
挤压温度对热挤压Cu-17Ni-3Al-X合金耐磨性能的影响
2015-12-11 01:33罗宗强刘宇轩白鸽玲张卫文
机械工程材料 2015年8期
罗宗强,刘宇轩,谭 伟,白鸽玲,张卫文
(1.华南理工大学机械与汽车工程学院,广州510640;2.有研半导体材料股份有限公司,北京100088)
0 引 言
耐磨铜镍合金具有高强度、耐磨损、耐腐蚀等一系列优异的性能,特别是在高温下有较好耐磨性能,因此在航空航天、化工、冶金、机械、汽车制造等领域得到了广泛的应用[1-2]。目前对于耐磨铜镍合金的研究,大部分集中在铜-镍-硅和铜-镍-锡两个合金系[3-8]。实际上,铜-镍-铝系也是一类非常重要的铜镍耐磨合金。研究表明,在铜-镍合金中添加铝,可使得α固溶体中形成第二相(Ni3Al),产生第二相强化作用,大幅提高合金的强度和硬度。此外,在铜-镍-铝合金的基础上,添加更多的微量合金元素,可进一步改善合金的性能。在Cu-17Ni-3Al合金的基础上,添加铁、硅、铬等合金元素,可获得一种高强耐磨Cu-17Ni-3Al-X白铜合金(X代表铁、硅、铬等合金元素),它在高温条件下具有优异的力学性能和耐磨性能[9],常用作重载机械的耐磨零件。但铸态下这种合金在组织均匀性、铸造质量等方面存在难以克服的困难,使得该合金的性能潜力还难以得到充分发挥。
热挤压可以消除Cu-17Ni-3Al-X合金中的铸造缺陷,改善合金中的夹杂物和第二物的形状、大小及分布,细化合金晶粒,压实缩松和缩孔,是提高合金性能的重要途径之一。但以往关于Cu-17Ni-3Al-X合金的研究大多集中在热挤压工艺对材料力学性能和显微组织的影响上[10-12],而对合金耐磨性能影响的研究开展甚少,Cu-17Ni-3Al-X合金作为一种高强耐磨材料,探索其热挤压工艺和合金耐磨性能的关系有着重要的意义。为此,作者重点研究了不同挤压温度下合金的显微组织和摩擦磨损性能,为进一步提高该合金的耐磨性能,拓展其应用领域奠定基础。
1 试样制备与试验方法
试验原材料为电解铜(纯度为99.96%)、电解镍(纯度为99.90%)、工业纯铝(纯度为99.85%)、铬铁中间合金(Fe-61.5Cr)、铁钉以及少量的其他微量合金。制备合金的化学成分(质量分数/%)为17.0Ni,3.0Al,1.5Fe,1.0Cr,≤1.0Si,≤1.0Ti,≤1.0Mn,余Cu。采用卧式离心铸造方法获得尺寸为φ820mm×φ660mm×125mm的铸造毛坯,将毛坯机加工成尺寸为φ800mm×φ680mm×95mm的铸锭。从铸锭外壁沿轴向线切割截取φ50mm×50mm的圆柱形挤压试样,在YB32-200A型2 000kN的立式挤压机上进行热挤压试验,挤压温度设定为1 000,1 025,1 050,1 075 ,1 100℃,保温时间约1h,以石墨加机油作为润滑剂,挤压冲头移动速率约2mm·s-1,挤压比约为10。挤压前挤压筒预热至500℃,模具预热至550℃。
在OPTIMOL SRV型摩擦磨损试验机上进行干摩擦磨损试验,采用点接触式,载荷150N,预载50N,试验时间为30min。上试样为φ10mm 的GCr15钢球,硬度为62~63HRC,做直线往复运动,频率50Hz,单边振幅1.00mm;下试样为试验合金,尺寸为φ24mm×7.9mm。试验合金和钢球在试验前用丙酮进行超声清洗。用FEI Quanta200型扫描电镜观察合金磨损表面,并用附带的能谱仪(EDS)测磨损表面微区化学成分;利用BMT Expert3D型形貌仪测磨损后试验合金的磨痕深度,用JC-20型读数显微镜测磨斑在垂直和平行摩擦方向的尺寸,用式(1)计算其磨损体积Vs。

式中:ds为平行于摩擦方向的磨斑宽度;dp为垂直于摩擦方向的磨斑宽度;h为磨斑深度。
根据GB/T 228-2002在挤压棒材上截取拉伸试样,拉伸性能测试在CMT5105型微机控制电子万能试验机上进行,拉伸速度为1mm·min-1,结果为3根试样的平均值。硬度测试在HB-3000B型布氏硬度计上进行,采用直径为5.0mm的钢球,载荷为7 355N,保压时间为30s。铜基体的显微硬度在HVS-1000B型维氏硬度计上进行,采用金刚石钻头,施加载荷为0.49N,保压时间为15s。以75%醋酸(30mL)+HNO3(20mL)+丙酮(30mL)混合溶液为腐蚀剂腐蚀硬度试样的纵截面,用Leica型光学显微镜和FEI Quanta200型扫描电镜观察其显微组织。
2 试验结果与讨论
2.1 摩擦磨损性能
由图1可知,在干摩擦条件下,初始磨合阶段,合金的摩擦因数随摩擦时间的延长而急剧上升,达到峰值后迅速降低,然后进入到上下波动幅度较大的震荡期,大约300s后进入到波动幅度相对较小的相对稳定阶段。
铸态合金的平均摩擦因数(0.91)最高;热挤压变形后,合金的平均摩擦因数都有不同程度的降低,热挤压温度为1 000℃时其平均摩擦因数(0.78)最低;随挤压温度的升高,热挤压态合金平均摩擦因数成波浪形变化,基本都处在0.78~0.88之间。

图1 铸态和不同温度热挤压态合金的干摩擦因数与摩擦时间的关系曲线Fig.1 The friction coefficient vs friction time for cast alloy and alloys hot-extruded at different temperatures
从图2中可知,铸态合金磨损体积最大,为1.934mm3,热挤压变形后合金的磨损体积都有不同程度的下降;1 000℃热挤压态合金具有最小的磨损体积,相对于铸态合金降低了约54%;1 075℃热挤压态合金磨损体积为1.352mm3,相对于铸态合金下降约30%;1 050,1 100℃热挤压态合金则具有较大的磨损体积,相对于铸态合金,磨损体积下降并不明显。可以看出,随热挤压温度升高,合金耐磨性总体而言降低,1 050℃热挤压态合金的耐磨性最差,1 000℃热挤压态合金的耐磨性最好。
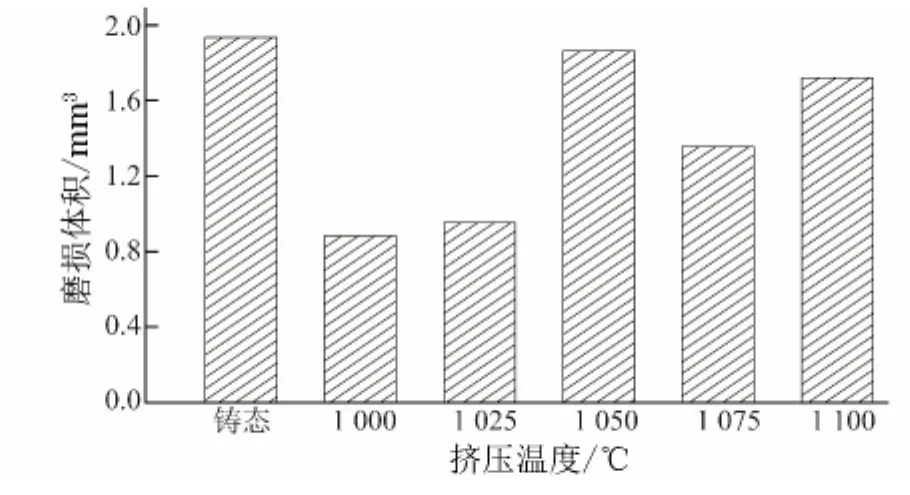
图2 铸态和不同温度热挤压态合金的磨损体积Fig.2 The wear volumes for cast alloy and alloys hot-extruded at different temperatures
2.2 力学性能
从表1中可知,与铸态合金相比,热挤压态合金的抗拉强度、布氏硬度和塑性都得到了明显提高;随热挤压温度的升高,合金的抗拉强度、硬度和基体显微硬度总体呈降低趋势,但伸长率总体呈上升趋势;挤压温度为1 075℃时,合金获得最佳的强韧性,抗拉强度达994MPa,伸长率达8%,布氏硬度为292HBS,基体显微硬度为319HV,分别比铸态合金提高了31%,280%,7%和11%。

表1 铸态和不同温度热挤压态合金的力学性能Tab.1 Mechanical properties of cast alloy and alloys hot-extruded at different temperatures
2.3 显微组织
从图3中可以看出,铸态合金基体为典型的枝晶组织,第二相分布在晶界和枝晶间;经过热挤压变形后,合金的显微组织发生了明显的变化,出现极为明显的挤压条带,同时晶粒和第二相都显著细化,从而导致挤压合金的力学性能比铸态合金大幅度提升。在1 000℃热挤压态合金中出现了与变形方向一致的挤压纤维组织,同时发生了部分动态再结晶;热挤压温度从1 000℃升至1 025℃,合金中的纤维状晶粒不断长大,而未发生再结晶的条带区域逐渐减小;当热挤压温度为1 050℃时,挤压纤维状组织基本消失,动态再结晶已充分进行,但由于变形的不均匀性导致晶粒尺寸也不均匀;热挤压温度为1 075℃时,合金组织中均匀分布着大小近似的晶粒,动态再结晶过程均匀充分。动态再结晶组织的出现及其体积分数增加将降低材料的强度,但有利于合金塑性的改善。但是,随着挤压温度的提高,再结晶晶粒发生了明显的长大,导致合金的强度和塑性降低。
从图4可见,与铸态合金相比,热挤压态合金的磨痕区面积减小,磨损程度减弱,而且中心粘着区的面积减小,磨损没有铸态的严重。这是因为合金在热挤压变形过程中发生了动态再结晶和晶粒长大,同时合金中的晶粒和第二相明显细化,分布也更加均匀,显著提高了合金的耐磨性能。
由图5可知,合金表面磨损形貌有3个特征区域:一是靠近磨痕中心的Ⅰ区,该区域出现了许多凹坑,发生了严重的塑性变形,具有典型的粘着磨损特征;二是沿磨痕边界分布且凸起的II区;三是介于中心区与凸起区之间有许多犁沟的III区。由图6可知,磨痕中心区铁和氧的含量比合金基体中的明显增多。这是因为该区域发生了严重的粘着磨损,在切向力的作用下,粘着点被剪断并碾压成磨屑;粘着磨损导致对磨GCr15钢球中的材料转移,使得磨痕中心区的铁元素含量明显增多。另外,摩擦过程中的高应力导致摩擦副表面温度急剧升高,使得该区域的元素发生氧化反应,也使得氧含量大大增加。在II区,接触应力较小,中心粘着区形成并排出的磨屑往往集聚于此,在对磨钢球的往复作用下,合金表面便会形成犁沟划痕,发生磨粒磨损。该区域的元素含量与基体部分相差不大,也没有发生氧化反应。在切应力的作用下,在III区局部堆积碾压,最后形成了黑色片层结构,该区域的元素含量与种类与磨屑大致相同。

图3 铸态和不同温度热挤压态合金的显微组织Fig.3 The microstructure of the cast(a)and alloys hot-extruded at different temperatures(b-f)

图4 干摩擦条件下铸态和1 000℃热挤压态合金的磨损形貌Fig.4 Worn morphology of the cast alloy(a)and the alloy hot-extruded at 1 000℃ (b)in dry friction condition
与铸态合金的磨损形貌相比,热挤压变形合金的磨损形貌发生了明显的变化,首先是磨痕区的面积减小,其次是磨损程度减弱,中心粘着区的磨损没有铸态的严重。这是因为热挤压变形后,合金组织明显细化,合金强度和硬度显著增大,导致合金抗磨损能力快速提高。同时值得注意的是热变形合金的磨损体积并不是随挤压温度的升高而单调变化,这与不同挤压温度下的微观组织状态有关。从图3可知,1 050℃挤压时,合金中既有挤压态组织,又有再结晶组织,组织中既包含挤压过程中形成的带状组织,又有回复再结晶形成的等轴晶组织;1 100℃挤压时,合金发生了明显的再结晶晶粒长大,合金晶粒大小和组织的不均匀性将导致合金的磨损表面形貌发生变化。挤压温度为1 000℃时,合金磨痕面积比挤压温度为1 075℃时要明显减少,中心粘着区发生轻微塑性变形的面积也略微减小,磨损程度减弱,因此当挤压温度为1 000℃时,合金可以获得较好的耐磨性能。
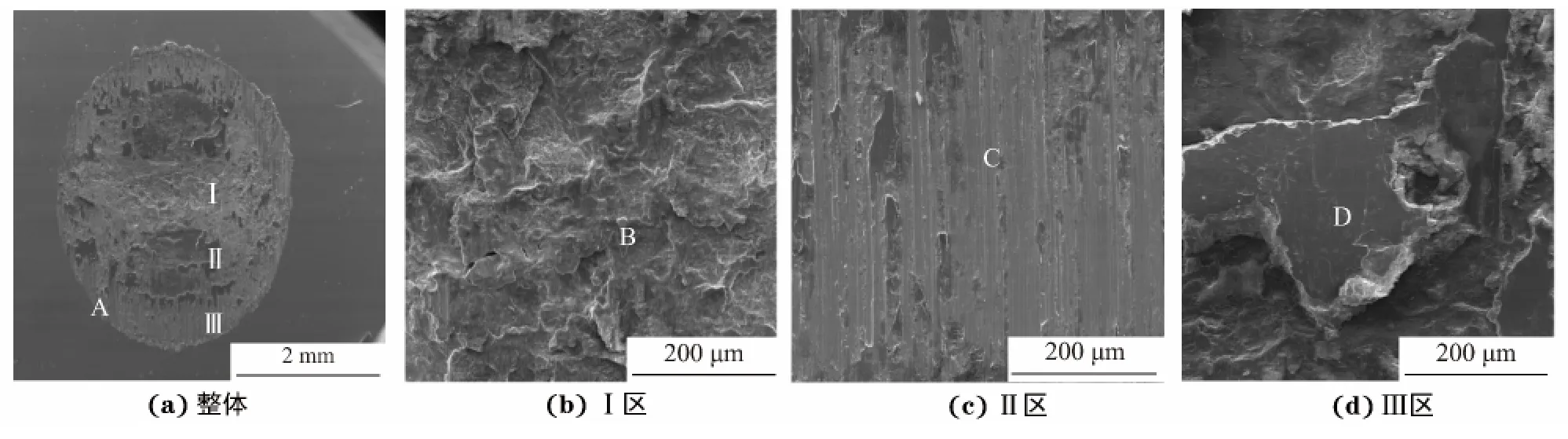
图5 干摩擦条件下1 050℃热挤压态合金不同区域的磨损表面形貌Fig.5 The wear morphology of the alloy extruded at 1 050℃in dry friction condition

图6 合金基体及图5所示磨损表面不同位置处的EDS谱Fig.6 EDS spectra of the matrix(a)and different positions(b-d)in worn surface of the alloy shown in the Fig.5
3 结 论
(1)干摩擦条件下,铸态Cu-17Ni-3Al-X合金经1 000~1 100℃热挤压变形后,合金的摩擦因数、磨损体积都有不同程度的降低;随热挤压温度的升高,合金耐磨性降低,当温度为1 000℃时,合金可以获得最佳的耐磨性能,其磨损体积比铸态合金降低了54%。
(2)随热挤压温度的升高,合金抗拉强度和硬度总体呈降低趋势,但伸长率总体呈上升趋势;伸长率略有提高,挤压温度为1 075℃时,合金抗拉强度达994MPa,伸长率达8%,布氏硬度为292HBS,基体显微硬度为319HV,分别比铸态合金提高了31%,280%,7%和11%。
(3)合金主要磨损机制为粘着磨损和磨粒磨损;热挤压变形合金耐磨性提高的主要原因是热挤压变形对合金起到了细晶强化的效果,减弱了合金基体的粘着磨损。
[1]GLOVER T J.Copper-nickel alloy for the construction of ship and boat hulls[J].British Corrosion Journal,1982,17(4):155-158.
[2]KEAR G,BARKER B D,STOKES K,et al.Electrochemical corrosion behavior of 90-10Cu-Ni alloy in chloride-based electrolytes[J].Journal of Applied Electrochemistry,2004,34:659-669.
[3]袁子洲,张劲松,陈秀娟,等.Cu15Ni8SnNb合金带材的深冷处理强化及微细组织研究[J].机械工程材料,2003,27(7):28-34.
[4]SINGH J B,CAI W,BELLON P.Dry silding of Cu-15wt% Ni-8wt% Sn bronze:wear behaviour and microstructures[J].Wear,2007,263(1/6):830-841.
[5]ZHAO D M,DONG Q M ,LIU P.Structure and strength of the age hardened Cu-Ni-Si alloy[J].Materials Chemistry and Physics,2003,79(1):81-86.
[6]范莉,刘平,贾淑果,等.集成电路用铜-镍-硅合金的动态再结晶行为[J].机械工程材料,2009,33(6):25-28.
[7]邓猛,贾淑果,陈少华,等.铜镍硅锌镁合金的时效析出动力学[J].机械工程材料,2014,38(3):10-13
[8]RATKA J O,CRIBB W R.Copper spinodal alloys[J].Advanced Materials and Processes,2002,160(11):27-30.
[9]ZHANG W W,XIA W,WEN L P.Mechanical properties and tribological behavior of a cast heat-resisting copper based alloy[J].Journal of Central South University of Technology,2002,9(4):235-240.
[10]钟卫佳.铜合金加工技术实用手册[M].北京:冶金工业出版社,2007.
[11]SIERPIÑSKI Z,GRYZIECKI J.Phase transformations and strengthening during ageing of CuNi10Al3alloy[J].Materials Science and Engineering:A,1999,264:279-285
[12]TAN W,WENG Y H,LUO Z Q,et al.Influence of extrusion temperature on microstructures and properties of Cu-17Ni-3Al-X alloy[J].Materials Science Forum,2013,749:105-111.
猜你喜欢
汽车科技(2020年3期)2020-06-08
中成药(2019年12期)2020-01-04
上海金属(2016年3期)2016-11-23
凿岩机械气动工具(2016年3期)2016-03-01
大型铸锻件(2015年1期)2016-01-12
上海金属(2015年1期)2015-11-28
上海金属(2014年3期)2014-12-19
上海金属(2014年3期)2014-12-19
电子工业专用设备(2014年10期)2014-07-04
燕山大学学报(2014年2期)2014-03-11
