
硬盒内衬纸缺陷自动检测剔除装置的研制
2015-12-21 08:50刘俊强孙天发
环球市场信息导报 2015年42期
刘俊强 孙天发
硬盒内衬纸缺陷自动检测剔除装置的研制
刘俊强 孙天发
Point
香烟内衬纸(俗称铝箔纸)具有防潮、防水分流失、防止烟支霉变和卷烟香气损失的作用,内衬纸缺陷会使吃味变异导致市场反馈。本文针对内衬纸是金属箔的原理,研制一套通过加装金属接近传感器,在烟包通道内安装内衬纸缺陷自动检测剔除装置,能够有效剔除缺陷烟包,提高产品质量降低市场反馈、减少职工劳动强度是无形的社会效益。
内衬纸(俗称铝箔纸)是直接包裹烟支的纸质包装材料,具有防潮、防水分流失、防止烟支霉变和卷烟香气损失的作用,内衬纸包装是香烟包装中的重要组成部分。内衬纸由成卷盘装的原材料经过压痕、裁切、输送、折叠等工序十多个包装工位,在包裹内衬纸的工艺过程中,在这个过程中由于模盒设计紧凑空间狭窄,没有安装内衬纸折叠不良的缺陷检测传感器。最终造成内衬纸有折叠缺陷的烟包流入下道工序,并导致市场反馈,严重影响企业产品形象。
一、内衬纸输送折叠包装原理
内衬纸由供纸架供给,经各导纸轮,压花辊,内衬纸被压出网纹和“PULL”字样。内衬纸接着被压出波浪形的压痕,被圆刀裁切出直向虚线状切痕,固定刀和短活动刀切出横向虚线装切痕,横向虚线切痕与纵向虚线切痕形成内衬纸的撕舌部分,经裁切后单张内衬纸后向下输送到达加速轮,完成内衬纸输送过程。
内衬纸经过输送裁切到达内衬纸定位基准,然后和烟支组一起进入二号轮,推杆把组烟和内衬纸推入二轮右侧水平位置包装模盒内。内衬纸自行折叠成U形包裹,接着旋转折叠器向烟支方向翻转,将顶、底小折角折叠好。当二轮旋转到左侧水平位置的过程中挡板把一个面折好,在推出二轮进入三轮时把另一个面折叠好,至此完成内衬纸的整个包装过程。
二、内衬纸缺陷自动检测检测剔除装置的研制方案
项目围绕内衬纸缺陷存在的样本现状进行探讨,对缺陷样本部位进行总结归类。对照缺陷样本,根据日常使用的传感器情况和网络查新,通过对比试验分析,最终选出识别缺陷检测的传感器进行应用。
通过检测识别内衬纸缺陷的控制剔除原理,选择相关电器控制单元器件类型。电器控制器件包括内衬纸缺陷样本识别传感器、同步信号传感器、剔除驱动装置、可编程序控制器、控制开关电源等。把试验的内衬纸缺陷检测识别装置,安装到设备不同位置上进行测试,通过对比识别、剔除结果,选择设备上最佳的安装位置。
三、内衬纸缺陷自动检测检测剔除装置的实施过程
3.1 内衬纸缺陷识别传感器的选择分析
根据内衬纸的识别情况进行分析,在内衬纸外露的情况下,日常使用的电感式、电容式、光电式传感器均能够检测识别,要在包裹好小盒商标纸后再次进行识别,也就是说穿越小盒商标纸能够检测里面的内衬纸,只有电感式传感器才能够检测识别。
经过进一步实验测试:最终筛选出二种类型的传感器型号分别为:E2E-X5MF1、E2E-X5MF1-M1。从经济性、稳定性综合考虑最终确定选用以上两种类型的金属传感器,用于对内衬纸缺陷检测进行自动识别。
3.2 电器控制单元器件选型及控制要求的分析
电器控制单元需要可编程序控制器、剔除电磁阀、控制电源等器件,通过对烟机上经常使用的类型进行分析,通过性能对比逐步筛选出适合的控制器件。根据可编程序控制器的日常应用、稳定性考虑选型;剔除电磁阀的响应速度和互换性选型;控制电源的电压等级和可靠性进行选择实验分析。
3.3 内衬纸缺陷检测自动剔除装置的安装位置选择
通过课题人员、技术人员、操作人员现场观察研究论证,研制的内衬纸自动检测剔除装置在小盒包装机包裹流程的工位上,没有任何空隙能够安装该装置。测量发现:烟包由小盒包装机输送到透明纸包装机的通道长达12米,最终确定在小盒包装机烟包出口通道上进行安装。
3.4 内衬纸缺陷检测自动剔除装置的安装调试
按照试验结果规划出传感器、光纤同步信号的安装位置,卸下通道挡板进行加工处理。设计加工烟包输送内外侧挡板烟包内侧下落挡板、光导纤维同步剔除气门外侧挡板零件图。
把电控器件可编程序控制器、剔除电磁阀、控制电源、保护开关等安装到电器控制柜中,按照图纸规划进行接线,测试各种信号完全正常后,进入精细调试投入使用阶段。改造后内衬纸缺陷检测自动剔除装置的立体示意图如下:
结论
调试结束后,对内衬纸缺陷烟包分时分批进行测试,缺陷识别剔除率达到了100%。在正常生产中不仅对内衬纸缺陷能够进行剔除,而且内框纸变形折叠不良的烟包也能够识别剔除出来。剔除内框纸变形缺陷烟包属于意外收获,从另一个层面上说也是对内框纸缺陷烟包的有效检测,避免了另一种缺陷烟包流入市场。
(作者单位:河南中烟有限责任公司驻马店卷烟厂)
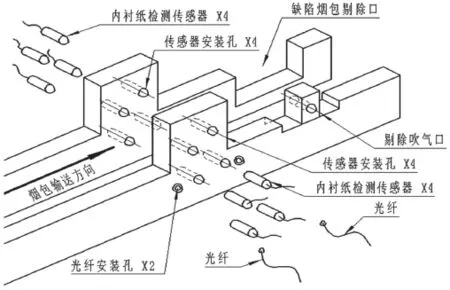
内衬纸缺陷检测自动剔除装置的立体效果图
猜你喜欢
上海电气技术(2022年3期)2023-01-04
印刷工业(2020年5期)2020-03-29
世界有色金属(2020年24期)2020-03-12
数字通信世界(2020年3期)2020-01-02
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
儿童漫画(上)(2016年7期)2016-05-13
上海铁道增刊(2010年2期)2010-06-21
知识窗(2010年7期)2010-05-14
职场(2009年11期)2009-11-11
