大型数控机床一人多机遥感装置
2015-12-14 03:57:12王德华
设备管理与维修 2015年7期
王德华
(南车青岛四方机车车辆股份有限公司 山东青岛)
一、问题的提出
6台大型M-VR33/39D三菱五面铣加工中心采用FANUC 31i数控系统,主要承担构架的正、反面加工,具有APC自动托盘交换功能,一次循环加工需要12 h,机床跨距为40 m,1名操作者监控多台机床及装卸工件。由于数控机床润滑油液位低、刀具扭矩过大等常见故障,造成每台机床执行完一次循环的切削时间不可预测,操作人员往复巡视,劳动强度大。为此,在线采集、编译和传输数控机床的PMC程序,研究精益化生产过程中一人多机控制系统数控机床状态信息的提取方法,通过实验进行验证,实现数控机床工作进程信息采集和显示,达到了生产管理的可视化及最优化,减少操作者巡视次数。
二、采集、编译、反编译和传输PMC程序
利用FANUCLADDER-Ⅲ软件,传输机床的 PMC程序,经过系统默认的反编译可在计算机上显示出梯形图,在通信处于脱线[OFF Line]状态时,进行修改、编辑。在数控机床程序编辑过程中,可在加工程序中添加1个自定义的M功能,使得数控机床在加工过程中程序运行至编辑的M功能指令,M功能生效,外部继电器触发,通过无线电波实现远距离的报警提示,并通过参数设定来设置报警时间。
1.选取M16对应的地址和线圈
由PMC到机床端的输出必须采用Y类型的线圈,其余线圈及地址均选择内部继电器区域(R类型地址)。报警继电器的输出可在未经使用的Y类型中任意选取,查阅机床电路图,Y1003.2和Y1003.5已被使用,选择Y1003.4作为报警输出线圈。对于R类型线圈的选取,从R31.0开始顺序往下使用即可。
2.M16功能的实现(译码)
M功能指令由字母M和两位数字组成,扩张的M功能指令选取原则是不要和原机床M功能指令重复,本文选取M16。所有的M功能均需要进行译码处理。查阅M代码的逻辑开关地址为F7.0,译码的功能指令为SUB4(图1),R0200表示译码信号地址,1611表示译码指令。译码指令由被译码数和被译码位数组成,16表示被译码的功能指令为M16,11表示对高4位和低4位均译码。译码完成后需要通知CNC系统时,在R14.5(MF FINISH 1)的线圈处应再添加一条并联支路(图2),该并联支路由常开触点R31.0和R31.2组成,R31.0为M16功能对应的线圈触点,R31.2为M16功能信号输出的线圈地址。至此,M16功能的译码完成。
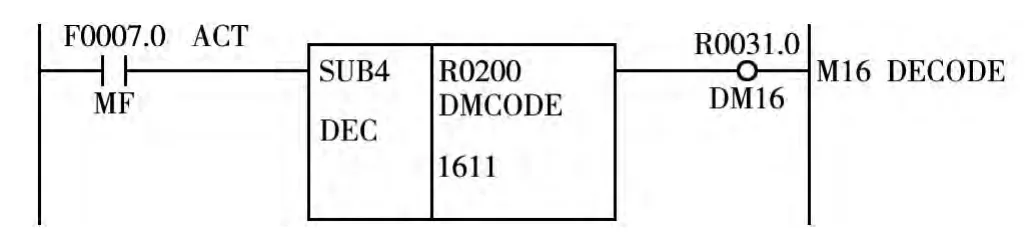
图1 M16功能指令的译码
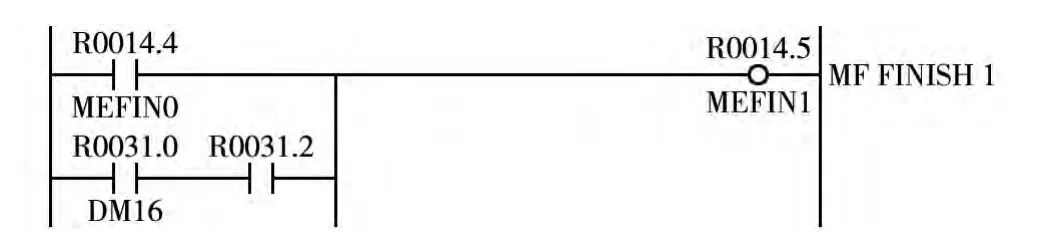
图2 M16功能指令译码指令完成
3.M16功能控制报警信号的输出
数控程序在加工的过程中M16功能有效,则可以触发R31.0线圈,通过R31.0触发报警信号的输出线圈Y1003.4时,需要加入逻辑控制线路和报警延时线路(图3)。
(1)逻辑控制线路。X1008.4为急停触点,当控制面板上“急停按钮”未按下时,常开触点的值为1,反之为0。F1.1为RESET(复位)触点,控制面板上未按下时,常开触点的值为0,反之为1。对于R31.2还需要具有自锁功能,逻辑控制程序主要实现自锁和断开功能,即M16功能有效后,线圈R31.2一直处于带电状态,遇到急停或复位实现断电保护功能。
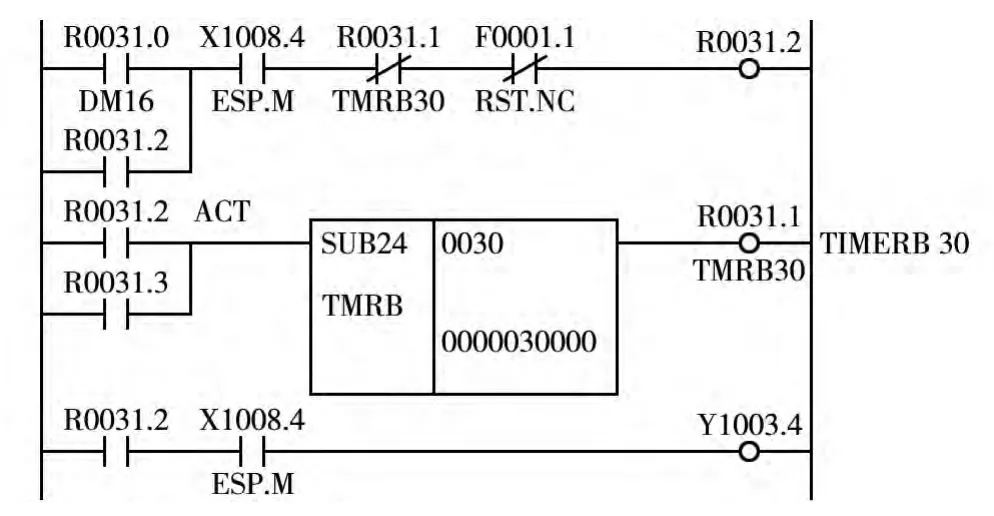
图3 逻辑控制和报警延时顺序
(2)报警延时线路。延时程序采用固定定时器TMRB处理,即在编辑PMC程序时将延时所设定时间写在FROM中,执行过程中不能通过操作面板上的PMC时间参数修改。固定定时器的功能指令为SUB24,本例采用固定定时器的时间继电器序号为30号,时间预设值为30 000 ms(30 s,该时间可在写PMC程序时自由设定)。自定义R31.1为时间延时线圈及触点,在无线电波响应30 s后,线圈R31.1得电,图3中的常闭触点断开,通过线圈R31.2断开固定定时器和报警信号输出线圈Y1003.4。
至此,以上所加程序可实现加工程序中出现的自定义M16功能代码。
三、发送与接收数控机床状态信息
通过DNC技术对1台或多台数控机床工作中的信息进行实时采集和传输,对于发射端,选择PT2262芯片,接收端选择PT2272芯片,运用集成技术控制3台或更多数控机床的时间流程和程序流程,技术工人通过无线电波设备实时接收灯光(如LED灯)、声音(如蜂鸣器)和振动(如手表腕带)等不同的信息显示技术,接收不同数控机床的工作信息,更有利于操作工人对多台数控机床的操作和管理。
四、结束语
设计的数控机床监测系统运行良好,达到了预期设定的各项功能。该一人多机遥感系统,可通过远程控制对多台机床工作中的信息进行实时采集,再由无线信号传输给操作人员,实现使分管不同内容的操作人员在第一时间到达现场,实现快速响应的目的。一人多机遥感系统的投用,提高了生产效率,为企业网络化制造、高自动化生产奠定了良好的底层技术基础。
1 罗学科,谢富春.数控原理与数控机床.北京:化学工业出版社,2003
2 卢胜利,王睿鹏.现代控制系统.北京:机械工业出版社,2006
3 何俐.数控机床联网技术应用.机械工人,2004(11)
4 曹志军,肖龙.数控PMC编程与调试.北京:清华大学出版社,2010
5 史国生.电气控制与可编程控制器技术[M].北京:化学工业出版社,2003
猜你喜欢
武汉广播影视(2022年6期)2022-12-28 06:38:12
现代计算机(2021年36期)2021-03-14 00:50:38
自动化仪表(2020年10期)2020-11-13 03:31:00
军民两用技术与产品(2020年8期)2020-09-07 13:37:18
新闻传播(2016年3期)2016-07-12 12:55:27
船舶力学(2015年6期)2015-12-12 08:52:20
遥测遥控(2015年2期)2015-04-23 08:15:19
汽车维护与修理(2014年10期)2014-02-28 12:15:01
河南科技(2014年23期)2014-02-27 14:19:00
华东理工大学学报(自然科学版)(2014年3期)2014-02-27 13:49:04