D296树脂吸附分离锆铪试验研究
2015-12-16 07:53:32刘小龙黎志万刘锦洪
湿法冶金 2015年6期
刘小龙,任 萌,李 佳,黎志万,刘锦洪
(中国核动力研究设计院 反应堆燃料及材料重点实验室,四川 成都 610041)
锆、铪化合物广泛应用于化工、机械、航天、航空等领域。核纯级锆因其具有热中子吸收截面小、强度高、加工性能好、热稳定性好、耐腐蚀等特点,成为核反应堆理想的包壳材料和结构材料。在核工业中锆主要作为核燃料的包壳材料和堆内结构材料[1]。锆、铪由于具有相似的外层电子结构,化学性质非常相似,致使二者分离困难。
目前,锆、铪分离主要方法有溶剂萃取法、熔盐精馏法、离子交换法等。其中溶剂萃取法对环境有污染,三废处理困难,工作环境条件差;熔盐精馏法设备复杂,投资较大,只有达到1 000t以上的生产规模在经济上才算可行[2];而离子交换分离工艺[3]废液少,废物集中易于处理,分离效率和回收率都较高,投资和运行成本较低。美国橡树岭实验室曾进行过离子交换法分离锆、铪试验研究,但在国内对于硫酸体系中的离子交换分离锆、铪的研究还未见报道,因此开展这方面的研究具有重要的应用背景和重大意义。
1 试验部分
1.1 试剂与仪器
氯氧化锆(未经锆、铪分离,用天然锆矿石以氯化法生产,铪质量分数为1.48%),江西晶安高科公司生产,工业级;
浓硫酸,分析纯,成都金山化工试剂厂;
D296树脂,上海南开树脂厂产品,颗粒直径0.4~0.6mm。
康氏振荡器,江苏金坛恒丰仪器制造有限公司,KS-2型;
循环制冷机,上海申胜生物科技有限公司,DLSB30/30型,可控温度在0~30℃之间。
1.2 试验方法
1.2.1 试验准备
D296树脂按国标方法[4]转型为羟型,经真空抽滤后备用。
氯氧化锆水解后与浓硫酸反应制得硫酸锆晶体,经过滤烘干后备用(其中铪质量分数为1.48%)。硫酸锆晶体溶于水,配制成硫酸氧锆溶液。硫酸氧锆溶液的组成见表1。

表1 硫酸氧锆溶液的组成
1.2 静态试验
取35mL经真空抽滤的湿树脂于250mL带塞锥形瓶中,加入吸附原液100mL,置于带循环冷却水浴的回旋振荡器上,控制水浴温度,振荡一段时间,之后分别取上层清液分析其中的锆、铪质量浓度。
2 试验结果与讨论
2.1 锆、铪的静态吸附
2.1.1 树脂对锆、铪离子的吸附量随时间的变化
取5种溶液各100mL,室温下进行静态吸附,考察树脂对锆、铪离子的吸附量随吸附时间的变化。试验结果如图1、2所示。

图1 D296树脂对锆离子的吸附量随时间的变化

图2 D296树脂对铪离子的吸附量随时间的变化
由图1、2看出:D296树脂对锆、铪离子的吸附量均随吸附时间延长而增大;吸附50min左右,树脂对锆、铪的吸附达到平衡。
2.1.2 树脂饱和吸附量随溶液中锆、铪初始质量浓度的变化
取5种溶液各100mL,室温下进行静态吸附,振荡时间50min,考察树脂饱和吸附量随锆离子质量浓度的变化,试验结果如图3、4所示。
由图3看出:随吸附原液中锆离子质量浓度增大,D296树脂对锆离子的饱和吸附容量先增大后减小;锆离子质量浓度为120.0g/L时,吸附量达最大,为34.12mg/mL(湿树脂)。
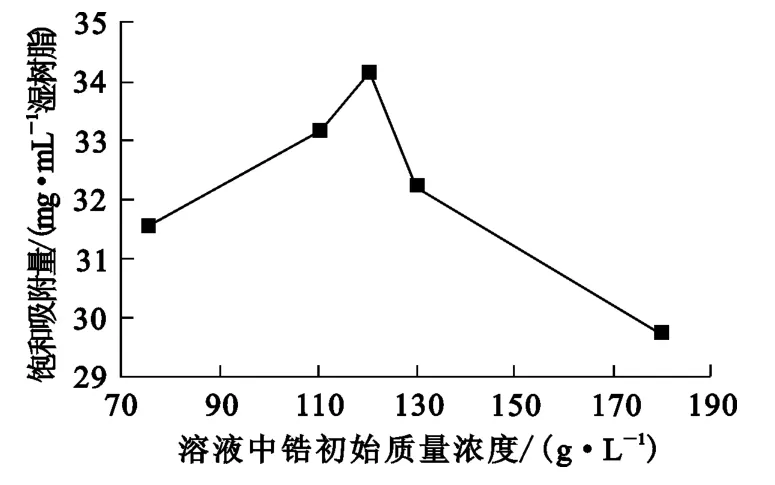
图3 D296树脂对锆离子的饱和吸附量随锆离子初始质量浓度的变化

图4 D296树脂对铪离子饱和吸附量随铪离子初始质量浓度的变化
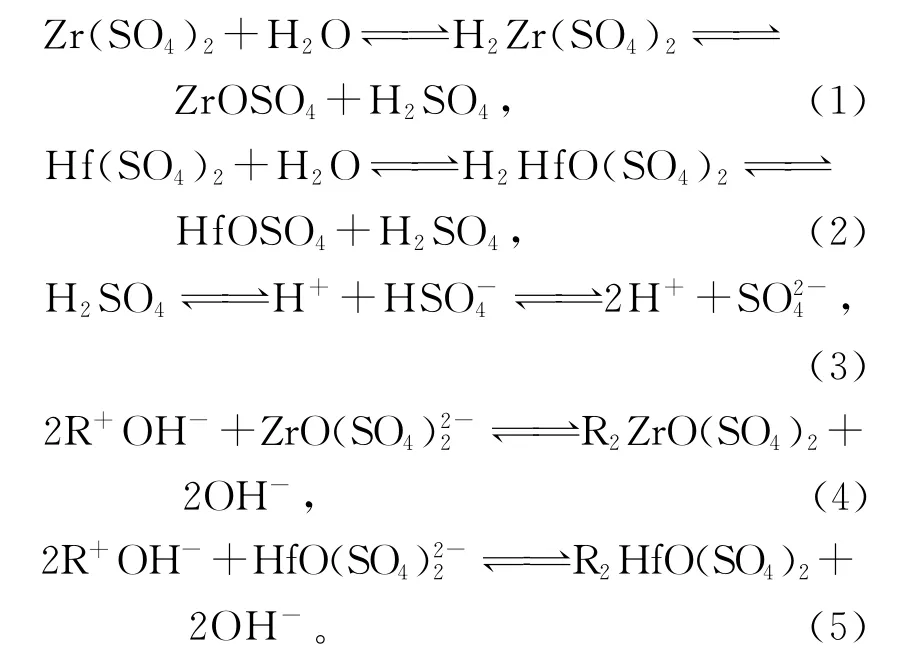
由图4看出:随吸附原液中铪离子质量浓度增大,D296树脂对铪离子的饱和吸附量先减小后增大,在铪离子质量浓度为1.7g/L时达最小,为0.35mg/mL(湿树脂)。这是因为,吸附原液中存在下列离解平衡[2]和离子交换平衡:
2.1.3 锆、铪分离系数随吸附原液中锆质量浓度的变化
取5种溶液各100mL,室温下进行静态吸附,振荡时间50min,锆、铪分离系数随锆离子初始质量浓度的变化试验结果如图5所示。

图5 锆、铪分离系数随溶液中锆离子初始质量浓度的变化
由图5看出,随溶液中锆离子质量浓度增大,锆、铪静态分离系数先增大后减小,在锆离子质量浓度为120.0g/L时分离系数达最大。
2.1.4 锆、铪分离系数随温度的变化
温度是离子交换过程中的一个重要影响因素,控制温度可使树脂对锆离子有较大吸附量,而对铪离子的吸附量尽可能小。考虑到实验室条件和实际可操作性,采用XY-3吸附原液进行试验,振荡时间50min,温度对锆、铪分离系数的影响试验结果如图6所示。

图6 锆、铪分离系数随温度的变化
由图6看出:随温度升高,锆、铪静态分离系数先迅速减小后趋于平缓;温度为1℃时,锆、铪分离系数较大,为1.87。造成这一现象的原因可能是离子交换反应为放热反应,低温有利于反应的进行。
2.1.5 锆、铪分离系数随硫酸浓度的变化
在XY-3吸附原液中加入浓硫酸,配置不同酸度的吸附原液。配制过程中发现,当硫酸浓度超过4.1mol/L时,体系变混浊有沉淀产生,因而,控制硫酸浓度上限为4.1mol/L。在体系温度为1℃,振荡时间为50min条件下,硫酸浓度对锆、铪分离系数的影响试验结果如图7所示。

图7 锆、铪分离系数随硫酸浓度的变化
由图7看出:随溶液中硫酸浓度增大,锆、铪静态分离系数先增大后减小;硫酸浓度为1.6 mol/L时,锆、铪分离系数最大,为1.19。硫酸与锆、铪离子之间存在下列平衡:


2.2 离子交换动力学
离子交换过程是非均相反应过程,反应控制步骤主要有3种[5-8]:液膜扩散、颗粒扩散与化学反应。一般情况下,化学反应速度比较快,不构成控制因素,而液膜扩散和颗粒扩散则可能成为离子交换过程中的控制步骤。
以XY-3溶液为吸附原液,在不同温度下考察D296树脂对锆离子吸附的影响,试验结果如图8所示。

图8 D296树脂在不同温度下对锆离子的吸附动力学曲线
由图8看出:不同温度下,D296树脂吸附锆离子的反应需要50min达到平衡。根据Boyd液膜扩散公式[6]

其中:F=qt/qe;t为反应时间,min;qt为反应时间t时的吸附量;qe为反应达到平衡时的吸附量;k为反应速率常数。
以-ln(1-F)对t作图,结果如图9所示。

图9 -ln(1-F)-t关系曲线
由图9看出:-ln(1-F)与t之间的关系在不同温度下都符合Body液膜扩散公式。由此可以推断,D296树脂吸附锆离子的过程以液膜扩散为主要控制步骤。
由直线斜率可以求得D296树脂在5℃(278 K)、20 ℃ (293K)下 的 吸 附 速 率 常 数k5℃=1.158×10-3s-1,k20℃=1.748×10-3s-1。同理可求出,10℃(283K)、15 ℃(288K)和25 ℃(298 K)下的k10℃=1.353×10-3s-1、k15℃=1.492×10-3s-1,k25℃=1.810×10-3s-1。
根据Arrhenius公式

两边取对数得


图10 lnk与之间的关系
根据直线斜率求得锆离子在D296树脂上吸附的活化能E=158.639kJ/mol。
3 结论
用D296树脂可以较好地实现锆、铪离子的分离,最大分离系数为1.19。离子交换过程以液膜扩散为主控步骤,锆离子在D296树脂上的吸附活化能E=158.639kJ/mol。
[1]刘黎,夏传琴.阴离子交换法分离铪中锆的研究[J].有色矿冶,2000,16(1):53-56.
[2]熊炳昆,杨新民.锆铪及其化合物应用[M].北京:冶金工业出版社,2002:110-112,155-161.
[3]田胜军,刘艳,陈刚,等.锆铪分离技术及应用[J].铀矿冶,2006,25(2):103-109.
[4]离子交换树脂预处理标准:GB/T 5476—1996[S].北京:中国标准出版社,1997.
[5]陶祖贻,赵爱民.离子交换平衡及动力学[M].北京:原子能出版社,1989.
[6]铃木廉一,鹿政理.吸附的基础与设计[M].北京:化学工业出版社,1983.
[7]万洪强,宁顺明.离子交换树脂吸附钒的动力学研究[J].矿冶工程,2010,30(4):73-76.
[8]刘红召,曹耀华,王威,等.离子交换法从钨钼氟化矿浸出渣洗水中回收钼、钨试验研究[J].湿法冶金,2015,34(1):35-38.
猜你喜欢
矿产综合利用(2020年1期)2020-07-24 08:51:20
纺织科学研究(2020年1期)2020-05-21 00:31:04
纺织科学研究(2020年1期)2020-05-21 00:31:04
中国化肥信息(2020年2期)2020-01-20 07:53:15
中国化肥信息(2019年4期)2019-01-17 18:47:06
聚氯乙烯(2018年5期)2018-02-18 03:30:28
聚氯乙烯(2018年5期)2018-02-18 03:30:28
纺织科学研究(2017年6期)2017-07-03 12:14:28
纺织科学研究(2017年6期)2017-07-03 12:14:18
中学生理科应试(2017年2期)2017-04-01 00:05:46