
大圆弧齿前面锡林金属针布梳理效果探讨
2015-12-19 06:38高勤超
纺织器材 2015年5期
高勤超
(金轮针布(江苏)有限公司,江苏 南通 226009)
0 引言
近10年来,随着进口棉的大量使用和梳棉机产能的提高,锡林针布的负荷越来越重,为减轻梳理负荷,提高梳理度及一次分梳质量,国内金属针布齿条制造企业不断加大产品研发投入、改进制造工艺、优化齿条材质、提高制造精度,使国产金属针布齿条整体质量有了飞跃。以锡林针布齿条为例,其齿形设计、制造质量也有很大改进和提高,大圆弧齿前面针布齿条的研发即为如此。
1 大圆弧齿前面针布齿条特点
适应清梳联梳棉机高速高产的锡林针布齿条具有“矮、尖、浅、薄、密”的设计特点[1],而大圆弧齿前面锡林针布齿条产品的研发,则从根本上解决了成纱质量差异等问题,使国内使用厂家在同等条件下的生条及成纱质量上升了一个档次,且棉结数比常规降低约20%。
1.1 同型号齿条齿形对比
同型号齿条齿形对比见图1。
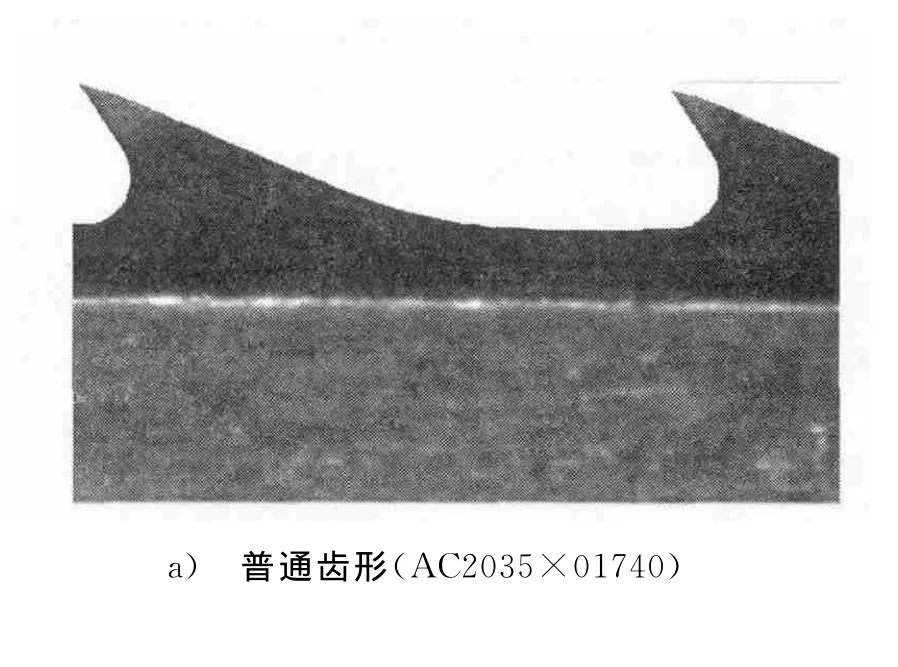

图1 同型号不同齿形齿条对比
1.2 大圆弧齿前面齿条齿形特点
1.2.1 齿距大、基部宽小,减少纤维长向的被握持平均齿数,使纤维充分释放,未受梳理的纤维长度缩短,增加梳理度。
1.2.2 大圆弧齿前面设计利于提高对纤维的梳理和转移效率,使锡林—盖板间浮游纤维减少,提高纤维的分离度和伸直度,改善棉网清晰度,有效提高棉杂的去除效率,并且提高纤维的一次分梳力,从而提高锡林转移给道夫针布的纤维质量。
1.2.3 35°工作角、尖平顶设计,在不影响锋利度的情况下增加强度、提高耐磨性,棱角为过渡圆弧,对纤维损伤小。
2 大圆弧齿前面锡林针布工艺效果
锡林针布齿条的齿形设计要充分考虑所纺原料的性能、梳棉机机型及工艺、纺纱品种、产量等,才能充分发挥其分梳、均匀混合、转移的核心作用。以下简略分析大圆弧齿前面锡林针布的梳理效果。
2.1 试验条件
试验在江苏某大型纺织厂进行,原料为长绒棉、细绒棉混纺,纺纱品种为CJ 13.0tex,梳棉机为FA221D型,主要工艺参数如下。
锡林—盖板隔距为0.23mm,0.20mm,0.20mm,0.20mm;刺辊—锡林隔距为0.18mm;锡林—道夫隔距为0.12mm;给棉板—刺辊隔距为1.02mm;除尘刀—锡林隔距为0.38mm;锡林—大漏底隔距为进口3.05mm,中部1.02mm,出口0.56mm;锡林转速为400r/min;盖板线速为240mm/min;刺辊线速为860 r/min;出条线速为110mm/min;定量为22g/(5m);产量为33kg/h。
2.2 梳棉机金属针布齿条配套
考虑到所纺原料为长绒棉、细绒棉混纺,纺纱品种为精梳CJ 13.0tex,产量为33kg/h,锡林转速为400r/min等相关工艺时,金属针布齿条选配:锡林针布齿条为AC2035×01740D-1型;弹性盖板针布为MCH52D型;道夫针布齿条为AD4030BR×02090D型;刺辊针布齿条为AT5010×05032VD型[2-5]。
2.3 工艺效果分析
应用大圆弧齿面齿条和普通锡林针布齿条生条质量对比见表1。纺CJ 13.0tex纱成纱质量对比见表2、表3。

表1 应用大圆弧齿前面齿条和普通锡林针布齿条生条质量对比

表2 普通锡林针布梳理CJ 13.0tex纱成纱质量
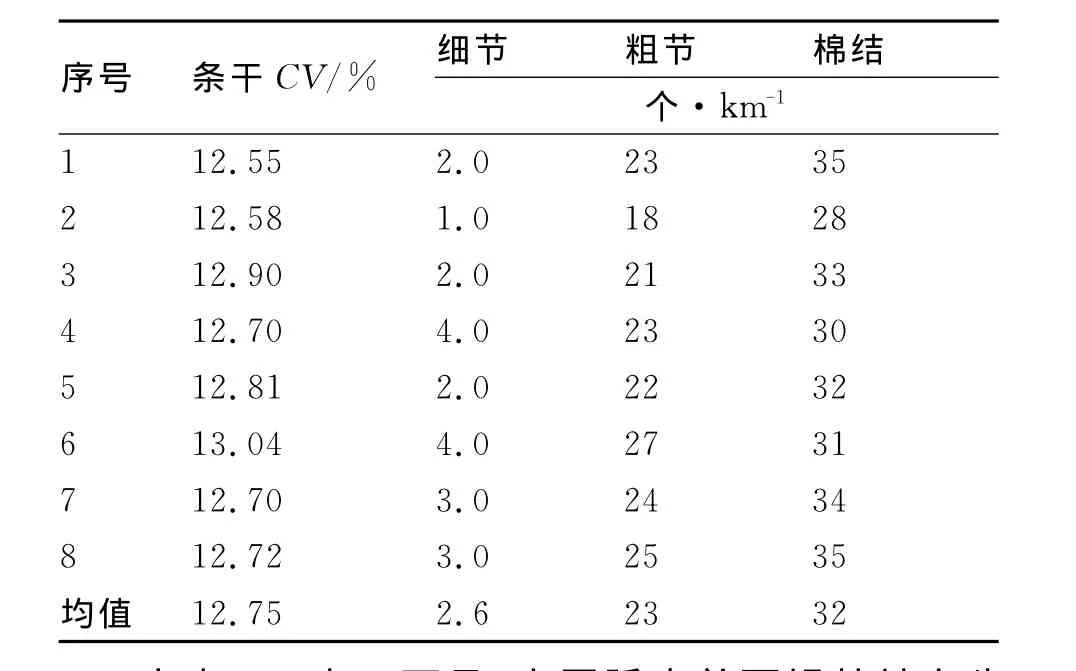
表3 大圆弧齿前面锡林针布梳理CJ 13.0tex纱成纱质量
由表1~表3可见,大圆弧齿前面锡林针布生条棉结清除率达85.28%,短绒增长率为-36.5%,梳理效果明显;大圆弧齿前面锡林针布成纱细节平均为2.6个/km,粗节均值为23个/km,棉结均值为32个/km。普通锡林针布细节平均为3.75个/km,粗节均值为36个/km,棉结均值为50个/km。
分析认为,大圆弧齿前面齿形能保证纤维在梳理过程中的释放和转移,且增强了锡林针布的穿刺能力和对纤维的保护;增大气流向上运动,使纤维不易沉入齿根,锡林针布在转动过程中,纤维端迅速扬起与弹性盖板针布进行梳理,此时短绒、棉结、杂质被弹性盖板针布大量吸收形成盖板花将其排出,生条质量明显提高。
3 结语
大圆弧齿前面锡林针布系列产品的应用,使生条结杂大幅度下降,结杂清除率提高;生条短绒增长率降低,减少了纤维损伤;纤维的平行伸直度及棉网清晰度得到改善。
[1]费青,阙浩英,陈海涛,等.梳理针布的工艺特性、制造和使用[M].北京:中国纺织出版社,2007.
[2]孙鹏子.高产梳棉机工艺技术理论的研究[M].上海:东华大学出版社,2002.
[3]费青.高产梳棉机新型针布选用配套及其梳理效果[J].纺织器材,1998,25(6):7-16.
[4]颜君彪.锡林、盖板针布及其搭配的工艺性能试验研究[J].棉纺织技术,1994,22(8):19-22.
[5]孙鹏子.梳棉机针布针齿密度的分析探讨[J].纺织器材,1995,22(3):43-46.
猜你喜欢
纺织器材(2020年5期)2020-12-21
东坡赤壁诗词(2020年5期)2020-11-06
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25
机械工程与自动化(2020年1期)2020-03-22
棉纺织技术(2019年10期)2019-10-22
工业设计(2019年6期)2019-07-08
纺织科技进展(2019年4期)2019-04-30
棉纺织技术(2019年4期)2019-04-10
纺织器材(2019年1期)2019-03-24
现代纺织技术(2015年2期)2015-02-28
