
基于Minitab质量控制技术在滑块中的应用
2015-12-16 07:17严静芸
锻压装备与制造技术 2015年6期
严静芸,仲 君,景 露
(江苏扬力集团有限公司 精机研究所,江苏 扬州 225127)
0 引言
为了确保产品满足质量要求,需对整个质量环中的所有阶段进行控制,尽可能把不合格品、缺陷或工作差错减少到最低限度[9]。但由于传统的处理现场数据的能力比较单一、数据量较为庞大而繁琐,常常无所适从,而Minitab软件则具有强大的数据处理功能,利用简单而又直接的功能模块对图形和数据进行分析,从而对未来的趋势也进行判断与预测,能全面提高产品质量,提高企业市场竞争力[8]。
下面就结合Minitab,运用因果图、过程能力分析图等工具方法来解决实际问题。
1 应用实例
以公司压力机滑块位移变形量为研究对象。为尽可能多地找出滑块各位置变形量不一致的原因,在压力机滑块底部布置12个测量点连续测量5次,如图1所示,利用位移传感器和CRAS V7.0振动及动态信号采集分析系统收集位移变形数据。
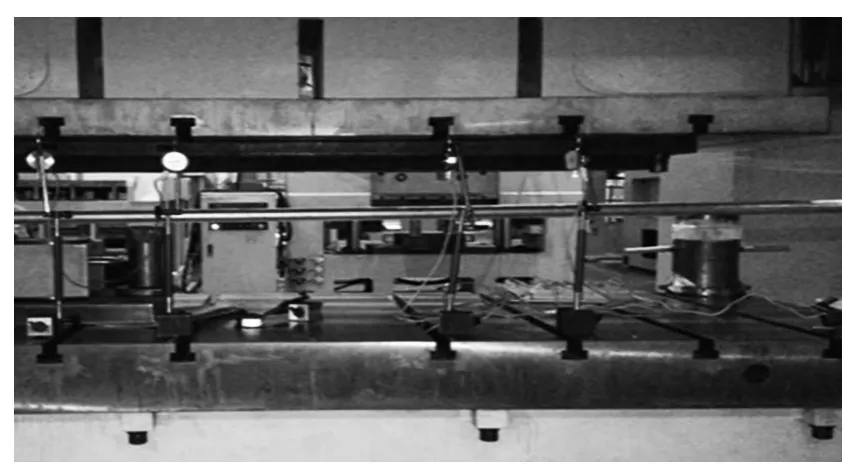
图1 现场测试图
根据实际收集数据,整理归纳,结果如表1所示。
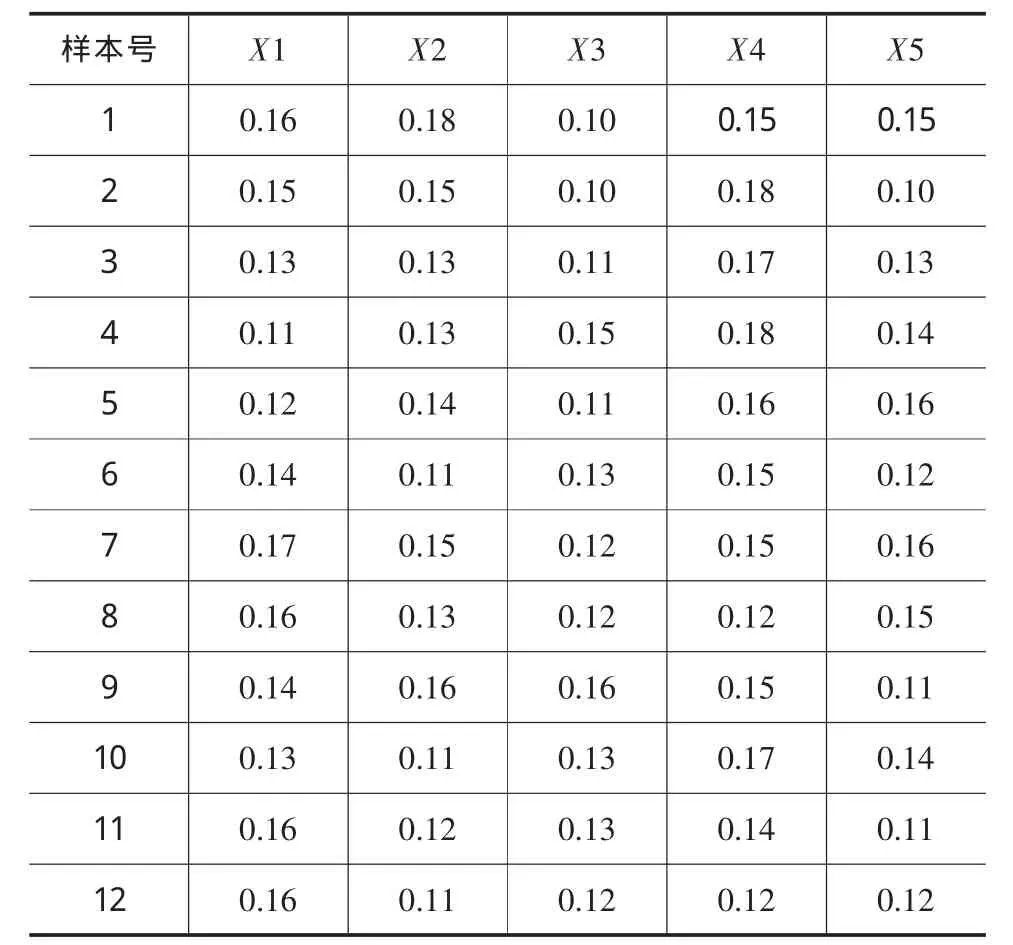
表1 滑块底部位移变形量/mm
Minitab根据所采集的数据,采取Ryan-Joineer法,作正态性检验分析。由图2可知,各点随机分布在直线两边,P值也>0.1,因此可以判断,该数据符合正态分布[1]
工序能力指数是指工序能力对规格要求满足的程度。工序能力指数越大,说明工序能力储备越充足,质量保证能力越强,潜力越大,不合格品率越低。由图3可知,CP=0.8,Cpk=0.64,则根据表2可知属于能力严重不足;又从直方图中可以看出,滑块变形量的分布中心偏离公差中心,所以为了尽可能将这两者重合[5],从人的操作、设备、材料、工艺、测量工具与方法以及环境等各个影响过程质量的因素进行分析,从而改善产品质量,提高能力指数[9]。

图2 变形量正态性检验
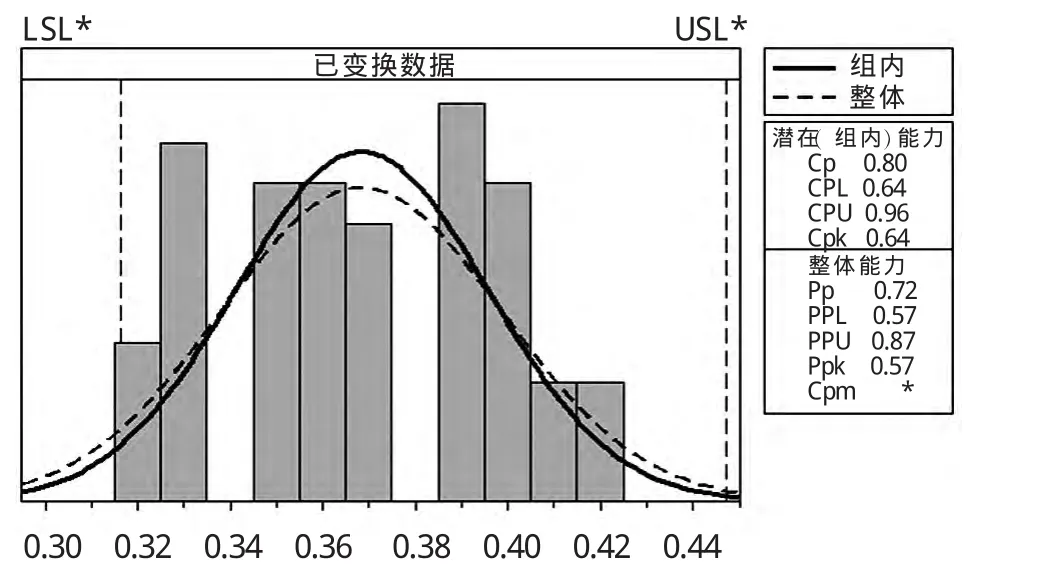
图3 滑块变形量过程能力分析

表2 能力指数的评价标准
根据分析与现场实际考察得知,从压力机床上整体分析,导致滑块变形量不一致的原因有:①机床主传动结构不合理,两侧齿轮受力不均匀,两侧机身受力变形不一致,使两侧施力点处的受力在等高面上不一致;②滑块所使用材料刚性差,有偏心载荷即造成滑块倾斜;③曲轴不等高,滑块运行不同步,不能保证滑块动态水平运行精度,即滑块底面不能始终与台面平行;④滑块导轨耐磨性差,导致导轨运动副间隙加大,有偏心载荷即造成滑块倾斜;⑤施力点连杆长度不一致,连杆螺纹间隙不一致,滑块受力造成偏载倾斜,从而影响滑块变形量不相同。从人员因素上考虑,主要是加工和装配滑块直接相关的工作人员、辅助人员的质量意识不强,培训制度不完善,纪律观念淡薄,操作技术水平有限等等;从现场环境来看,没有遵守6S标准操作,生产环境恶劣,通风状况不佳,基本的劳动条件不够完善等等[6]。运用Minitab软件绘制的因果图如图4所示。
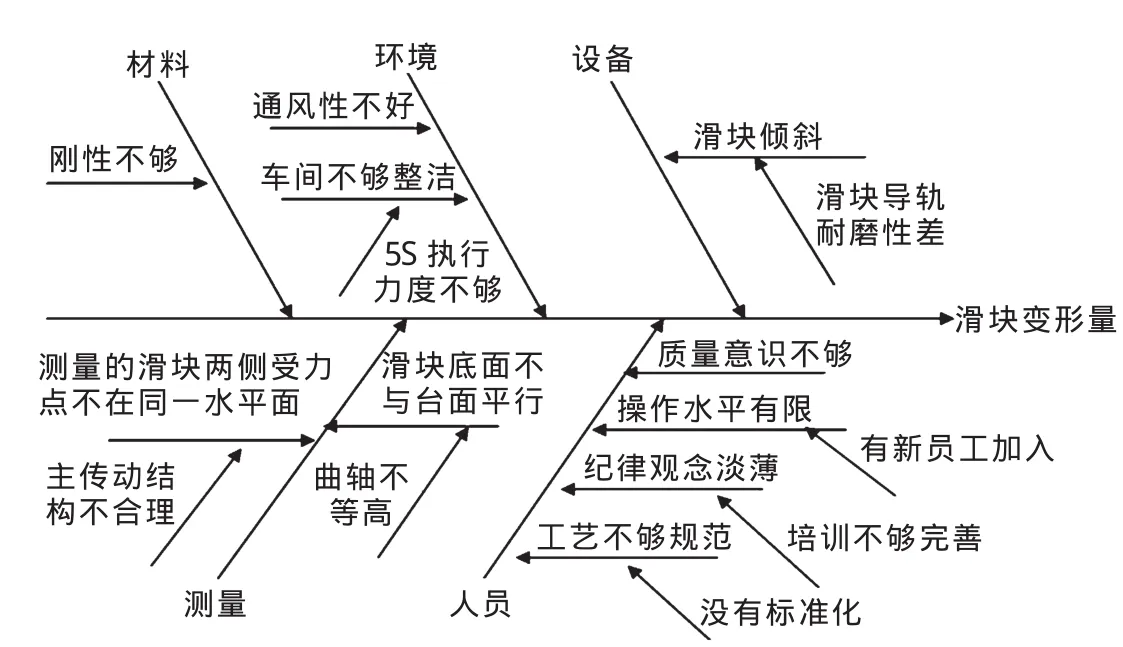
图4 滑块变形量的因果分析图
通过因果分析图,对以上原因加以分析,然后实施改进方案,重新采集60组数据,最后利用Minitab软件对改进结果重新进行验证分析,计算CPK,最后结果如图5所示。

图5 改进后滑块变形量过程能力分析图
由图5可知改进后的数据呈正态性分布,所有的点也都落在控制线内,并且不存在任何异常情况。而CPK由改进前的0.64变成1.56,提高了一倍多。由表2可知,该工序能力达到充足状态[3],满足基本要求,说明改善效果显著且具有实际意义。
2 结论
通过利用Minitab软件对压力机滑块底部各点变形量进行分析,从而找出影响滑块变形量差异化的原因,结果表明该软件不仅可以作为统计技术工具,还在数据分析和质量管理的改进上有着很强的应用性。为企业精益生产的施行增加了有力的技术手段,提高了企业的市场竞争力[2]。
[1] 洪 楠,侯 军.Minibab统计分析教程[M].北京:电子工业出版社,2007.
[2] 林小涵,向 号.Minitab在某轴承端盖质量管理中的应用[J].煤矿机械,2013,( 2):227-278.
[3] 王宇乾,樊树海,潘密密,等.基于Minitab的工序质量改进在磁系统装配中的应用 [J].机械设计与制造,2012,( 1) :62-64.
[4] 候世旺,刘永姜,温海骏.Minitab质量控制在炼钢车间的应用研究[J].计算机工程与应用,2011,( 14):237-241.
[5] 龚立雄,刘 娅.基于Minitab的生产过程质量特性分析与控制[J].重庆理工大学学报,2013,( 2) :69-73.
[6] 罗 军,宋德朝,郑永前,等.基于Minitab在质量控制技术在制造过程中的应用[J].现代制造工程,2009,( 2):19-25.
[7] 梁培康,梁工谦,吴 冲.基于Minitab的质量控制图在工件制造中的应用[J].现代制造工程,2007,( 8):94-102.
[8] 吴越强,陈 健.基于工业工程的滑块装配生产线的分析与改善[J].锻压装备与制造技术,2014,49( 5):45-48.
[9] 肖 政,盛 娟.冲床球头连杆螺旋传动失效原因浅析[J].锻压装备与制造技术,2014,49( 5):41-43.
[10] 马宪亭.液压缸典型控制回路可靠性分析[J].液压气动与密封,2013,( 3).
猜你喜欢
昆钢科技(2022年2期)2022-07-08
重型机械(2020年3期)2020-08-24
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
婚姻与家庭·性情读本(2017年1期)2017-02-16
锻压装备与制造技术(2016年3期)2016-06-05
工程建设与设计(2016年1期)2016-02-27
中国塑料(2015年9期)2015-10-14
