
热处理工艺对BCu58ZnMn钎料钎焊接头组织与性能的影响
2015-12-11 01:33:36薛维华齐晓旭李智超
机械工程材料 2015年6期
薛维华,齐晓旭,2,李智超
(1.辽宁工程技术大学材料科学与工程学院,阜新 123000;2.阜新市建设工程造价管理处,阜新 123099)
0 引 言
非整体式硬质合金工具主要靠钎焊来实现基体与硬质合金的连接,钎焊接头中钎缝的组织、状态与钎焊连接质量直接相关,并最终影响着工具的寿命[1-4]。非整体式硬质合金工具制造工艺复杂,在基体成型和硬质合金钎焊后,还需要对工具进行热处理,使基体及钎焊接头具有良好的综合力学性能。而焊后热处理会使钎焊接头中钎缝的显微组织随之发生变化,为了提高钎焊连接质量进而提升工具的使用寿命,很有必要对钎缝组织状态随热处理工艺变化的规律进行研究。BCu58ZnMn合金钎料是硬质合金工具制造中应用较广的钎料之一[4-6],虽然已有报道[7-8]就热处理工艺对此钎焊焊缝强度的影响进行过相应的分析,但结合焊后热处理工艺对焊缝组织与性能的影响,系统分析钎缝组织和接头性能的变化却少见报道。为此,作者结合硬质合金工具制造过程,对BCu58ZnMn钎料进行了重熔凝固和相应的热处理,研究了其在不同状态下的组织与性能;在此基础上进行了钎焊试验,分析了热处理工艺对钎焊连接质量的影响,以期优化硬质合金工具的生产工艺,提高产品质量。
1 试样制备与试验方法
试验选用厚1 mm的冷轧退火态BCu58ZnMn合金箔片为钎料,其化学成分(质量分数/%)为58.2Cu,37.73Zn,3.92Mn,0.15Fe。按表1所示工艺模拟钎焊后冷却方式和焊后固溶和时效工艺制备钎焊接头中钎缝试样。用XJL-02型光学显微镜观察钎缝试样的显微组织,金相腐蚀剂为FeCl3盐酸水溶液;用HV-10B型小负荷维氏硬度计测试样硬度,试验载荷4.9 N,保载时间15 s。
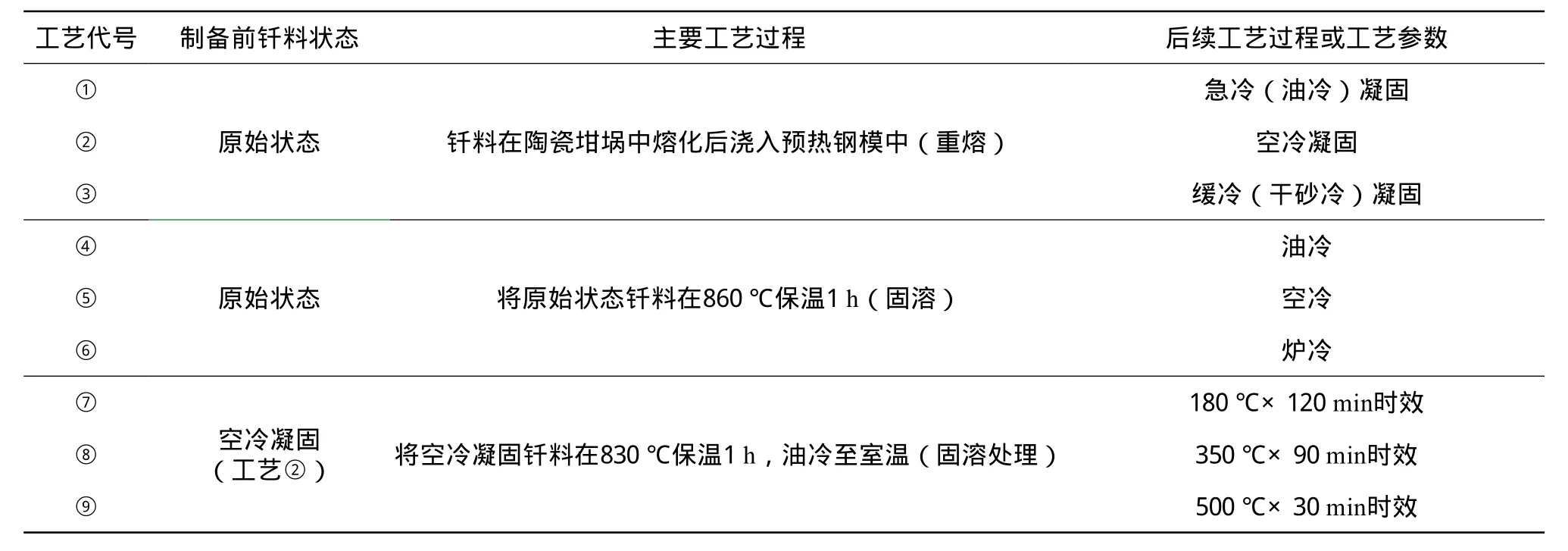
表1 钎缝试样的制备工艺Tab.1 Preparation processes of brazed seam samples
采用中频感应加热的方法对42CrMo钢(齿座)与YG13C硬质合金(M22型截煤齿)进行钎焊。将M22型截煤齿,见图1(a),插接钎焊于42CrMo钢齿座孔中,见图1(b),装配形式如图1(c)所示,钎剂选用气剂301。将适量钎料、钎剂与硬质合金截煤齿依次置入齿座孔内,整个装配体放入中频装置的感应圈内加热。中频感应装置的功率为16 kW,电流频率为2 500 kHz,加热时间90 s左右。加热至熔化的钎料从缝隙中均匀溢出,在硬质合金上稍加力以保证焊实,完成焊接。试样钎焊完毕后分别油冷、空冷、砂冷至室温;对部分空冷试样进行淬火和回火处理,即重新加热到830℃,保温1 h后油冷至室温淬火,然后分别进行180℃×120 min,350℃×90 min和500℃×30 min的回火。钎焊接头剪切强度测试按照MT/T 246—2006[9]进行,首先用电火花线切割从钎焊部位截取8 mm厚试样,如图2(a)所示,然后在万能材料试验机上按图2(b)所示方式以10 MPa·s-1的速率将试样压至破坏,记录破坏瞬间载荷P,计算钎焊接头剪切强度,取三个试样的平均值。
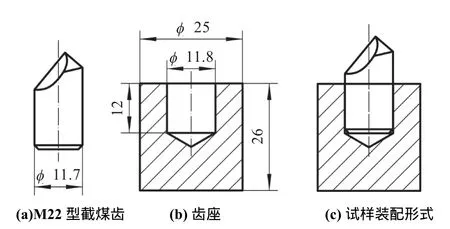
图1 钎焊试样尺寸及装配形式Fig.1 Size and assemblage of brazing sample:(a) M22 coal bit;(b) bit box and(c) sample assemblage style
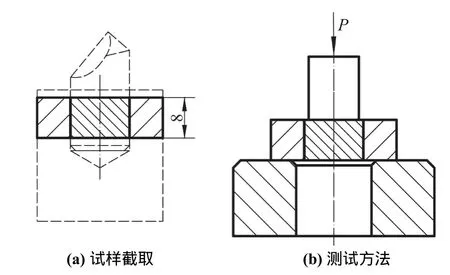
图2 钎焊接头缝剪切强度试样截取方式及测试方法Fig.2 Sampling(a) and testing method(b) for shear strength sample of brazed joint
2 试验结果与讨论
2.1 不同状态钎料的显微组织
由图3可见,原始冷轧退火态钎料为α+β(β')的双相组织,其中白色α相是以铜为基的固溶体,深色β(β')相是以CuZn化合物为基的固溶体。钎料原始组织与普通黄铜退火组织的区别在于没有明显的孪晶,这说明钎料中锰元素不仅是强化元素,也起到了抑制孪晶的作用。
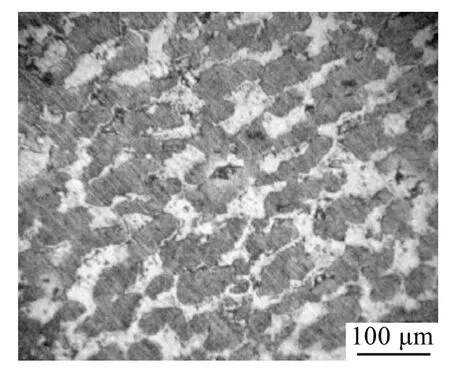
图3 冷轧退火态BCu58ZnMn钎料的显微组织Fig.3 Microstructure of BCu58ZnMn brazing alloy after cold rolling and annealing
由图4可见,随重熔后冷速的降低,钎焊态钎料组织中α相逐渐增多且组织变得粗大。从铜-锌合金平衡凝固相图可知,与BCu58ZnMn合金成分类似的合金凝固时先由液相析出β相,然后由β相中析出α相,在456℃左右,无序的β相转变为有序的β'相,同时,α相中也开始析出β'相[10]。冷速低时α相较易析出,钎料组织中α相增多。图4中显微组织尖锐,β'相较多,因β'相为脆硬相,能起到强化的作用,但组织的尖锐部位又易造成应力集中,因此,该组织的产生将使钎料塑、韧性下降。
由图5可知,860℃保温1 h后经不同方式冷却的钎料显微组织与凝固组织类似,但β'相有变平滑趋势。炉冷(工艺⑥)后的组织与重熔后干砂冷(工艺③)的相比明显粗大,说明炉冷冷速要明显慢于在干砂中缓冷的冷速。

图4 BCu58ZnMn钎料重熔后经不同方式冷却凝固后的显微组织Fig.4 Microstructure of BCu58ZnMn brazing alloy solidified by different ways after remelting
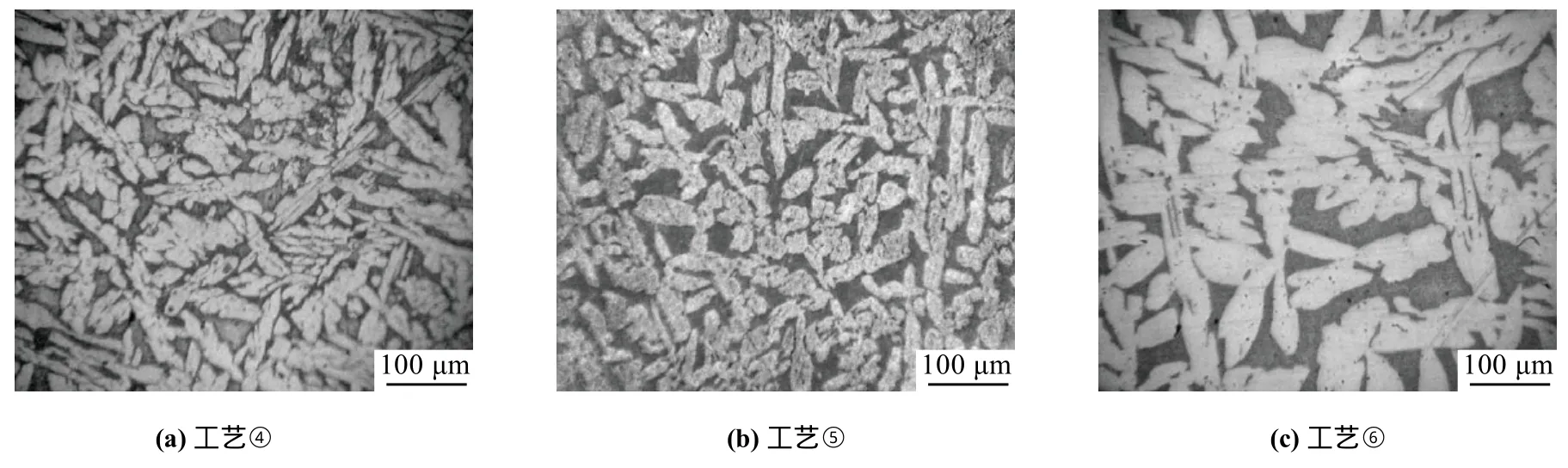
图5 BCu58ZnMn钎料经860℃保温1 h以不同方式冷却后的显微组织Fig.5 Microstructure of BCu58ZnMn brazing filler metal after heating for 1 h at 860℃and cooling by different ways
由图6可知,工艺⑦~⑨处理后的组织与工艺①~⑥处理后的相似,固溶时效后的组织进一步变得平滑。三种温度时效后钎料组织变化不明显,说明固溶后固溶体过饱和度并不大。BCu58ZnMn钎料的这一特点能保证其有比较大的工艺窗口范围。
2.2 不同状态钎料的硬度
由表2可知,随冷却速率的减小,重熔凝固和热处理后钎料的硬度降低,时效处理后随时效温度升高则硬度降低,这主要是细晶强化和β'相的析出强化作用。热处理后钎料的硬度均大于重熔凝固后钎料的,主要是因为凝固组织缺陷较多,组织粗大且脆硬相对基体又有割裂作用。由此说明硬质合金工具钎焊后的热处理是必要的。三种时效温度下钎料组织和硬度变化不大,再次说明钎料对时效处理的敏感性较低,工艺稳定性较好。
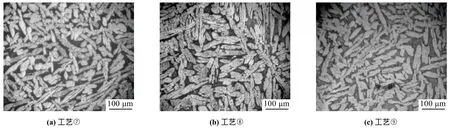
图6 重熔BCu58ZnMn钎料不同工艺时效后的显微组织Fig.6 Microstructure of BCu58ZnMn brazing alloy after ageing
2.3 热处理工艺对钎焊接头剪切强度的影响
由表3可知,焊后与热处理后钎焊接头的剪切强度基本达到MT/T 246—2006标准规定的指标要求(不小于180 MPa)。接头钎焊后以较慢的空冷和砂冷方式冷却的强度要优于油冷的,其中砂冷下的剪切强度达到最大。对钎焊淬火后的接头进行350℃回火热处理之后,其剪切强度明显低于180℃和500℃回火后的剪切强度,剪切强度在180℃回火后达到最大。

表2 BCu58ZnMn钎料在不同工艺状态下的硬度Tab.2 Hardness of BCu58ZnMn brazing alloy under different states HV

表3 钎焊后以不同方式冷却及不同工艺热处理后钎焊接头的剪切强度Tab.3 Shear strength of brazed joints cooled by different ways after brazing and different heat treatments
钎焊接头剪切强度与钎料强度和钎焊缝应力状态有关系。钎焊温度过高、冷速过大且钎焊缝塑性变形小时,残余应力就会增大,进而使钎焊接头剪切强度变低[11];另一方面,冷速增大,钎焊缝处合金元素固溶度增大、晶粒细化,又会使焊缝强度增加[7]。由冷速不同导致的焊接应力和钎料强度的变化对钎焊缝剪切强度的作用恰好相反,这使得焊后冷速对钎焊缝剪切强度的影响变的复杂。从表2可知,不同冷速下钎料的硬度变化不大,因此钎焊缝应力状态成为决定钎焊接头剪切强度的主要因素,较慢的冷却方式能够能缓解钎焊缝残余应力,使剪切强度得到提高,改善焊接质量。
回火可以使钎焊过程中产生的内应力逐渐去除,提高钎焊接头剪切强度。回火温度为180℃时,钎料硬度较高,钎焊接头剪切强度最大。回火温度为350℃时,42CrMo钢产生第一类回火脆性,此时其韧性最低,剪切强度下降。同时钎料合金也会出现脆性相[8,12-13]。回火温度为500℃时,钢基体韧性提高,钎焊接头保持了比较高的剪切强度。根据表3可知,180℃和500℃时的剪切强度值仅相差约2%,这说明在实际生产中,硬质合金工具钎焊后进行调质处理(高淬高回),对钎焊接头剪切强度损伤不大,可以保证齿体获得良好的综合力学性能,同时保持钎焊接头的剪切强度,提高工具使用性能。
2.4 讨 论
与类似成分的黄铜钎料相比,由于BCu58ZnMn钎料中锰元素的存在,其组织发生了比较大的改变,强度有比较大的提高。虽然试验中未测试钎料的塑韧性,但通过钎料组织的分析,仍可断定其塑韧性受到了不利的影响。钎焊接头剪切强度受到钎料强度和钎焊缝应力状态的双重影响,单纯的提高强度并不一定能使连接质量得到提高。因此,用BCu58ZnMn钎料钎焊时应特别注意协调提高强度与增加韧性缓解应力两方面的关系。从试验结果来看,BCu58ZnMn钎料钎焊时缓解应力应是需要重点关注的,焊后应采取缓冷的冷却方式。
另外,由于BCu58ZnMn钎料的熔点与常用的硬质合金工具基体钢的淬火温度相当,因此在实际生产中存在协调钎焊和淬火工艺先后的问题。从表3可知,钎焊后调质试样与钎焊后空冷(接头部位的工具基体为正火态)试样的剪切强度相比下降不明显,钎料仍能保持比较好的组织和应力状态,有比较高的钎焊连接质量;同时,正火状态的工具基体综合力学性能要低于调质状态的。因此,采用BCu58ZnMn钎料进行硬质合金工具的钎焊时,应采用先钎焊后调质的工序。这样能保证工具基体整体都保持调质状态,有比较好的综合力学性能,同时保持较好的钎焊质量,有利于硬质合金工具应对各种复杂的工况条件,提高使用寿命。
回火后的钎焊接头剪切强度低于焊后空冷的,很可能是由于铁等元素扩散进入钎料中产生硬脆相而导致的。由于作者未考虑钎焊缝处元素扩散对钎焊质量的影响,这一问题尚需后续进一步的测试分析。
3 结 论
(1)不同状态下BCu58ZnMn钎料均保持两相组织,随热处理工艺和冷速不同组织略有差异;热处理能起到缓解尖锐凝固组织应力集中的作用。
(2)BCu58ZnMn钎料重熔凝固和固溶后冷速提高可使其硬度增大,重熔凝固后的硬度低于热的处理后的硬度,时效温度对钎料的硬度影响不大。
(3)用BCu58ZnMn钎料钎焊制备硬质合金工具时,焊后缓冷能提高钎焊接头的剪切强度。
(4)焊后正常热处理工艺对BCu58ZnMn钎焊接头的剪切强度影响不大,高温回火能使钎焊接头保持理想的剪切强度(190.4 MPa)。
[1]谢锡纯,李哓豁.矿山机械与设备[M].2版.徐州:中国矿业大学出版社,2000.
[2]蒋建敏,赵学彬,贺定勇,等.北京地区盾构机刀具失效分析及再制造研究[J].中国表面工程,2006,19(3):44-46.
[3]张国榉.我国冲击凿岩技术暨钎钢钎具工业的现代化发展[J].凿岩机械气动工具,2010(1):19-36.
[4]张俊熙,周书助.国外凿岩合金钻头材质剖析结果与探讨[M].株洲:中国钨业协会硬质合金分会,2004.
[5]阙仲萍,王海龙 .YG8硬质合金与42CrMo钢的真空钎焊连接[J].机械工程材料,2009,33(2):35-38.
[6]樊润君,朱庆霞.截齿的钎焊工艺[J].金属加工(热加工),2012(8)∶69-70.
[7]李智超,董允,肖东明,等.热处理对硬质合金钎焊焊缝强度的影响[J].热加工工艺,1990,19(3):17-19.
[8]黄云庆.热处理工艺对截齿钎焊接头强度的影响[J].金属热处理,1994,19(2):12-15.
[9]MT/T 246-2006.采掘机械用截齿[S].
[10]吴承建,陈国良,强文江.金属材料学[M].2版.北京:冶金工业出版社,2009.
[11]吴昌忠,陈静,陈怀宁,等.钎料对金属/陶瓷钎焊接头残余应力的影响[J].机械工程材料,2005,29(9):18-20.
[12]丁毅,王小霞,周栋,等.高频感应加热钎焊工艺制备碳钢/不锈钢复合板接头的显微组织[J].机械工程材料,2011,35(9):68-71.
[13]于治水,经敬楠,苌文龙,等.铜粉添加量对不锈钢钎焊接头组织和显微硬度的影响[J].机械工程材料,2014,38(11):7-9.
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:00
四川冶金(2019年4期)2019-11-18 09:30:54
制造技术与机床(2017年3期)2017-06-23 08:11:30
凿岩机械气动工具(2016年1期)2016-11-11 07:33:30
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
