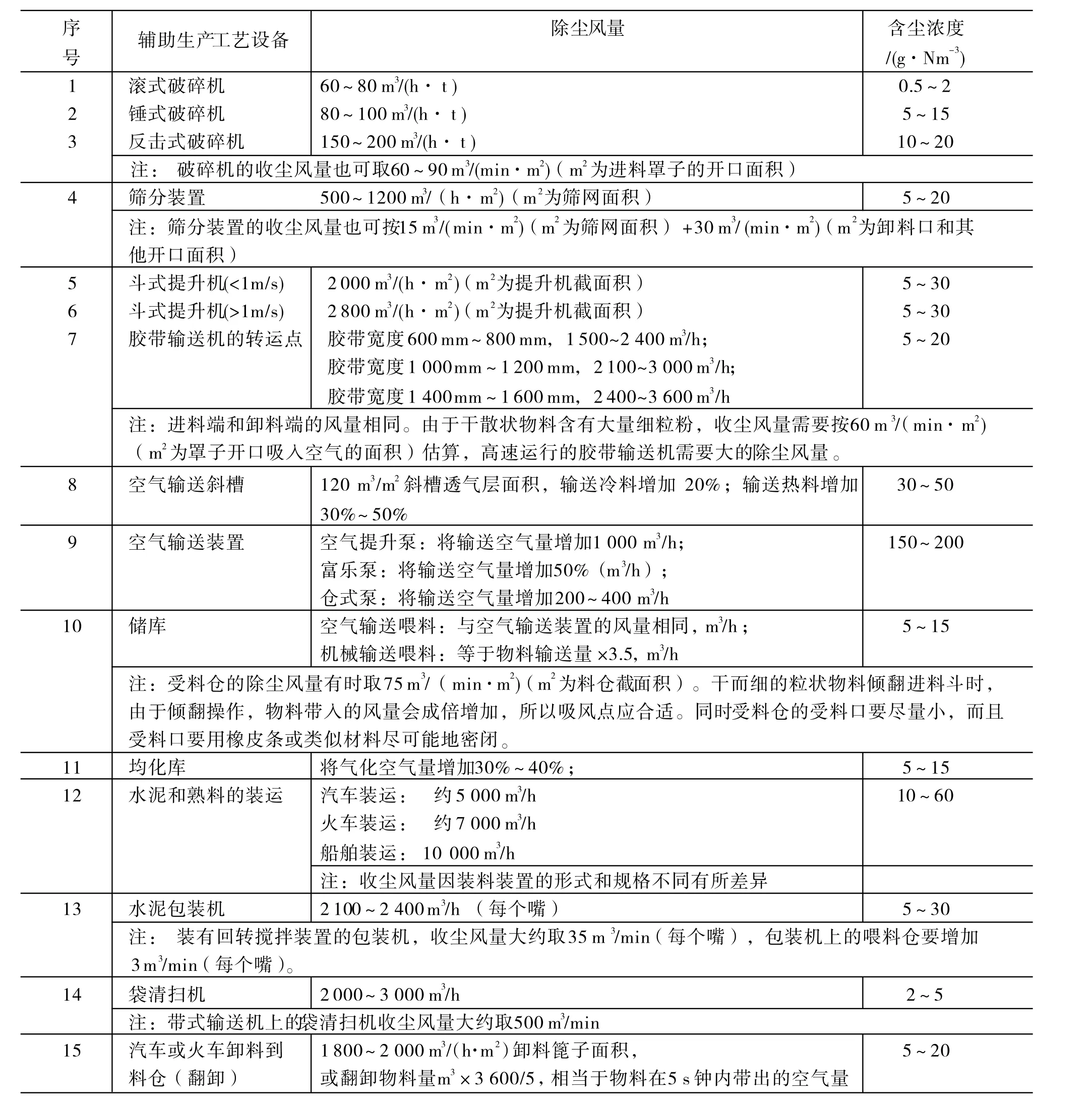
表1 水泥厂辅助设备的除尘风量和含尘浓度
2 吸风罩或设备连接风管的设计要点
许多设计者,对捕集的粉尘如何处理的关心程度,胜过如何降低尘源点被捕集气体的含尘浓度。如果吸风罩和设备连接件设计不正确不合理,不仅不能有效控制扬尘,还会将大量物料吸入除尘系统。出现这种不利情况后,除导致降低生产系统的产量外,还会加速管道及其附件的严重磨损,以及除尘器频繁清灰,增大功率消耗和降低滤袋的使用寿命等。
吸风罩有完全密闭式和不完全密闭式之分,而水泥厂除尘的吸风罩多为完全密闭式。即使采用不完全密闭式,也要采取一定措施,尽量减少吸入风量,如胶带机转运点吸风罩的四周都要增设防尘帘。
2.1 吸风罩一般遵循的设计原则
(1) 密闭吸风罩的形式,应根据工艺设备的结构、生产操作条件和处理气体的特性等因素确定。
(2)吸风罩要能有效地控制含尘气体不致从吸风罩逸出,同时要避免吸出物料。
(3)吸风罩的收缩角≤60°,从吸风罩出口到调节阀前尽量设一段直管,其长度应是管径的3倍。
(4)吸风罩不宜靠近敞开的孔洞(如操作孔、观察孔和出料口等),以防止抽出与除尘无关的气体。
2.2 吸风罩的设计三要素
设计三要素包括捕捉速度、吸风罩或设备连接风管的面积,和吸风点的合适位置。
2.2.1 捕捉速度(catch velocity)
所谓捕捉速度是指在尘源点将含尘气体吸入吸风罩和设备连接件的最小风速,是确定吸风罩尺寸的重要依据。水泥厂吸风罩捕捉速度的建议值见表2。

表2 水泥工厂吸风罩捕捉速度的建议值
表2中的的建议值不够具体,而且波动范围也较大,应用很不方便,现将水泥厂辅机除尘的捕捉速度的经验值补充如下:
(1)胶带输送机 、提升机入仓、空气输送泵入仓2.5 m/s;
(2)空气输送斜槽入仓1.5 m/s;
(3)库或仓到振动输送机1.27 m/s(砂及类似物料),2.54 m/s(颗粒物料);
(4)空气输送泵小仓1.52 m/s;
(5)筛2.54 m/s;
(6)斗式提升机: 斜槽进料1.52 m/s;胶带机进料1.54 m/s; 提升机进料2.54 m/s;
(7)包装机:包装仓1.27 m/s, 包装机1.0 m/s;集灰斗1.27 m/s, 篦式输送机 3.3 m/s。
2.2.2 吸风罩或设备连接风管的面积
设计吸尘罩和与设备的连接管道时,可采用相同的公式。但是,根据设计理念不同,应用公式也有所差异。吸风罩外形示意见图2,其吸风量Q的计算式如下:

与设备连接的法兰端

式中: Q—吸风罩吸风量,m3/s;
Vc—捕捉速度,m/s;
X—距尘源点的距离,m;
A—吸风罩面积,m2。
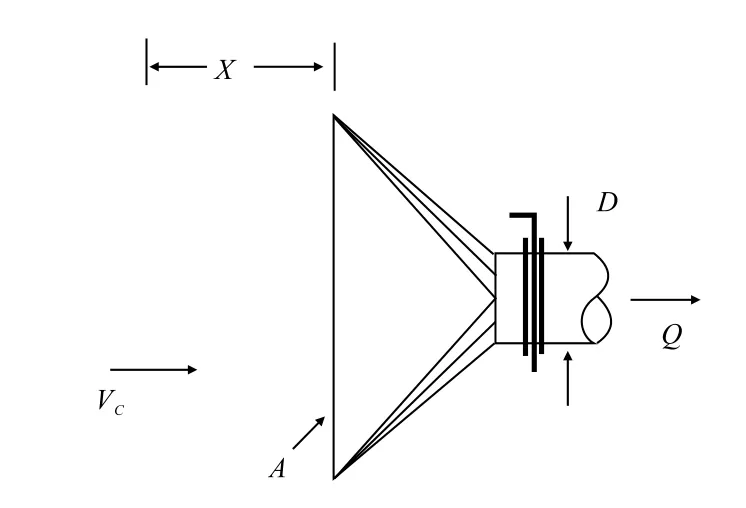
图2 吸风罩外形示意图
与设备连接吸风管道规格的确定,为获得所需的风量,其捕捉速度要尽可能取小值。计算出的风量要参照表1中的数据,取二者之中的最大值。
采用直管连接的吸风管见图3。这种连接方式是水泥厂最常见的,可能也是最不好的吸风方式。这种直管连接会导致距输送物料点的捕捉风速很高,这将大大地将产品从工艺设备中吸起,其后果是引起管道严重磨损和增大除尘器的负荷,所以用直管连接要尽可能避免,其优化后的吸风管见图4。
例如一除尘系统的处理风量为1.27 m3/s,捕捉速度取1.0 m/s,管道风速取18 m/s时,计算出的风管直径为300 mm。如果采用如图2的直管连接,为减少吸起物料,则距尘源点的距离最小为400 mm。如果采用如图3改进后的吸风罩(连接端900 mm×900 mm),则距尘源点的最小距离减少为300 mm。
图3 直管连接的吸风管
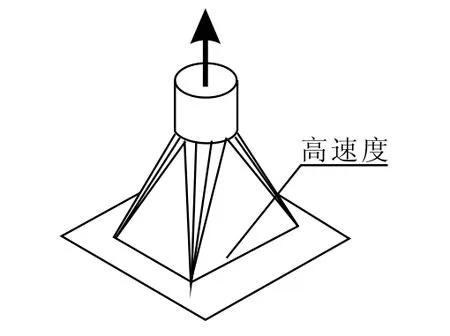
图4 改善后的吸风管
2.2.3 吸风点位置的确定
吸风点位置的确定,对除尘系统的效果起决定性作用。但是,这一重要问题往往被设计者所忽视,因此许多吸风点多选择在距含尘浓度很高的部位。例如斗式提升机除尘系统的吸风点,选择在距下料点很近的位置。因为在这个位置,物料流经卸料口进入下料溜子,产生的气体含尘浓度很高。致使加速管道的磨损和滤料的过早损坏。如果提升机的高度大于10 m,吸风点应选择在头轴的下方,二次吸风点应选择在尾轴的上方,见图5。总之,除尘系统捕集高浓度含尘气体不是目的。
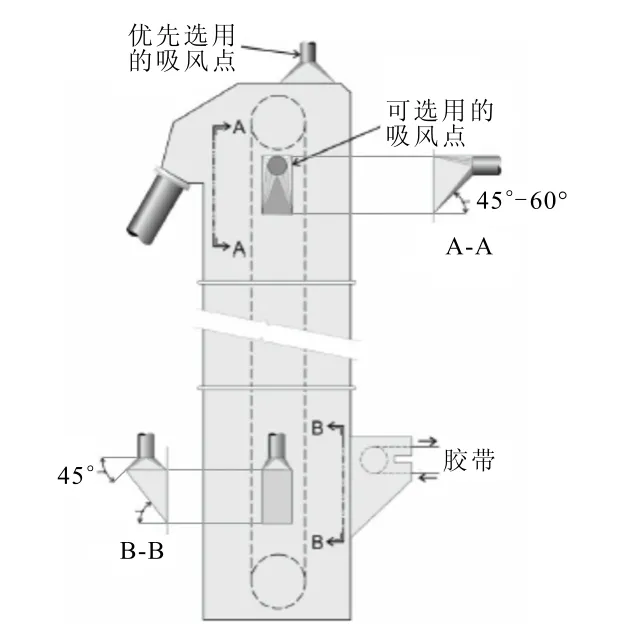
图5 斗式提升机的正确吸风点
2.3 吸风罩结构和吸风点位置对除尘系统的影响
现再就胶带输送机的吸风罩结构和吸风点位置对除尘系统的影响加以说明。
图6表示吸风管是采用直管与胶带机的防尘罩直接连接,这种结构的吸风点距胶带机上的物料很近,必然会将物料吸起,其后果是加大管道磨损和增加除尘器的负荷。
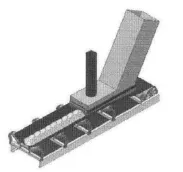
图6 直管与胶带机的防尘罩直接连接
图7 表示吸风管与胶带机的防尘罩不是采用直管连接,而是改为四周为垂直壁的吸风罩,同时吸风点距下料点位置也延长了,这种结构显然会降低捕捉速度,因而吸起的物料量也会相应减少。
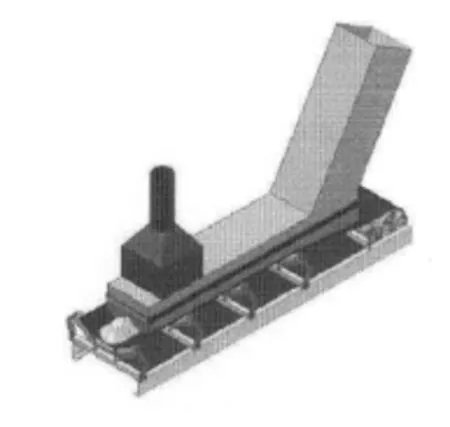
图7 与胶带机的防尘罩非直管直接连接
虽然图7连接的结构有所改善,但是吸风罩与胶带接触面积还不够大,下料冲击胶带的速度并未降低,含尘浓度仍较高。所以最佳结构是将吸风罩四周垂直壁改为小于60°的斜壁,见图8。假设图7中吸风罩垂直壁每边的宽度为457 mm,则图8中吸风罩斜壁每边宽度增大到610 mm。这样增大了与胶带的接触面积,可进一步降低气体含尘浓度,对除尘系统十分有利。
3 管道的设计要点
3.1 管道风速
管道直径的确定,取决于处理风量和管道风速。水泥厂管道风速取决于所输送的物料,一般粉尘15~18 m/s,爆炸性粉尘18~24 m/s。一般倾斜管段12~16 m/s,水平管段18~22 m/s,垂直管段8~12 m/s。烟囱出口风速最好≤12 m/s。管道直径最小为130 mm,石灰石、矿渣和水泥粉尘管道的斜度为60°,熟料为45°。管道最小钢板厚度为3 mm。
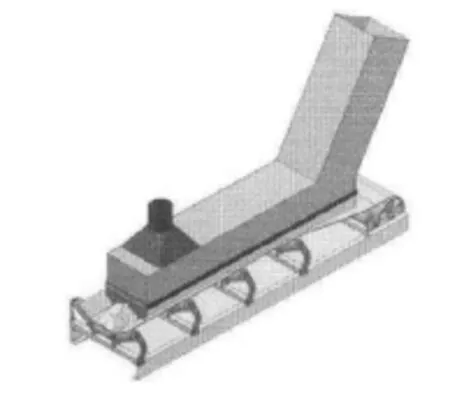
图8 胶带机防尘罩改进后的结构
管道出现积灰堵塞的故障,主要是管道设计没能根据物料性质、管道的走向和斜度来选取风速。
3.2 管道布置和走向
除尘系统设计对管道的布置和走向,一般没有过多考虑。无弯头和直线管道是最理想的,这种直线管道材料消耗少和运行费用低。这是因为每增加一个额外弯头或增加直管的额外管段,都将增加除尘系统的阻力,就意味着增加电耗和运行费用。而且额外的管道附件和额外管道长度,还会增加安装材料和人工费用。
例如一除尘系统的处理风量为2.74 m3/s,原设计的管道布置和走向如图9所示。不仅管道走向的弯头多,而且额外管段也长,系统中的负静压为1 481 Pa。管道系统改进后如图10所示。弯头和额外管道都减少了,所以系统中的负静压降低为1 042 Pa。这意味着每年至少可节省电费7 500元。
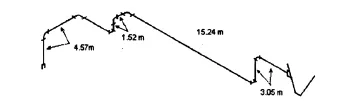
图9 某除尘系统管道的布置和走向
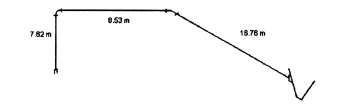
图10 某除尘系统改善后的管道布置和走向
4 集中除尘还是分散除尘
辅机除尘系统有两种方式,即集中除尘系统和分散除尘系统,这两种方式各有优缺点。
4.1 集中除尘系统
所谓集中除尘是指多个尘源点共用一台大的除尘器,每个尘源点的处理风量,通过各自管道汇集到总管进入除尘器。这种除尘系统的除尘器,通常安装在车间厂房的较高层,通过管道连接同楼层或低层设备的尘源点,往往由于空间的限制,有的管道通过建筑物很费劲才能进入除尘器,见图11,多见于早期兴建的水泥厂。这种除尘系统的管道一般较长、弯头多、阻力大,而且各个支管的阻力不易平衡。阻力大的支管吸风量就少,这是有些吸风点形成正压往外喷灰的主要原因。所以有的文献规定一台除尘器连接的尘源点不要多于6~8个,丹麦F·L·Smidth公司规定不多于5个。但是这种除尘系统的除尘器投资较低。
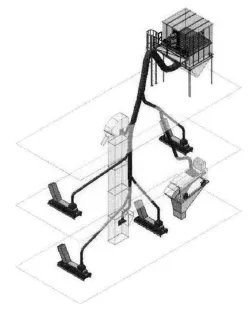
图11 集中除尘系统
4.2 分散除尘系统
所谓分散除尘系统,是指除尘器安装在每台需要通风除尘设备的附近。无疑这种除尘系统一次投资比集中除尘系统要高。但是这种除尘系统有独特的优点,即安装容易,系统阻力较小,运行费用低,而且系统改造有很大的灵活性。随着类似胶带机小型除尘机组出现,现代水泥厂采用分散除尘系统的越来越普遍,见图12。
集中除尘系统和分散除尘系统的比较见表3。
5 结束语
辅机除尘系统设计有许多方面影响其性能和使用寿命,其中管道是最后安装的部件,往往是其中最容易被忽视的重要问题之一。管道和风机系统设计不良,将长期影响运行和维护费用。改进现有
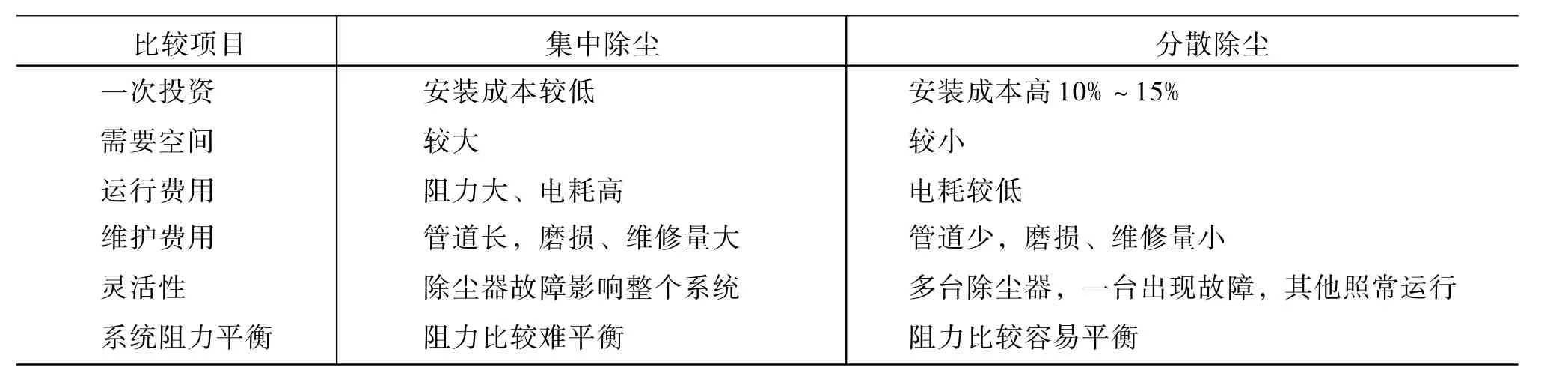
表3 集中除尘系统和分散除尘系统的比较
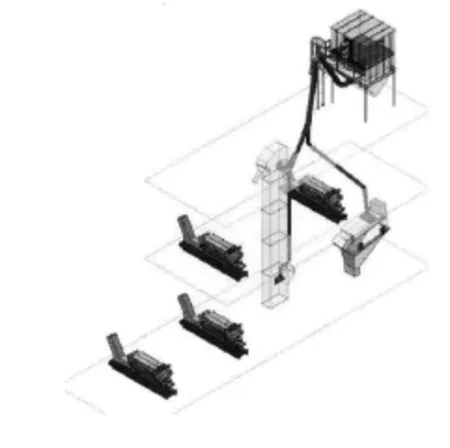
图12 小型除尘机组和除尘器相结合的分散除尘系统
除尘系统的吸风罩和管道,会大大提高其可靠性,甚至对工艺生产设备的性能也有所改善。
不论是新设计的还是现有的除尘系统,重视上述所涉及的几个方面,都会取得优化除尘系统性能的效果,而且也会提高管道、除尘设备和过滤介质等的性能,延长使用寿命。
[1] 刘后启, 窦立功, 张晓梅, 等 . 水泥厂大气污染物排放控制技术[M] . 北京: 中国建材工业出版社, 2007.
[2] Otto Labahn.Cement Engineers,Handbook[M] .Bauverlag Gmbh,1983.
2014-09-20)
TQ172.688
B
1008-0473(2015)01-0028-06
10.16008/j.cnki.1008-0473.2015.01.008
猜你喜欢
机械制造(2021年12期)2022-01-06 06:35:54
中国铸造装备与技术(2021年6期)2021-12-02 13:36:50
昆钢科技(2021年6期)2021-03-09 06:10:26
工业技术创新(2020年1期)2020-10-21 06:00:55
水电站设计(2020年3期)2020-09-23 07:17:10
山东化工(2020年9期)2020-06-01 06:56:48
外语学刊(2017年3期)2017-12-07 01:45:38
陕西理工大学学报(社会科学版)(2017年1期)2017-03-02 10:50:35
中国科技博览(2016年27期)2017-01-23 04:18:13
佛山陶瓷(2015年10期)2016-03-07 07:13:12
