SnBi/Cu焊接接头的剪切性能及界面微观组织分析
2015-12-18 08:47:32尹恒刚,史素娟,许浩等
有色金属材料与工程 2015年2期

尹恒刚1, 史素娟1, 许浩1, 罗登俊2, 祁红璋1
(1.通标标准技术服务(上海)有限公司, 上海200233;
2.苏州优诺电子材料科技有限公司, 江苏 苏州215152)
摘要:通过对断口形貌和界面微观组织的观察分析,研究了3种Sn-Bi/Cu焊接接头的剪切断裂机理.结果表明:3种Sn-Bi/Cu焊接接头均在弹性变形阶段断裂,并且均沿Sn-Bi焊料/Cu基板界面处断裂.孔洞降低了3种Sn-Bi/Cu焊接接头的有效连接面积,从而降低了其剪切强度.根据3种Sn-Bi/Cu焊接接头断口形貌,Sn59.9Bi40Cu 0.1/Cu和Sn57.9Bi40Zn2Cu 0.1/Cu焊接接头剪切断裂机制属于准解理、沿晶脆性断裂和韧窝的混合型断裂,而Sn42Bi58/Cu焊接接头剪切断裂机制属于准解理断裂.微观组织分析显示,3种焊料合金焊接接头界面处的金属间化合物层均为连续的Cu6Sn5相.
关键词:Sn-Bi无铅焊料;剪切强度;断口形貌;金属间化合物
收稿日期:2014-11-26
作者简介:尹恒刚(1984—),男,硕士,工程师,主要从事焊接工艺方面的研究. E-mail: xinyhg@163.com
中图分类号:TG 425+.1文献标志码: A
收稿日期:2014-04-04
基金项目:国家自然科学基金资助项目(51201107);上海市教委科研创新资助项目(11YZ112);上海市科委基础重点资助项目(10JC1411800)
Analysis of Shear Property and Interfacial Intermetallic Compounds of Sn-Bi/Cu Solder JointsYIN Henggang1, SHI Sujuan1, XU Hao1, LUO Dengjun2, Qi Hongzhang1
(1.SGS-CSTC Standards Technical Services(Shanghai) Co., Ltd., Shanghai 200233, China;
2.Suzhou Eunow Co., Ltd., Suzhou 215152, China)
Abstract:The shear facture mechanism of Sn-Bi/Cu solder joints were studied by analyzing the fracture morphology and interfacial intermetallic compounds(IMCs).The result showed that all the three Sn-Bi/Cu solder joints almost ruptured at the elasticity deformation phase and the fractures occurred at the interface of Sn-Bi solder and Cu substrates.In addition,the shear strengths of the three Sn-Bi/Cu solder joints were decreased,since the real contact areas of the solder joints were reduced by the voids.According to the fracture morphology of the three Sn-Bi/Cu solder joints,the fracture mechanisms of Sn59.9Bi40Cu0.1/Cu and Sn57.9Bi40Zn2Cu0.1/Cu solder joints were the mixture of quasi-cleavage ,intergranular brittle and dimple,while the fracture mechanism of Sn42Bi58/Cu solder joint was quasi-cleavage.The microstructure analysis results showed that the IMCs of the three Sn-Bi/Cu solder joints were all continuous Cu6Sn5 phase.
Keywords:Sn-Bi lead-free solder; shear strength; fracture morphology; intermetallic compounds
0 引 言
在电子封装和组装互连技术中,焊料合金的任务之一是实现电子元器件及焊接基板的机械连接[1].随着现代电子产品微型化和功能集成化程度的不断提高,电子元器件的组装密度越来越大,焊接接头的尺寸越来越小,因此对焊接接头的可靠性提出了更为苛刻的要求.焊接接头的可靠性不仅与焊料合金本身的性能有关,而且与焊接界面有关[2].焊接接头的拉伸、剪切试验及焊接接头界面处金属间化合物层的微观分析是评价焊接接头可靠性的重要手段[3-4].因为在实际服役过程中,焊接接头主要受剪切力,而且焊接接头的剪切强度通常低于其抗拉强度,因此研究钎焊焊接接头的剪切强度及焊接接头界面处的微观组织具有一定意义.
本文根据JIS-Z-3198标准对Sn42Bi58/Cu,Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2 Cu0.1/Cu合金焊接接头进行剪切试验和界面微观组织观察,研究3种Sn-Bi/Cu合金焊接接头剪切断裂机理.
1 试验材料及方法
根据JIS-Z-3198标准进行焊接接头的剪切试验.母材为质量分数99.99%的纯Cu片,Cu片的尺寸如图1所示.Cu片的焊接面用400#~1 500#砂纸打磨平整,并依次用流水、去离子水和酒精清洗干净,冷风吹干备用.将需测试的Sn42Bi58,Sn59.9Bi40Cu0.1,Sn57.9Bi40Zn2Cu0.1 3种焊料合金制成相同规格的锡膏(按质量分数:10.8%的B22焊剂和89.2%的4#锡粉),采用手工印刷方式,在待焊Cu面印制厚0.25 mm、直径5 mm的锡膏.印制好的Cu片用特制的夹具夹持后置于HOTFLOW 8CR-N-V回流炉中进行焊接,回流曲线如图2所示.焊接完成后,检查焊接接头,确保每个剪切试样的焊接接头填缝完整,用锉刀和400#~1 500#砂纸将焊接接头部分多余的焊料清除,并保证焊接接头表面光滑无明显划痕.
每种成分的焊料合金制备5个焊接接头的剪切试样及一个界面微观组织观察试样.室温下,采用英斯特朗力分析仪器(Instron 5564,如图3所示)对焊接好的试样进行剪切试验,剪切速度均为1 mm/min.记录最大剪切力并计算剪切强度,取5组数据的算术平均值作为试验结果并绘制剪切力-位移曲线.
截取界面微观组织观察分析试样的横截面,将其镶嵌后按标准金相制备方法(打磨→抛光→5 ml HNO3+92 ml C2H5OH+3 ml HCl的腐蚀液进行腐蚀)进行金相试样制备.
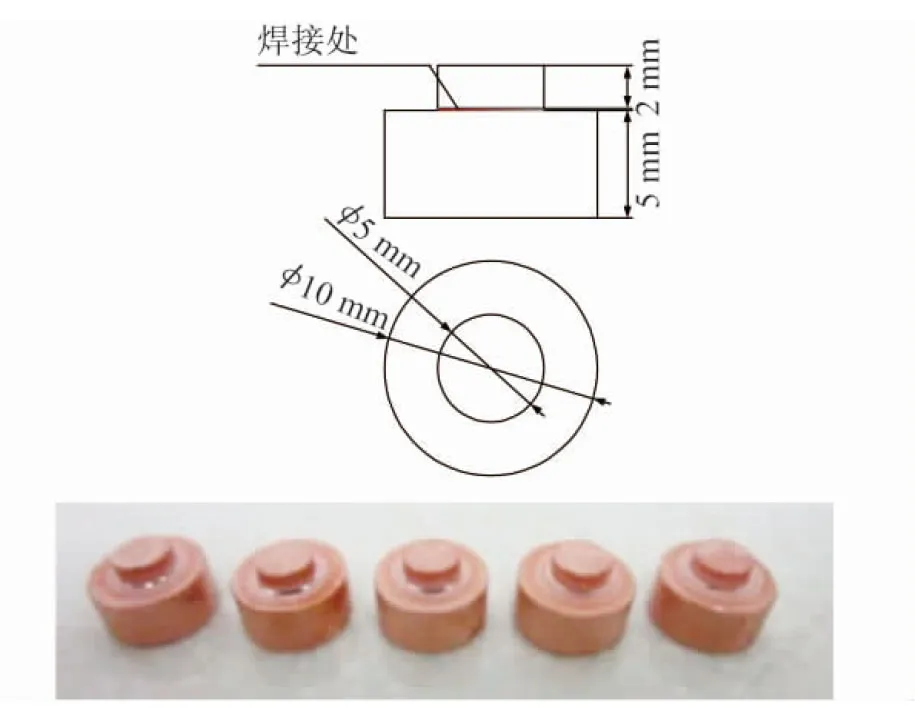
图1 Sn-Bi/Cu焊接接头的剪切试样及尺寸
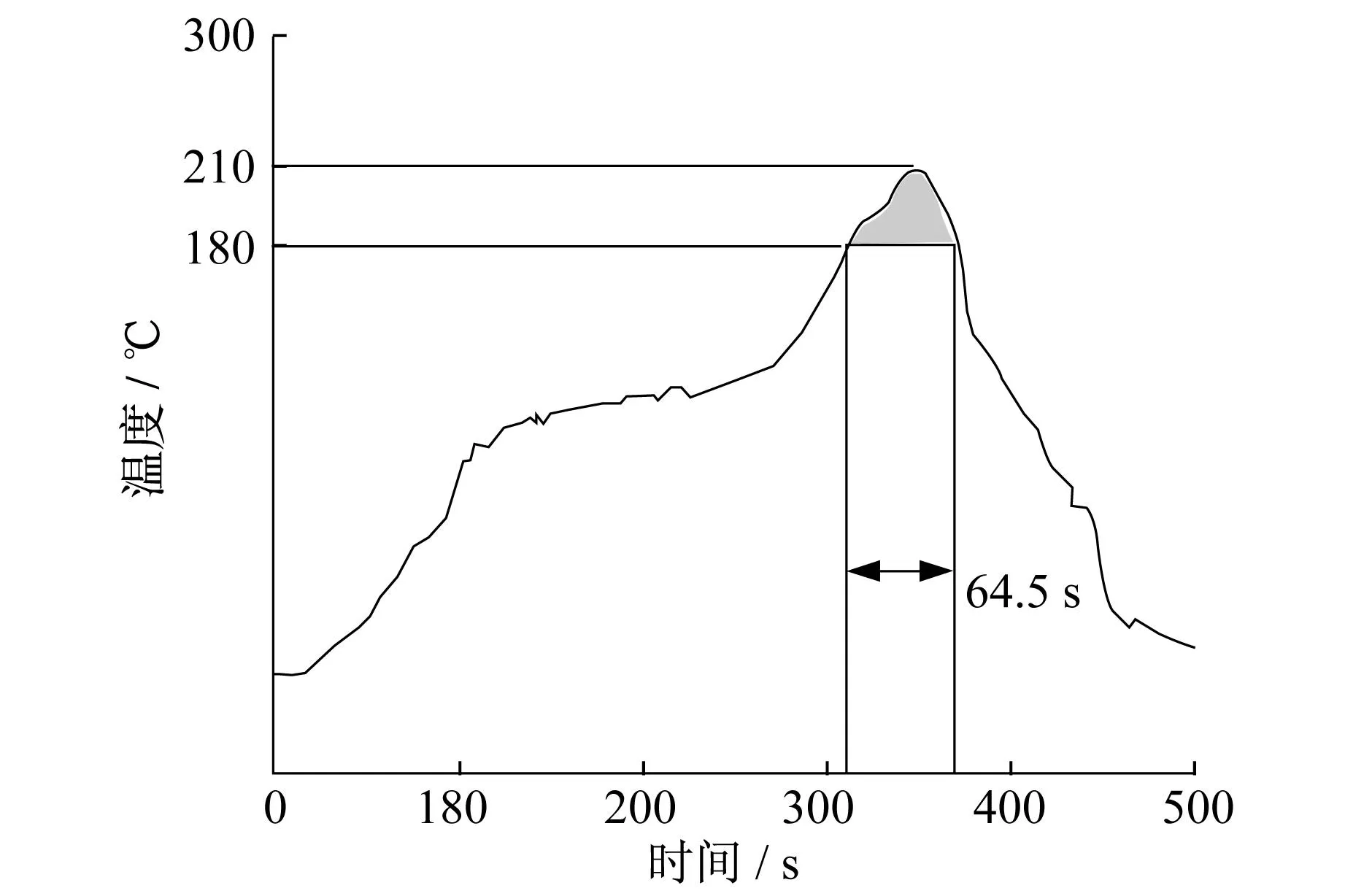
图2 回流焊温度曲线
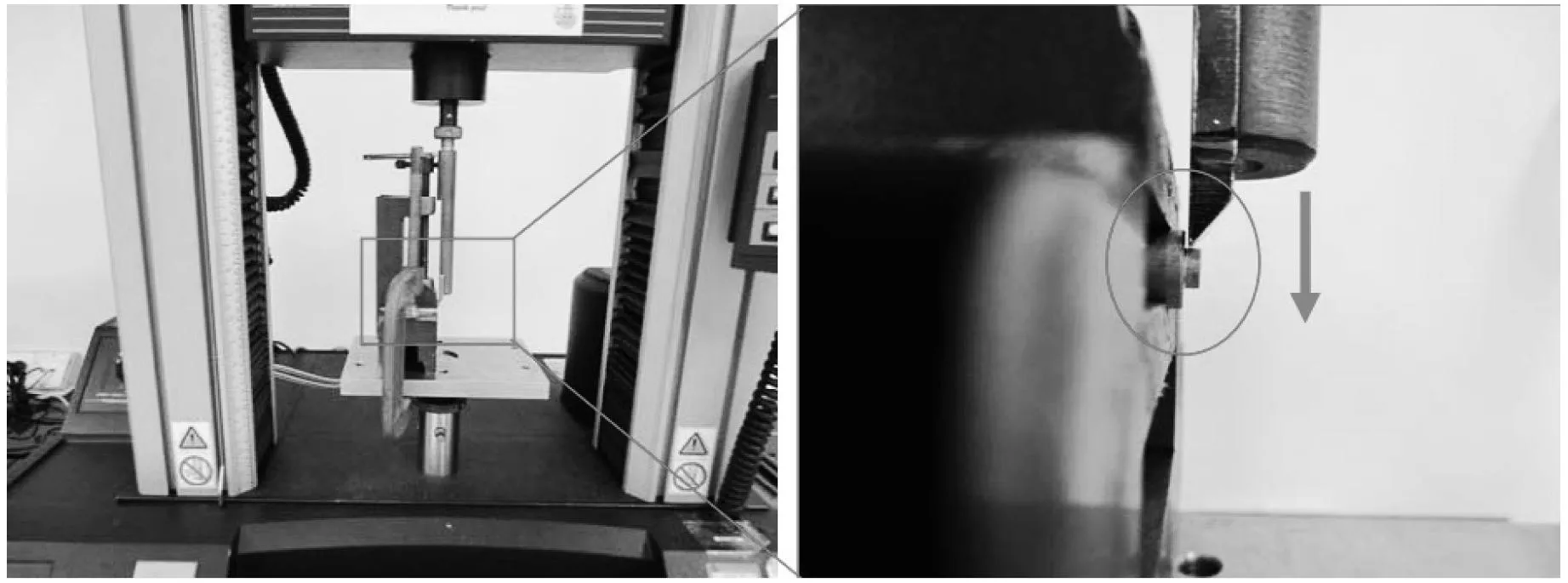
图3 剪切试验设备
采用扫描电子显微镜(TESCAN,Inc.VegaⅡLMU SEM)观察断口形貌和焊接界面微观组织,采用能谱衍射仪(OXFORD,Inc.ISIS300)分析其成分.
2 试验结果与分析
2.1焊接接头的剪切性能
图4为Sn42Bi58/Cu,Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头的剪切力-位移曲线.由图4可以看出,这3种焊接接头在剪切力的作用下基本未发生塑性变形.由表1可以看出,Sn59.9Bi40Cu0.1/Cu合金焊接接头的剪切强度最大,Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头的剪切强度最小.
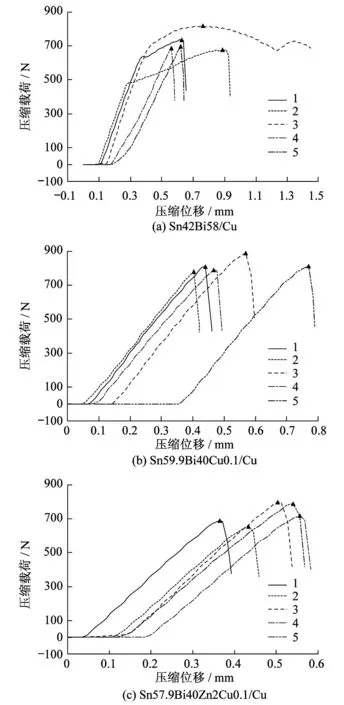
图4 Sn-Bi/Cu焊接接头剪切力-位移曲线
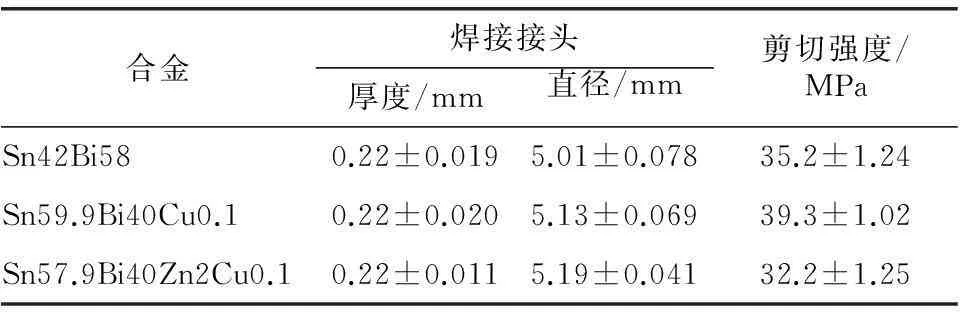
合金焊接接头厚度/mm直径/mm剪切强度/MPaSn42Bi580.22±0.0195.01±0.07835.2±1.24Sn59.9Bi40Cu0.10.22±0.0205.13±0.06939.3±1.02Sn57.9Bi40Zn2Cu0.10.22±0.0115.19±0.04132.2±1.25
因为剪切试验件焊接接头较小,厚度只有0.216~0.218 mm,直径只有5 mm左右,所以可供塑性变形的焊料合金极少,而剪切速度较高,所以焊接接头来不及发生塑性变形.这就是剪切力-位移曲线上没有塑性变形阶段的主要原因.
2.2焊接接头剪切断口形貌分析
2.2.1剪切断口宏观形貌分析
图5为Sn42Bi58/Cu,Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头剪切断口的宏观照片.由图5可以看出:(1) 3种焊接接头破断位置均位于焊料/铜基板界面处;(2) 3种焊接接头内部均存在孔洞,尤其是Sn57.9Bi40Zn2Cu0.1/Cu焊接接头内部的孔洞较多且粗大.
焊接接头内部孔洞的形成主要与焊料合金凝固过程中的收缩,助焊剂中有机物的挥发、分解及助焊剂与焊料合金化学反应中产生的气体有关.这些气体在焊料合金凝固过程中来不及逸出,在焊接接头中形成孔洞.Zn元素易氧化,易与有机物反应产生气体,所以Sn57.9Bi40Zn2Cu0.1/Cu焊接接头中的孔洞比另外两种焊接接头中的多.
焊接接头中的孔洞在外加载荷的作用下产生应力集中,并发生开裂.当继续施加载荷达到一定值,焊接接头则在焊料/铜基板界面处断裂.此外,孔洞降低了焊接接头的有效连接面积,加速了焊接接头断裂.这是Sn57.9Bi40Zn2Cu0.1/Cu焊接接头剪切强度低于Sn42Bi58/Cu和Sn59.9Bi40Cu0.1/Cu焊接接头剪切强度的主要原因.
图5表明3种焊接接头剪切断口比较平整,边缘有少量的剪切唇,说明这3种焊接接头的断裂方式主要是脆性断裂.
2.2.2剪切断口微观形貌分析
图6为Sn42Bi58/Cu,Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头剪切断口的微观照片.由图6(a)可以看出,Sn42Bi58/Cu合金焊接接头剪切断口上有大量的撕裂棱,在5 000倍下可以看出断口上有很多小刻面(图6(b)),所以Sn42Bi58/Cu合金焊接接头的剪切断口属于脆性断裂中的准解理断裂;由图6(c)可以看出,Sn59.9Bi40Cu0.1/Cu合金焊接接头剪切断口由大量的撕裂棱和小而浅的韧窝组成,在5 000倍下可以看出该焊接接头的剪切断口有很多小刻面、岩石状花样及韧窝(图6(d)),所以Sn59.9Bi40Cu0.1/Cu合金焊接接头剪切断口属于准解理断裂、沿晶断裂及韧性断裂的混合型断口;由图6(e)可以看出,Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头剪切断口由大量的撕裂棱、小刻面及少量小而浅的韧窝组成,在5 000倍下可以看出该焊接接头的剪切断口有很多小刻面、岩石状花样及少量的韧窝(图6(f)),所以Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头剪切断口也属于准解理断裂、沿晶断裂及韧性断裂的混合型断裂.

图5 Sn-Bi/Cu焊接接头剪切断口的宏观形貌

图6 Sn-Bi/Cu焊接接头剪切断口的微观形貌
2.3界面微观组织分析
Sn42Bi58/Cu,Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头的微观组织如图7所示.3种焊接接头界面处均形成了一层薄而连续的金属间化合物.图7(c)中点1处的能谱点扫描结果如图8所示.由图8可以看出,点1处化合物层含有Sn元素和Cu元素,根据相图可以确定此处的金属间化合物主要是Cu6Sn5相.研究[5-6]表明,Cu6Sn5相与焊料合金及铜基板之间的热膨胀系数不同,而且在焊料合金冷却之前,Cu6Sn5金属间化合物不断向焊料合金内部生长,冷却之后易在焊料和铜基板之间产生较大的体积应力,这是焊接接头在剪切力作用下沿焊料/铜基板界面断裂的主要原因之一.由图7可以看出,Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40 Zn2Cu0.1/Cu合金焊接接头附近的β-Sn基体周围分布着较细小的富Bi相,而Sn42Bi58/Cu合金焊接接头附近则分布着连续粗大的富Bi相.粗大的富Bi相使Sn42Bi58/Cu焊接接头的脆性更大,而较细小的富Bi相则能降低Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头的脆性.

图7 Sn-Bi/Cu焊接接头界面处的SEM照片

图8 Sn-Bi/Cu焊接接头界面处EDS分析
3 结 论
(1) Sn42Bi58/Cu合金焊接接头的剪切断裂机制属于准解理断裂;而Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头的剪切断裂机制属于准解理断裂、沿晶脆性断裂及韧窝断裂的混合型断裂.
(2) 焊接接头内部孔洞引起的应力集中以及Cu6Sn5金属间化合物与焊料基体之间的体积应力是焊接接头沿焊料/Cu基板界面断裂的主要原因.焊接接头内部的孔洞削弱了焊接接头的有效连接面积,从而降低焊接接头的剪切强度.
(3) Sn42Bi58/Cu,Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2Cu0.1/Cu合金焊接接头界面处的金属间化合物层均为连续的Cu6Sn5相,另外Sn59.9Bi40Cu0.1/Cu和Sn57.9Bi40Zn2Cu0.1/Cu合金界面处的β-Sn基体上分布着较细小的富Bi相,而Sn42Bi58/Cu合金基体附近则分布着连续粗大的富Bi相.
参考文献:
[1]Tu K N,Zeng K.Tin-lead(SnPb) solder reaction in flip chip technology[J].Materials Science and Engineering:R:Reports,2001,34(1-2):1-58.
[2]Merriu L M.Electronic materials handbook:Packaging [M].Materials Park.OH:1989(1):55-56.
[3]Mulugeta A,Guna S.Lead-free solders in microelectronics[J].Materials Science and Engineering:R:Reports,2000,27(5-6):95-141.
[4]肖克来提.无铅焊料表面贴装焊点的高温可靠性研究[D].上海:中国科学院上海冶金研究所,2001.
[5]Mccormack M,Sungho J.Intermetallic compounds layer growth at the interface between SnBi soler and Cu substrate [J].Journal of Metals,1993(7):36-45.
[6]黄伯云,邱冠周.有色金属材料手册[M].北京:化学工业出版社,2009.Zeng K.Tin-lead(SnPb) solder reaction in flip chip technology[J].Materials Science and Engineering:R:Reports,2001,34(1-2):1-58.
[2]Merriu L M.Electronic materials handbook:Packaging [M].Materials Park.OH:1989(1):55-56.
[3]Mulugeta A,Guna S.Lead-free solders in microelectronics[J].Materials Science and Engineering:R:Reports,2000,27(5-6):95-141.
[4]肖克来提.无铅焊料表面贴装焊点的高温可靠性研究[D].上海:中国科学院上海冶金研究所,2001.
[5]Mccormack M,Sungho J.Intermetallic compounds layer growth at the interface between SnBi soler and Cu substrate [J].Journal of Metals,1993(7):36-45.
[6]黄伯云,邱冠周.有色金属材料手册[M].北京:化学工业出版社,2009.