
窑尾高温气体分析仪的应用维护
2015-12-21 09:43:30张智勇
新世纪水泥导报 2015年1期
张智勇
云南红塔滇西水泥股份有限公司,云南 大理 671000
窑尾高温气体分析仪的应用维护
张智勇
云南红塔滇西水泥股份有限公司,云南 大理 671000
窑尾高温气体分析仪监测到的数据能实时指导中控实现对烧成系统的科学控制和操作,确保系统最大化地实现高效低耗高质量生产。在运行当中,该仪器会出现测量气流量低或无,气体冷凝器报警,有流量但CO、NOx、O2含量为零或极低,取样管路、探头滤芯堵塞等故障,以及冷却系统油温度高、冷却油流量低等故障。维护中还发现自动反吹控制系统设计不完善、安装位置不合理等问题。《4号窑高温气体分析仪维护管理规定》的出台和实施,对该仪器的正常有效使用起到了保障作用。
高温气体分析仪 探头 故障 维护
0 引言
窑尾高温气体分析仪是通过在线连续提取、处理和分析窑尾烟室气体中的O2、CO和NOx的百分含量或ppm值,来实时监测回转窑内的煅烧状况。如果窑内煅烧的温度过高或热工波动过大,不仅会增加燃煤消耗,甚至还会损坏窑耐火砖;如果窑内煅烧的温度过低,就会造成熟料夹生,严重影响熟料的质量。窑尾烟室气体分析仪一方面可以帮助主操实时了解窑内的煅烧状况和燃煤的燃烧状况,指导工艺操作,及时采取措施,根据CO的含量,实时调节窑头的喷煤量和送风量,以便使燃煤完全燃烧,获得最大限度的热效率;也可以根据NOx的ppm含量合理调节窑头喷煤量的大小,以防止窑内热工的异常现象。另一方面,窑尾烟室气体分析仪还有利于中控操作人员掌控整个煅烧过程的信息,作出综合的判断,从而指导具体的操作,提升主操精细化操作的能力,最大化地实现高效低耗高质量生产。因此,窑尾烟室气体分析仪在大多数水泥企业得到应用。本文就窑尾高温气体分析仪应用维护的经验进行总结。
1 系统组成
我公司4号窑窑尾采用FLK Gas Sampling System移动式高温气体分析仪,可对O2、CO和NOx等气体浓度进行在线的、连续的测量和分析,该设备由移动式高温采样探头、探头油冷却系统、探头吹扫气路系统、样气预处理系统、样气分析系统、PLC检测控制系统等部分组成。
1.1 控制系统和气体分析系统
控制核心采用S7-300系列PLC,保证系统控制的可靠性。
气体分析系统采用ULTRAMAT23气体分析仪表头,具有零点自动标定和优良的稳定性、选择性和高的灵敏度。分析仪柜主要由ULTRAMAT23气体分析仪表头、抽气泵、冷凝器、蠕动泵、过滤器等组成。冷凝器系电子式制冷。冷阱温度控制在0~8 ℃,冷阱设计精巧,性能可靠,可保证在恶劣现场条件下连续无故障运转,保证系统在排水过程中取样分析不失真。
1.2 多级气体过滤系统和高温采样探头
多级气体过滤系统滤芯采用碳化硅陶瓷烧结而成。滤芯孔径小于2μm,过滤精度高,不易堵塞。其中密封材料采用特殊硅橡胶,耐高温、防腐蚀、密封性能好,保证了其在高温下正常工作。窑尾烟室温度高(可达1 300 ℃),粉尘含量大(标况下可达2 000 g/m3)。
高温采样探头采用马达、丝杆配套的行走机构,保证了探头伸进、退出取样口的灵活性。同时配备了气动马达,保证系统在断电情况发生时拉出高温探头,以保护设备。移动式采样探头采用专用采样探头。闭环油冷却循环系统、自动探头伸缩装置、取样探头吹扫阀组装臵及前臵式电加热除尘过滤器等构成探头、进出装置、样气处理单元、反吹单元等,由一台西门子S7-300控制协同工作。
1.3 反吹系统和高温油冷系统
反吹系统采用脉冲冲击吹扫方式以清理粉尘。取样探头吹扫采用目前国际上先进的内、外脉冲式振动吹扫技术。整个反吹装置集中安装在取样探头控制箱内,并配备了压缩空气储气罐,以确保反吹时有足够的压力和流量,保证反吹质量。探头行走单元上吹扫控制箱,门上有两个按钮,绿色按钮为开始吹扫,黑色按钮为停止吹扫,用于手动控制吹扫,独立于自动吹扫周期之外,随时可以手动吹扫探头。
高温油冷系统采用特殊冷却介质(耐高温导热油)持续循环,不断将探头部分热量带至冷热交换器,实现了探头始终处于一个合适的温度段,保证分析系统持续采样分析。移动式采样探头采用常压热管原理,探头夹层内有循环冷却介质——专用冷却油,由高温泵驱动将探头热量由冷却油带至前处理柜中的换热器,外循环冷却油将热量带走,保证探头可长时间在1 800 ℃条件下连续工作不致烧坏。检测冷却油温度,自动调节冷却油流量可以稳定地控制探头的工作温度。油冷却系统由C7-613控制器、油泵、油泵变频器、冷却风扇、流量计、温度计等组成。
2 常见故障的处理
2.1 运行当中测量回路常见的故障与处理
(1)测量气流量低或无,导致分析仪工作异常。主要原因可能是采样探头堵塞或探头过滤器堵塞,可以手动启动吹扫,如无改善,则应检查气体导管或抽气泵、各种过滤器等,查看有无堵塞或有泄漏;如果没有改善应更换探头过滤器。根据运行经验,探头顶部取样口和探头过滤器是较容易堵塞的部位,遇到这种情况,一般用压缩空气吹洗导管或用机械方法清除探头顶部取样口结皮。
(2)气体冷凝器报警。冷凝液排放高位报警,主要原因是冷凝液排出管堵塞,也有可能是自动排放时间设置太长。处理办法:清通堵塞,更改设置。冷凝器在正常温度范围内不工作,则需检查冷凝器各部分。
(3)有流量但CO、NOx、O2含量为零或极低。这种情况的产生一般有两种原因:第一为样气管路有漏气导致抽气泵抽入的是空气或含有空气的样气;第二为分析仪U23零点漂移或有故障。
(4)经常查看探头过滤器加热器和伴热带工作状况,如果不工作将导致管路积水而堵塞。探头过滤器电加热器工作温度为200 ℃,伴热带温度110 ℃。
(5)吹扫用压缩空气所含水分过大将导致取样管路、探头滤芯堵塞,日常巡检中应经常给储气罐排水。
2.2 运行当中常见冷却系统故障与处理
(1)油温度高报警,则应查看油位和流量是否正常、热交换器工件是否正常,还有一种可能是热交换器效果不佳。热交换器效果不佳多为散热片蒙尘结垢,为散热器清灰即可。冷却油的工作温度为130~220 ℃,油温超过180 ℃冷却风扇将启动。
(2)冷却油流量低,则应查看油位、冷却油管路有无泄漏、冷却油泵是否损坏;查看C7控制器有无其它故障报警。冷却油流量偏低,出现此报警且油泵无法重新启动时,需要往油箱内加冷却油,油箱上有指示箭头,箱内冷却油不要超过180 ℃指示箭头。油冷系统的故障排除后,按下控制面板上的“Enter”键消除液晶显示屏上的报警指示,按下控制箱最右边的红色“Alarm/Reset”键熄灭故障灯,然后按下白色“Start”键重启油泵。
(3)探头进出装置故障 ,则应查看电气有无报警,机械是否正常。根据运行经验防火门磁性开关状态不能保持,油冷却系统有故障,探头不能进入出现的时候较多。
(4)在分析系统的校准过程中,分析仪显示变化或只有微小的变化。故障的原因可能是气体导管、过滤器或其他单元受污染、堵塞或泄漏。
(5)还有一种可能是分析仪内红外检测单元、氧传感器等出现故障,应返厂维修。如果出现“传感器电压太低”故障报警,则要检查氧传感器的电压值是否大于9 mV,如果低于5 mV就不能使用,必须更换氧传感器。
3 运行维护中出现的问题
(1)自动反吹控制系统设计不完善。由于窑尾工作条件极其恶劣,系统设计有反吹清扫气的自动控制,以解决分析仪因取样探头堵塞而无法工作的问题。分析仪投入运行后,取样装置每取样气0.5 h,就应进行自动反吹清扫取样管及过滤器1 min。反吹清扫期间,系统内的抽气泵停止运行,仪器输出的数据则保持反吹前测定的尾气氧气含量。但反吹结束后,系统没有设计排空时间,而是直接进入采样,这样因为管道中残留有空气,分析系统分析出空气的成分,记录的曲线波动比较大。如果能设计成当自动反吹结束后,系统首先进行排空20s,20s后仪器正常运行,这样分析的曲线就比较真实。
(2)安装位置不合理。探头如果刚好安装在下料口的位置,料层比较容易堆积,结皮比较厉害,每两小时就得人工手动推出清理结皮一次,如果能把探头往上移动1 m左右,从图1中A位置移动到B位置,就能有效避开料流,探头堵塞和结皮的情况将会明显减少。
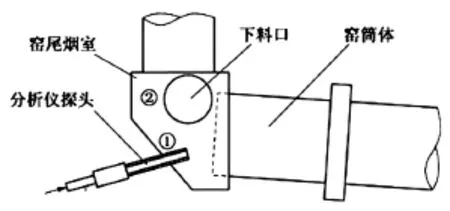
图1 取样探头安装位置示意图
(3)由于起初安装时没有经验,安装位置在右边,刚好在下风口,窑尾出现漏料的时候,灰尘比较大;如果安装在左边,是上风口,同时可以避开料流的冲击。
(4)由于现在的安装位置刚好在下料口,料层堆积比较严重,于是在取样探头的正下方,增加了一个空气炮,定时清理堆积的料,有一定的效果。
(5)压缩空气要干净。由于雨季空气湿度大,压缩空气中水分含量大,容易造成堵塞,反吹对压缩空气质量要求比较高,因此采用了三级过滤、定时排水等相关措施,保证了压缩空气的干净。
(6)把探头比较关键的信号“在窑内”、“在窑外”、“反吹”“故障”等送到中控显示、报警,实时提醒主操人员。
(7)为了加强对探头的监管力度,在探头采样区域安装了监控摄像头,有效地保证了探头的正常运行和岗位人员定时清堵的工作。
4 巡检维护
为了更好地维护、使用好气体分析仪,我中心为此出台了《4号窑高温气体分析仪维护管理规定》,指定了中心第一责任人、设备主要负责人、设备后备负责人负责该设备的日常维护和管理工作。要求烧成车间预热器岗位人员单点每隔2 h现场对机械设备巡检一次,要求对探头退出清堵、监控油压及气压等;中心运行班双点每隔4 h对设备电气进行现场巡检一次,要求仔细察看高温探头采样系统、反吹系统、预处理系统、分析系统和油冷却系统等各系统功能的运行状况,发现问题及时处理,若不能处理应及时上报中心相关负责人员,由中心统一安排专人处理。由设备主要负责人每月定期标定校准分析仪一次,确保分析结果的真实性,并做好相应的校准纪录。同时自控中心和烧成车间都加强了对设备巡检维护的督促管理,定时抽查现场监控设备。该设备能否使用好,关键是对该高温取样探头系统的运行维护。
5 结束语
窑尾高温气体分析仪监测到的数据能实时指导中控实现对烧成系统的科学控制和操作,确保系统最大化地实现高效低耗高质量生产。但窑尾高温气体分析仪的安装位置和反吹控制系统设计不得脱离实际需要,更要关注分析仪测量回路、冷却系统的正常运行。我公司《4号窑高温气体分析仪维护管理规定》的出台和实施, 对该仪器的正常有效使用、功能的发挥起到了保障作用。
2014-08-25)
TQ172.66
B
1008-0473(2015)01-0050-03
10.16008/j.cnki.1008-0473.2015.01.013
猜你喜欢
流程工业(2022年3期)2022-06-23 09:41:06
空间科学学报(2021年6期)2021-03-09 06:20:14
铁道通信信号(2018年5期)2018-06-28 03:06:12
电子测试(2018年9期)2018-06-26 06:45:56
趣味(语文)(2018年2期)2018-05-26 09:17:55
汽车维护与修理(2016年10期)2016-07-10 08:17:41
小学生·多元智能大王(2015年3期)2015-05-25 11:31:43
汽车维护与修理(2015年6期)2015-02-28 12:17:04
自动化博览(2014年12期)2014-02-28 22:34:26
自动化博览(2014年11期)2014-02-28 22:34:05
