6mm 厚Q235钢CO2激光切割的质量控制
2015-12-13 05:09姚志远
机械管理开发 2015年10期
姚志远
(常德烟草机械有限责任公司,湖南 常德 415000)
引言
随着我国烟草工业不断深入发展,对烟草机械的要求也随之增加。激光切割技术在烟草机械钣金结构件的展开加工中起到了至关重要的作用。激光切割以切割范围广、速度高、切缝窄、热影响区小、加工柔性好等优点广泛应用于各种加工领域,是激光加工中发展最为成熟的一种技术。不仅提高了生产效率,也对展开图形的外观尺寸提供了最大限度的保证。激光切割具有速度快、切割割缝细、表面质量好、热变形小和操作方便等优点,在常德烟草机械有限公司(后简称公司)钣金生产中得到广泛使用。同时,激光切割的工艺参数对表面质量的优劣起到了决定性作用,由于机型限制,在切割一些较厚板材时,会使切割质量下降,加大了后续工序的工作量,因此,现以6mm厚Q235钢为实验板材,分析影响切割质量的主要因素,得到一组合理的工艺参数,解决了公司较厚板材切割质量差的难题。
1 实验方法及结果
1.1 试验方法
该实验主要考察气体压力、激光功率、切割速度等三个因素对切割表面质量的影响,通过对表面粗糙度、光洁度以及切口平行度的检查,对比分析,得到较好的工艺参数组和范围。为了在实验过程中减少其他因素对实验过程的干扰,喷嘴到工件表面的距离始终设为2mm,气体纯度不变,其他影响因素均为相同定值[1]。待考察因素为变量时,其他两因素值均不变。实验材料为6mm 厚Q235钢,化学成分见表1。

表1 Q235钢板的化学成分 %
1.2 实验结果及分析
1.2.1 切割速度
切割速度的选择,取决于激光功率密度和被切割材料的热物理性质。当功率密度和材料一定时,切割速度有一个合理的范围,过快容易造成挂渣多,很难清尽,为后续工序造成困难,甚至会出现未切透;速度过慢会形成过烧,切口宽度大,影响尺寸,以及热影响区大等问题[2]。表2 为实验切割速度数值和相应的横截面状态描述。

表2 切割速度及表面质量的描述
下页图1、2、3 分别为三组实验的切口表面图。

图1 切口表面(A)

图2 切口表面(B)

图3 切口表面(C)

图4 1.6m/min切后两板黏着在一起
1.2.2 气体压力
激光切割时需喷射同轴辅助气体,主要作用是吹除切割熔体和熔渣,保持切割断面整洁;加快切割过程,加深切割深度,减小切缝宽度和热影响区宽度;保护激光器透镜不受加工飞溅物损伤并冷却透镜。使用不同的冷却气体,对切割质量会产生不同的影响,因此辅助气体的选择是获得高质量切割效果的关键参数之一。在碳钢反应切割中,采用氧气作为辅助气体,有三个基本功能:提供氧化放热反应所需氧气;提供机械能以去除熔融物质;强制对流冷却切割区。氧化反应供给的热量约为激光切割所需总能量的2/3 以上,可降低对激光器输出功率的要求。当激光功率和切割速度一定时,氧压大,则反应剧烈,速度快,热影响区大,切缝质量低;反之则切缝质量高。但氧压过低可能出现切不透或切缝下粘附熔渣过多。
图5为氧气压强过时的切口表面图,可见左侧下方有明显凹陷,整体平行度不好,两侧有向上翘曲的趋势。

图5 氧气压强过大时切口表面
氧气压强为0.05MPa时,钢板背部基本无熔渣被吹出,几乎都粘附在钢板反面,出现了未切透部分,图6为切割后钢板反面图。
当氧气压强为0.15 MPa时,会出现过烧现象,切缝宽度加大,尺寸比实际要求值略小0.2~0.5mm,主要是因为氧气供给量加大,切缝区域氧化反应剧烈,导致过烧。在图7中可以看出,熔渣较图6明显减少,但由于气体压力较大形成涡流,反而未见熔渣完全吹去[3]。

图7 氧气压力过大时切割钢板反面
1.2.3 激光功率
激光功率是影响切割质量的重要因素之一。对于特定的工件,一定的功率对应一定的切割速度。激光功率越大,切割的厚度越大。但随着激光功率的增加,切缝宽度和热影响区均增大。在其他条件一定下,功率过小,会导致未切透;功率过大又会形成过烧。激光的功率往往和切割速度相对应,在实际操作中,往往会在合适的激光功率范围值内,选取最大的功率,这样可以相应的增加切割速度,提高生产效率。但并不是激光功率越大越好,在实际应用中,随着激光功率的增加,模式会随着改变而改变,在焦点处未必获得最高的功率密度,也就是说切割质量未必最佳[4]。有学者进行了研究,在其他条件一定的情况下,激光的功率和挂渣情况近似呈二次曲线关系,见下页图8,针对以上理论进行了验证,当功率在正常值以上时,熔渣粘附在板面,挂渣增多,见下页图9。
2 结论及意义
研究了切割速度、气体压力、激光功率三种因素对6mm 厚Q235钢板试样表面切割质量的影响,可得下列结论。
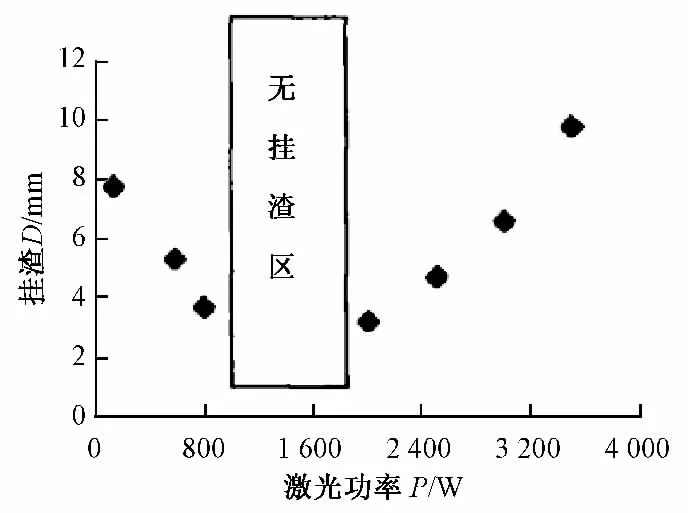
图8 激光功率与挂渣关系

图9 大功率下板面挂渣情况
1)切割速度过大或过小均得不到理想的切口表面,只有速度在一定范围内才会得到较好的切割质量。
2)氧气压力过大会产生过烧,平行度差以及比要求尺寸略小等缺陷,氧气压力过小又会形成切不透缺陷。
3)在一定范围内激光功率越大越好,但过大对切割质量会有一定影响。
4)得出了6mm 厚Q235钢板的切割合理参数,即速度1.35~1.45 m/min,气体压力0.09~0.11MPa,功率1 350~1 500 W,图10为在此参数下的切口表面,可以看到,纹理细窄均匀,无挂渣,平行度良好,基本无需切后处理就可进入下道工序。

图10 最终合理参数下的切口表面
通过上述几组实验,了解了三种主要因素对激光切割表面的影响情况,得到了合理的工艺参数范围,解决了公司特定机型下切割较厚板材的问题。同时对以后未知材料的切割提供了科学的研究方法和思路。
[1]张应力,罗建祥,张梅,等.金属切割实用技术[M].北京:化学工业出版社,2005.
[2]阎启,刘丰.工艺参数对激光切割工艺质量的影响[J].应用激光,2006,26(3):151-153.
[3]李良福.4130钢的CO2激光切割质量[J].国外金属热处理,2005,26(6):41-47.
[4]陈武柱.激光焊接与切割质量控制[M].北京:机械工业出版社,2010.
猜你喜欢
中学生数理化·中考版(2022年9期)2022-10-25
中学生数理化·中考版(2021年9期)2021-11-20
建材发展导向(2021年20期)2021-11-20
工程爆破(2020年6期)2021-01-05
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年3期)2017-06-23
汽车文摘(2016年5期)2016-12-06
上海金属(2016年2期)2016-11-23
上海金属(2016年3期)2016-11-23
儿童故事画报·自然探秘(2016年6期)2016-09-14