GD系列包装机铝箔烟包剔除装置改造
2015-12-14 03:57:12付跃军
设备管理与维修 2015年6期
安 斌 付跃军
(贵州中烟工业有限责任公司铜仁卷烟厂 贵州铜仁)
GD系列包装机组是由意大利GD公司开发研制的卷烟包装设备,目前被国内各卷烟生产企业广泛采用。该机型有质量检测和剔除装置,能在高速过程运行中对不合格烟包进行检测和剔除,但在剔除缺陷铝箔烟包时,因铝箔纸散开从而使铝箔纸或烟支卡在剔除装置的剔除板和铝箔烟包的模盒之间,无法正常剔除,导致设备故障,严重时模盒被打坏,影响设备正常运行。通过对剔除装置进行改造,从而有效避免了上述设备故障,提高了设备运行效率,节约了维修费用。
一、工作原理及存在的问题
GD系列包装机有多个剔除站,分别起着不同的剔除作用。其中缺陷铝箔烟包剔除装置位于3号轮的第二工位,对铝箔纸偏移检测(2B226,2B227)、阻塞检测(2S514)和铝包拉片缺失检测(2B518)等检测出的缺陷铝箔烟包进行剔除,工位详见图1。
在第二工位处有一个剔除装置,执行由上到下的剔除动作,将缺陷铝箔烟包从第二工位处向下排出。其执行机构如图2所示。
当电气控制系统检测到铝箔纸偏移、阻塞或铝箔纸拉片缺失等信号时,剔除执行机构动作,在摆杆的带动下,铝包托板逆时针转动,同时执行机构剔除板在摆杆的带动下,至上而下将缺陷铝箔烟包从模盒中剔除。
当缺陷铝箔烟包的外包装铝箔纸散开时,在剔除板向下运动过程中铝箔纸或烟支可能卡在剔除板和模盒之间,无法正常剔除,当进入下一工位时,导致设备故障,严重时模盒被打坏。

图1 缺陷铝箔烟包剔除装置工位
二、剔除装置改造
1.改造方法

图2 缺陷铝箔烟包剔除装置执行机构
在了解其他单位对3号轮剔除装置改进的基础上,发现单纯改变剔除装置的机械结构来解决,并不能彻底消除类似故障,效果不理想。经过分析,决定采用机电相结合的方式来解决。当电气控制系统检测到铝箔纸偏移、阻塞或铝箔纸拉片缺失等信号时,利用压缩空气将散开的铝箔纸或烟支快速吹走。
2.机械设计
对剔除板进行改造,剔除板长74 mm,宽49 mm,与原尺寸保持不变。为增加剔除板的强度,其厚度由4 mm变为6 mm。在剔除板上增加压缩空气吹气孔,并于压缩空气管道上加装节流阀,以调节压缩空气的流量。
3.电气控制
为实现剔除与吹气的同步,利用缺陷铝箔烟包剔除电磁铁(2Y913)的控制信号(N15 C30)来驱动一个中间继电器,通过中间继电器来控制电磁换向阀,最后通过电磁换向阀来实现剔除与吹气的同步功作。其吹气装置电气控制逻辑见图3所示。YF0为电磁换向阀线圈,K0是中间继电器,N15 C30为剔除电磁铁控制信号。
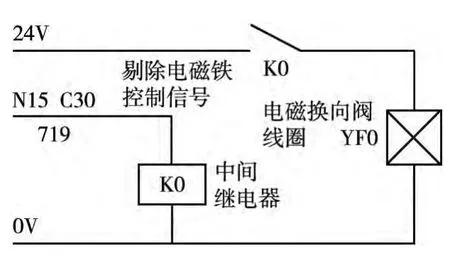
图3 吹气装置控制逻辑图
经查阅资料,GD系列包装机电气控制线路板输出电流为800 mA,选择DC 24 V中间继电器,线圈电阻为625 Ω,继电器线圈电流为38.4 mA,永远<800 mA,能够满足电气控制线路板输出电流要求。
三、应用效果
剔除装置改造后,2014年6月在卷烟厂4号GDX2上投入生产运行,到2015年3月该装置一直运行良好,未发生任何故障。通过对剔除装置进行改造,利用压缩空气快速将缺陷铝箔烟包吹走,彻底解决了因铝箔纸散开从而使铝箔纸或烟支卡在剔除装置的剔除板和铝箔烟包的模盒之间无法正常剔除的故障,设备运行效率提高,节省维修费用。
猜你喜欢
轻合金加工技术(2023年7期)2023-10-30 07:26:30
铝加工(2023年3期)2023-08-31 08:06:46
娃娃乐园·综合智能(2022年2期)2022-04-19 13:00:42
阅读(科学探秘)(2021年9期)2021-05-30 10:48:04
设备管理与维修(2020年23期)2021-01-04 00:15:12
印刷工业(2020年5期)2020-03-29 06:47:08
设备管理与维修(2019年17期)2019-10-26 03:50:44
设备管理与维修(2019年9期)2019-09-12 07:44:06
中国设备工程(2015年4期)2015-12-27 08:22:58
设备管理与维修(2015年8期)2015-01-06 07:47:36