
一步法合成羟基改性氯乙烯-醋酸乙烯酯三元共聚树脂的研究
2015-12-16 07:55新疆石河子中发化工有限责任公司石河子市832000
石河子科技 2015年3期
(新疆石河子中发化工有限责任公司,石河子市,832000) 彭 兵
羟基改性氯乙烯-醋酸乙烯酯三元共聚树脂(简称羟基氯醋树脂)是因含有活性官能团羟基(—OH)的存在,能与异氰酸酯树脂、三聚氰胺树脂、脲醛树脂、醇酸树脂、聚氨酯弹性体、环氧聚合物兼容,并发生交联[1,2]。提高涂料的粘附性、柔韧性、坚韧性、硬度和耐化学性,应用于船舶防腐涂料、凹印油墨、机壳漆、工业维修漆、涂料、层间粘结剂等,用途相当广泛[3]。
市场上所销售的羟基改性三元氯醋树脂大多数是以氯乙烯-醋酸乙烯酯共树脂为原料,采用溶剂法生产[4,5],优点是因反应过程中有大量溶剂,故聚合压力较低,树脂溶解性、透明性、粘接力都较好,特别适合应用于粘合剂制造。缺点是需要回收溶剂及未反应单体,增加了装置的复杂性与操作的复杂性,因而增加了成本。溶剂有链转移效应,使树脂的分子量较低,为了避免分子量过低,须采用较低的聚合温度,因此聚合时间较长[6]。本研究以氯乙烯-醋酸乙烯酯共树脂悬浮聚合和连续加氯乙烯单体工艺技术为基础,在聚合反应中连续加入醇解剂和碱,实现非均相体系中一步法工艺完成树脂的合成及醇解过程,制备羟基改性氯醋树脂。本文主要探索醇解剂和碱的选择,配比、用量、反应时间及反应温度对醇解反应的影响,制备羟基含量高,性能优异的羟基改性三元氯醋树脂。
1 实验部分
1.1 主要设备与仪器
20L环磁搅拌高压聚合釜,威海度假区金鑫石化设备厂;液压隔膜计量:型号DPMWAB40/1.0,泵德帕姆(杭州)泵业科技有限公司;超级恒温槽:型号SC-50电热加热式,带循环泵,上海试验设备厂制造;2X-15型旋片式真空泵:上海飞鲁真空泵厂有限公司;SS300型三足式离心:张家港龙泰机械制造有限公司;电热恒温鼓风干燥箱:型号DHG9146A,上海景宏实验设备有限公司;红外光谱仪:型号AVATAR360,美国Nicolet公司生产。
1.2 试剂
1.3 醇解应原理
以氯乙烯-醋酸乙烯酯二元悬浮聚合工艺基础上,采用一步法完成整个树脂聚合及树脂的醇解反应过程,树脂的酯基官能团在一定条件下能够水解,形成羟基和乙酸,因悬浮法生产的氯醋共聚树脂具有孔隙率较高,醋酸乙烯酯分布均匀等特点,故在聚合中后期加入醇解剂提高醇解反应,醇解剂是一种能给系统提供高活性羟基的物质,与碱一起复合使用,一般为低级醇或活性高的二元醇,能从共聚物上脱除酯基,接上羟基,脱除下来的酯基,与碱作用进行皂化反应。反应原理如下:

1.4 羟基改性氯醋树脂羟值的测定[7]
以乙酸酐为乙酰化试剂与羟基反应生成酯,然后水解剩余过量的乙酸酐,用碱标准溶液滴定酰化和水解时生成的乙酸,同时进行空白实验,由所消耗的乙酸酐量计算羟值,羟值Hv按公式(1)计算:

式中:Hv——树脂的羟值,mgKOH/g;
V1——滴定试样时所消耗的氢氧化钾-甲醇标准溶液的体积,ml;
V2——滴定空白试样时所消耗的氢氧化钾-甲醇标准溶液的体积,ml;
CKOH——氢氧化钾标准溶液的浓度,mol/L;
m——试样质量,g;
56.1——氢氧化钾式量 g/mol。
1.5 红外表征
为了检测共聚物中含有的各基团,将样品与溴化钾在玛瑙研钵中研磨均匀,粒度小于2微米,并用110Pa压力在油压机上压成透明薄片,用美国Nicolet公司生产的AVATAR360红外光谱仪进行分析。在红外谱图中对比聚合物羟基和酯基特性吸收峰的变化情况。
2 结果与讨论
2.1 醇解剂的选择
在羟基改性氯乙烯醋酸乙烯酯三元共聚树脂的生产中,采用一步法完成整个树脂聚合及树脂的醇解反应过程,为了提高树脂的醇解效率和羟基含量,因此在聚合中后期树脂与碱发生醇解反应时,需要加入醇解剂,醇解剂是一种能给系统提供高活性羟基的物质,与碱一起复合使用,一般为低级醇,能从共聚物上脱除羧基,接上羟基,脱除下来的羧基,与碱作用进行皂化反应,生成羧酸钠。
选用了甲醇,乙醇和乙二醇,用于提高醇解共聚树脂中的酯基团,从而得到较高含量的乙烯醇羟基。
根据试验数据分析,甲醇和乙二醇对脱除共聚物的羧基效果较好,其原因是羟基活性较乙醇的强。由于甲醇活性高,反应不温和,而且在碱性强的环境下,易脱下聚合物分子链上的氯,形成双键,影响共聚物的外观颜色。所以选择乙二醇作为醇解剂,在生产羟基改性氯乙烯醋酸乙烯酯三元共聚树脂。
2.2 醇解剂用量的研究
醇解剂用量对树脂羟基含量的影响见图1。由图1可见,随醇解剂用量的增加,羟值有比较明显的提高;当醇解剂用量为总单体质量的0.92%时,羟值最高,也就是酯化度最高。当醇解剂用量小于0.92%时,醇解剂处于“不足量”状态,增加醇解剂,有利于反应的进行;但当醇解剂用量继续增加,达到原料质量的1.31%时,羟值反而有所下降。可能是因为醇解剂“过量”引起副反应而阻碍了酯化反应的进行。由此可见,醇解剂最佳用量为总单体质量的0.95%。
表1 醇解剂的选择

图1 醇解剂用量对树脂羟基含量的影响
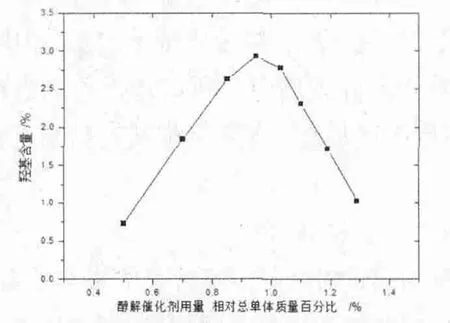
图2 反应温度树脂羟基含量的影
2.3 反应温度对醇解剂的影响
图2是在基本反应条件下,反应温度对醇解剂效果的影响结果可以看出:温度低于52.0℃时,羟基含量均较低;当温度超过52℃后,羟基含量明显地增加;说明反应温度越高,羟基含量明显增加;当反应温度在62℃时,生产出的树脂轻微的被着色,影响了外观质量;反应温度的提高,醇解剂的活性增强,造成醋酸乙烯酯水解和皂化,所以聚合温度控制不能超过62℃。
2.4 不同聚合阶段时间内加醇解剂对树脂羟基含量的影响
聚合反应过程中,各时间段内,单体的反应速率和转化率不同。在不同时间,加入醇解剂对树脂羟基含量和其他基础指标有较大的影响。采用连续加料工艺,整个反应过程保持压力和温度恒定,对聚合反应不同时间点加醇解剂对共聚物树脂羟基含量影响进行了研究。
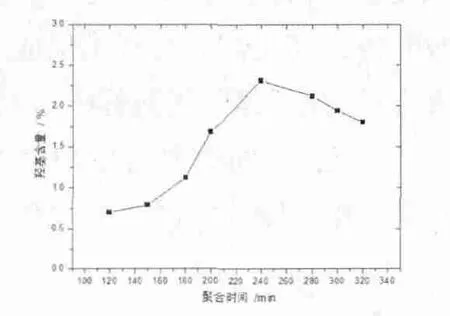
图3 不同聚合时间点加入对树脂羟基的影响
图3说明在聚合反应前期加入,会消耗醋酸乙烯酯单体,降低了树脂的醋酸乙烯酯含量,从而影响了产品的羟基含量。当随着反应时间的延长,在反应250h左右加入,树脂的羟基含量达到最高,超过280h后加入时,反而树脂的羟基含量降低。因为在反应250h左右,树脂颗粒基本成型,但还有单体在颗粒里面未反应的,容易进入,进行羟基化反应,到280~300m后,树脂颗粒形态已定型,醇解剂不容易进入到树脂内部,所以树脂的羟基含量降低。所以加醇解剂和碱的时间为聚合反应240~260m之内比较合适。
2.5 醇解剂与碱的加入方式对树脂的影响
在树脂的羟基化过程中,醇解剂和碱与单体浓度越高,有利于树脂的羟基化,但负面效应也随之增大,树脂出现被着色,颜色变黄,同时老化性能降低,影响着树脂外观和使用。反之浓度过低,树脂的外观指标表现良好,但树脂在羟基含量降低。项目组采用在一定时间范围内,连续加一定浓度的碱,从而减小和消除不利的影响。实验数据见表16,在醇解剂和碱与单体相同浓度下,在不同的聚合反应时间内连续加入和一次性加入,对树脂羟基含量和白度影响情况。
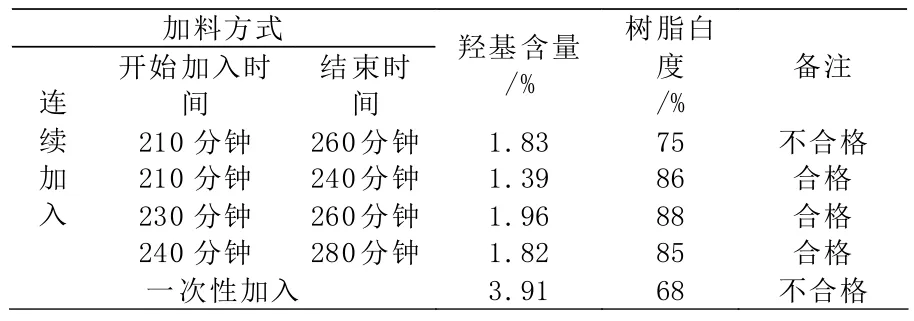
表2: 醇解剂不同加入方式对树脂羟基含量和白度的影响
从上表可以看出,在聚合反应至230分钟时开始加入碱,用时30分钟加完,所得到的共聚物性能指标最优。
2.6 共聚树脂的红外表征
将生产出的羟基改性氯乙烯-醋酸乙烯酯三元共聚树脂用红外光谱对其结构组成进行分析,并与二元氯醋树脂进行比较。从数据图4对比可以看到,在3 000~3 600cm-1官能团吸收区出现了一个宽而强的羟基(-OH)伸缩振动峰,而1 750~1 725 cm-1处的羰基吸收峰明显减弱,这表明在羟基醇解剂的作用下,部分酯基转化成了羟基。说明采用一步法完成整个树脂聚合及树脂的醇解反应过程,在共聚物中,醋酸乙烯酯链段上的部分酯基转化成了羟基,形成羟基氯醋共聚物。
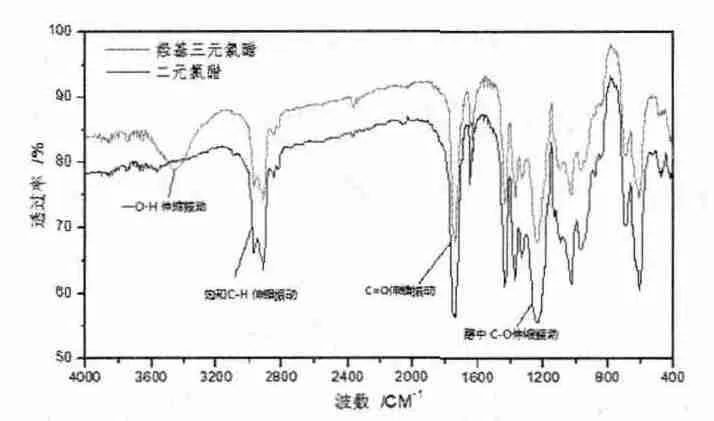
图4 羟基改性氯乙烯醋酸乙烯酯三元共聚树脂的红外光谱
3 结论
在羟基改性氯乙烯醋酸乙烯酯三元共聚树脂一步法聚合反应中,醇解剂最佳反应温度在62.0℃,其用量为总单体质量的0.95%,最佳加入时间为在聚合反应240m时加入。采用连续加入方式,在30分钟内加入完毕,所得到的共聚树脂羟基含量在1.96%,溶解性能好的羟基改性氯醋树脂。
[1]魏晓安,徐建清,陈亦斌,等.氯醋树脂的改性及性能表征[J].化工时刊,2006,20(5):12-14.
[2]高崇,王树清,朱石生,等.一种羟基改性的氯乙烯-醋酸乙烯共聚树脂的均相合成[J].南通工学院学报:自然科学版,2004,3(3):39-42.
[3]黄云翔.用途广泛的氯乙烯 醋酸乙烯共聚物[J].广州化工,1991,(2):53-58.
[4]陈汉佳,石旭华,罗楚卿,等.氯醋共聚树脂的官能团化[J].高分子材料科学与工程,2003,19(3):98-101.
[5]陈汉佳,石旭华,罗浩云,等.氯乙烯-醋酸乙烯酯共聚物的后功能化研究[J].塑料工业,2002,30(3):27-29.
[6]肖爱冰,氯醋共聚树脂的生产技术和应用[J].广州化工,2006,34(3):23-24.
[7]鲁琴,李成金,蔡淑红,等.氯醋树脂中乙烯醇含量的测定方法[J].染料与染色,2014,51(1):59-60.
猜你喜欢
阅读(快乐英语高年级)(2021年11期)2021-03-08
中国盐业(2018年16期)2018-12-23
劳动保护(2018年8期)2018-09-12
中成药(2018年2期)2018-05-09
材料科学与工程学报(2016年2期)2017-01-15
新乡学院学报(2016年6期)2016-12-01
当代化工研究(2016年9期)2016-03-20
汽车零部件(2015年1期)2015-12-05
中国氯碱(2014年12期)2014-02-28
化工生产与技术(2014年4期)2014-02-27
