
Simotion D及sinamics DCM在毛纺行业走架机中的应用
2015-12-19 03:37青岛环海时代科技有限公司韩金恒
纺织机械 2015年4期
青岛环海时代科技有限公司 韩金恒/文
1 项目简介
纺织行业自古以来一直是人类社会不可或缺的一个行业,我国也不例外,作为纺织行业的一个重要组成部分,毛纺业也一直随着社会的发展而发展,毛纺机械设备也一直在随之改变,解放前我国绝大部分的自动化纺织设备都是靠进口,建国后尤其是改革开放之后,国产纺织机械得到长足的发展,但距国外设备还有一定的差距。
临沂成盛精机设备有限公司作为国产毛纺机械设备的制造商,其毛纺走架机设备在市场占有率超过50%,一直紧跟国际毛纺设备发展趋势。毛纺分毛粗纺和毛精纺,毛粗纺流程大体分为合毛、梳毛、纺锭、落纱、合股等,是将毛纺原料纺成标准纱线的过程、走架机为毛粗纺流水线的一个重要组成部分,负责纺锭的过程,是整个流程中重要的一环,设备的电气控制部分是其精华所在,是生产效率和成纱质量的保证,由青岛环海时代科技有限公司设计调试开发及技术转化。电气控制中所用西门子产品为simotionD425-2DP、多轴S120伺服系统、sinamics DCM、ET200S及MP277人机界面。设备总图如下图所示。

2 设备工艺介绍
走架机是将梳毛机生产的低强度、低伸长特性的纱线先通过出车加捻拧成一定强度及伸长特性的纱线,然后再回车把纱线缠绕到纱管上并最终纺成纱锭的设备。纱线也有各种类型,从高支纱到低支纱,大体为8~50,8支纱的意思是8米纱线重量为1克,依次类推,越高支纱越细越轻,强度越低。
设备中用到五台伺服电机及一台直流电机。
五台伺服电机分别为:1为车架电机,用于驱动几十米长的车架在3米或4米长的轨道上来回往复运动;2为退卷电机,用于驱动退卷滚筒轴旋转,将纱线从毛圈上送出,与车架有同步要求;3为罗拉电机,用于驱动罗拉轴旋转,与退卷电机协同动作并保证加捻均匀,与车架同样有同步要求;4为张力电机,用于在车架回车过程中给纱线提供张力来保证纱线纺到纱锭上时具有一定的张力;5为导纱电机,通过跟随车架电机走Cam曲线并根据不同的工艺参数来实现最终不一样的纱锭形状。
直流电机则用来驱动锭子带动纱锭旋转,实现加捻及回车时将纱线卷绕到纱锭的功能。
车架从出车到回车到位为一个运行周期,出车过程中通过罗拉及退卷将纱线从毛圈中退出,加捻完毕后,导纱轴及张力轴到达指定位置,然后回车,回车过程中,导纱跟随张力Cam曲线同步,同时直流驱动纱锭旋转将纱线卷绕在纱锭上,回车到位时,导纱及张力轴回到初始位置。每个周期运行基本类似,不过如果要实现纱锭的形状,分为打小纱阶段和打大纱阶段,打小纱阶段,即从最初纱管上没有线到纱锭直径达到设定值;打大纱阶段,即直径达到设定值之后再往上让纱锭中间成为圆柱的形状。纱锭形状及车架动画如图2 HMI画面所示。
3 控制系统构成
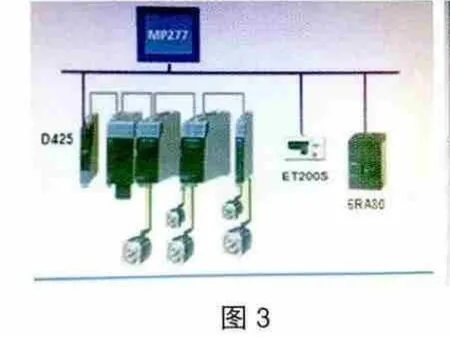
设备采用simotionD425-2DP伺服运动控制器,驱动选用S120伺服驱动系统,直流驱动选用Sinamics DCM,分布式I/O选用ET200S,人机界面选用MP277的10英寸触屏。
Simotion运动控制器是一款高端的通用型伺服运动控制器,在很多行业中都有应用,其控制性能优越强大、同步效果好,与S120伺服驱动系统完美结合,网络扩展功能强大。
S120伺服驱动系统是西门子广泛应用的一款伺服系统,其控制精度高、性能稳定。本项目采用的多轴S120伺服系统包括36KW的SLM,30A、双18A及双9A的电机模块各一台,伺服电机采用1FK7系列西门子伺服电机。
Sinamics DCM相较之前的直流驱动6RA70系列,其端子接口及通讯接口配置更加合理,性能稳定,面板及软件调试应用更方便。本项目中simotion通过DP网络与DCM本体自带的DP通讯口通讯。直流驱动采用四象限应用210A的Sinamics DCM设备。
ET200S是一款经济、灵活的小型分布式I/O设备,其占柜空间更小,用户可选更灵活。本项目中ET200S选用带DP网络接口的接口模块,外括了一些数字量I/O。
本项目的人机界面选用MP277多功能触屏面板。
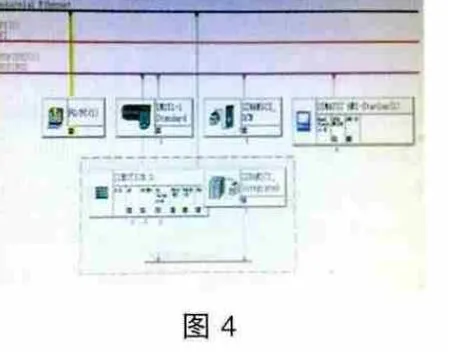
网络结构及网络组态如图3、图4所示。
4 控制系统功能
4.1 同步功能实现
本项目中轴之间同步功能分为罗拉轴和退卷轴跟随车架的Gear同步及导纱轴跟随车架轴的Cam同步。
罗拉及退卷轴在自动运行的出车过程中跟随车架做速度Gear同步,工艺要求为出车过程中罗拉及退卷的速度是要根据车架的位置不同而有所变化的,同步方式为速度同步。
导纱轴与车架轴的Cam曲线是控制的一个核心部分,关系到纱锭的成形形状及后续工序的质量,工艺要求导纱轴先由上往下打一段束缚层,然后导纱的速度随着车架的回车而向上并且速度越来越快,根据客户工艺要求将Cam曲线分为两段多项式,如图5所示。
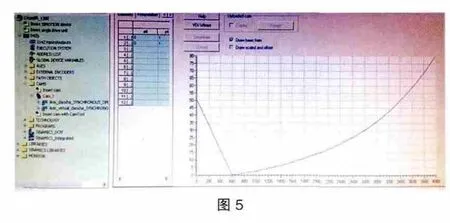
曲线设置会直接关系到纱锭成型的质量,进而会影响到后续落纱的效率。本项目中将Cam计算做成一个功能块,调用程序如下:

,FB_b_calcamOK => g_b_calcamOK);
整个曲线分为两段,第一段为直线,第二段为曲线,多项式的系数用结构中的A来赋值,结构中A定义为长实型的数组,其中第一段多项式参数在程序中定义为g_stru_r_Segment1.A[1]:=1.0,第二段Cam曲线的多项式系数FB_calcam2_poly := g_stru_r_Segment2.A,其低次系数在程序中固定地定义为:

高次的系数g_stru_r_Segment2.A[4]是根据设定值并在程序中根据要求计算得出的。
设备自动运行时,每个周期运行之后从轴的偏移值g_lr_r_daosha_cam_offset都是增大的,而主轴的偏移值g_lr_r_chejia_huitui_postemp也会经常变化,所以每次的曲线都需要重新计算。关于此种类型的Cam曲线,没有标准功能块应用及相关资料,是经过长时间调试试验出来的结果。
4.2 纱线加捻及回车卷绕控制
走架机的另一个控制核心部分是通过对直流电机的控制来实现捻度的精确性及回车时纱线的张力大小,进而也会影响到纱锭的成型质量。
捻度是一个计量单位,一捻度为纱线头和尾相差360度,也就是拧一圈,捻度与纱线强度有直接的关系,设定捻度与实际捻度精确与否是纱线质量的一个重要标准。设备中采用外部编码器来计捻,将外部编码器接到SMC30模块上,然后在项目中使用外部编码器工艺对象来实现计捻功能。客户选用的编码器精度有限,不过尚能满足要求。其配置如图6所示。
回车卷绕过程通过控制直流电机速度使纱锭卷线的速度与车架回车速度相匹配,才能实现工艺要求,纱锭的形状是预先在HMI上设好的,包括纱锭上锥体高度、下锥体高度、纱锭总长度及一些工艺参数,如图7所示。每个周期的回车过程中,需要根据车架每个位置对应纱锭的直径大小来算出直流电机需要的速度,这就要求直径的计算要精确及直流电机的响应性要好。计算程序比较繁杂,在此省略。直流电机的调速性能取决于Sinamics DCM的调试,Sinamics DCM同样在Scout软件中调试,通过配置、优化等操作来实现调试,其软件调试方式同S120驱动一脉相承。如图8所示。
4.3 将Cam曲线的参数设置及图形显示在HMI上
客户要求将Cam曲线的设置参数及图形都显示在HMI上,经过查找资料,在程序中应用西门子标准功能块HMICam,如图9所示。


4.4 项目重难点调试过程
项目调试过程中的难点个人认为为两点,一是Cam曲线多项式参数设置,二是回车卷绕过程直流电机速度的计算与控制。
Cam曲线计算在程序中采用多项式模式,如果曲线参数不合适,会影响到纱锭上锥体成型质量,因为没有标准块,如何调整参数也没有资料可以参考,所以需经过多次调试才找到合适的多项式系数。
回车卷绕过程直流电机设定速度计算是另一难点,设备的工艺要求首先计算设定速度要精确,然后才能保证纱线张力。如果计算不够精确,就会导致回车过程纱线张力不均匀,如果速度计算慢了,就会导致纱锭上的纱线张力不够,松松垮垮,下道工序就会出问题,而如果计算速度快了,就会导致回车过程纱线比车架速度快,会将纱线崩断。客户的要求是回车过程中张力轴应该是不动的,这就要求计算及运行都非常精确。而计算直流的速度,就需要计算纱锭在各个位置的直径,直径是由纱管直径和纱线直径结合导纱轴的位置最终算出,而且纱线支数越高,越难纺,最终也是经过长时间调试才能达到客户纺高支纱的要求。
5 项目体会
走架机设备从开始调试到样机完成周期为三个月,调试过程是复杂而繁琐的,周期时间长的原因个人认为有以下几方面,一是这种设备的主体程序没有标准块可以参考,程序完全是从头到尾开发的;二是对此类设备的工艺此前了解不够,对有关困难估计不足;三是客户临时加了一些更智能的功能,导致调试时间增长。
通过此次项目的调试,对于simotion及Sinamics DCM有了更加深入的了解。simotion作为2005年推出的控制系统,经过几年的发展,产品越来越成熟稳定,其功能强大,通过对各种工艺对象的控制,可以满足市场上绝大多数客户对于运动控制的要求。与其他厂商的控制产品相比,其性能方面更具优势,与我们一起调试的也有国际一知名厂家的控制器,但其Cam功能只有描点功能,没有多项式功能,无法达到客户要求。而Sinamics DCM作为新近推出的新一代直流控制设备,个人认为其硬件接口配置更合理,软件调试更方便,而且客户从成本考虑,相比同功率的伺服还是有优势的,这也是我们最终能胜出的一个原因吧。
最后感谢公司及西门子工程师对此次设备调试中给予的支持。
[1] simotion同步运行功能介绍;
[2] Sinamics S120功能手册2012/01;
[3] Sinamics DCM操作说明;
[4] Sinamics DCM参数手册;
[5] F0671_如何在HMI上显示simotion的Cam曲线。
猜你喜欢
大电机技术(2022年5期)2022-11-17
物流技术与应用(2022年5期)2022-06-17
装备制造技术(2021年4期)2021-08-05
纺织科学研究(2021年6期)2021-07-15
纺织服装流行趋势展望(2020年3期)2020-02-01
中国自行车(2018年4期)2018-05-26
电子制作(2017年1期)2017-05-17
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年1期)2016-05-04
淮南师范学院学报(2015年3期)2015-03-22
