
基于PLC 控制的垂直式回转刀具库管理系统设计
2015-12-10 13:02梁晨艳高芳赵磊师垚
电脑知识与技术 2015年26期
梁晨艳 高芳 赵磊 师垚

摘要: 目前,垂直式回转库以其操作方便,定位准确,占地面积小,安全可靠的优势,逐渐取缔传统的药架,货架而被广泛应用于药房、厂房等场所。本文设计的基于PLC控制的刀具库管理系统,基于.net平台,采用C#语言,设计了一套图形化的人机操作界面,通过串口与PLC进行通信,采用最优路径规划控制箱斗转动从而完成对刀具的自动出库,入库等操作。选用欧姆龙公司的CP1E PLC做控制器,可以有效地控制电机的起、停、到位。该系统同时可以与企业上层管理系统进行无缝对接,达到远程操作控制的效果,且简单、安全。我所自行研发的垂直式回转库目前已被应用于我所车间,此车间对刀具的使用量很大,传统的人为管理方式问题较多,采用此系统可以有效地解决这一问题。
关键词: 垂直式1;刀具库2;控制3;PLC 4
中图分类号:TP311 文献标识码:A 文章编号:1009-3044(2015)26-0193-03
The Design of Vertical Carousel Management System Based on PLC Control
LIANG Chen-yan,GAO Fang, ZHAO Lei, SHI Yao
(The.16th Institute, China Aerospace Science and Technology Corporation, Xian 710100, China)
Abstract:Currently, vertical carousel is gradually instead of traditional shelf of medicine and goods with its advantages of easy-operation, accurate location, small dimension, safety and reliability, and be widely used in pharmacy, factory, and other places.The management system of tool magazine which designed in this document has based on .NET platform, used C# language, and implemented a suit of graphical interfaces of operation. It could complete the operations that tools automatically put-in and get-from the storages by the method of communication between serial port and PLC. Use theoptimal path control box rotation to complete the tool input or output and other operations.The Omrons PLC which be chosen for controller can effectively control the electrical machinery to motor, stop and place.Meanwhile, the system also can be seamlessly integrated with enterprises business management systems, for the purpose of remote operation control with simplicity and safety.Our institutes self-developed vertical carousel has been applied to our machine shop, it was using a large amount of tools, the traditional management has many problems and large deviations. Now, it effectively solved all the problems by using the system..
Key words: vertical carousel; management system of tool magazine; man-machine operation; PLC
垂直式回转库又称为单元式立体仓库,属于物流仓储设备中垂直式旋转货架[1]。随着现代化工业的发展,对于现代仓储设备需求越来越大,一个现代化的企业要做到精益生产和管理,必须统合整个供应链,包括从原材料、半成品、成品、生产、销售等各个环节的信息,实时掌控每个节点各物料的需求、消耗和储备情况,由于对信息化程度的高要求,及对厂房空间利用率的需求,致使人工管理的货架已经很难满足现代厂房的要求。各个企业迫切的需要实现车间现场级经济实用的生产仓储管理和监控系统和设备,同时又能利用通信网络,实现企业上层生产管理系统与底层过程控制系统之间的衔接[2]。
垂直式回转库作为典型的物料自动存取设备,可以提高空间的利用率,具有高效率、高效益、安全性、智能型、定位准确,移动迅速等特征,将刀具存放于垂直式回转库里不仅可以节省空间,更重要的是大大提升了存取的效率,同于又能与企业上层管理系统进行对接,形成一体的控制。
1 工作原理
垂直式回转库刀具库结构部分是以机械传动为主要原理的存储机械,回转原理采用弗里斯轮转原理,以箱斗为储存单元,以链条传动为主、通过电机转动带动链条循环转动,实现 “由货到人”的物流存储方式[3],并进行最优路径的选择,货柜管理人员通过刀具库管理系统提供的操作界面,点击相应的出入库操作,通过电机驱使链条传动,将刀具所在层的箱斗自动运转到操作者面前,而不是人为费力地去寻找货物,同时也可结合单位的物资管理系统实现企业联网控制,将物资与刀具管理系统连接起来,构建基于单位内部网络的从领料人下出库单,到领导批准,再到库房管理人员出库的一个完整的取件过程。
2 系统结构
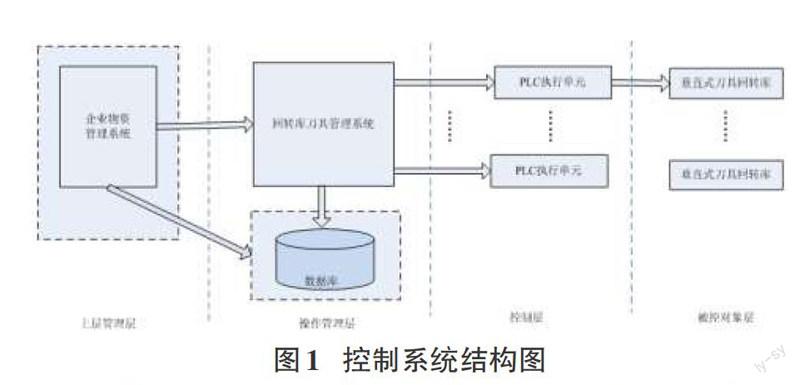
整个系统分为以下四部分,上层管理层,操作管理层,控制层,被控对象层,如图1所示:
图1 控制系统结构图
上层管理层:主要为单位物资管理系统,这一层不属于必须层(属于可选层,依据单位的实际情况而定,如果单位具有管理层,则刀具管理系统端则不需要数据库,所有的数据来自物资管理系统,两者通过中间表进行数据的交互)其主要是将单位的物资管理系统与刀具库管理系统连接起来,进行数据交互。
操作管理层:是人机交互的界面,处于中间层,即可与管理层进行信息交互,接收管理层信息,也可自身单独运行对各执行装置进行任务调度。用户通过上位机操作界面将出库、入库等操作指令发送给执行层,完成刀具的出入库操作,同时也可通过与执行层通讯,读取反馈数量值,监控各种标志状态并做出逻辑判断处理。操作层可依赖于管理层存在,也可独立作为管理层存在,进行刀具管理。
控制层:PLC端接收到上位软件指令,按照操作层发送的指令调用相应的底层控制程序,利用I/O开关量控制执行级各部件。主要功能有:控制变频器调速,控制电机正反转,采集编码器脉冲,控制各开关、按钮和指示灯动作,执行层接收控制层发送的指令,控制设备执行各种操作,达到控制要求,其主要功能事通过交流电机实现回转库箱斗的正反转,通过变频器控制电机运行速度,通过编码器反馈系统当前位置。执行级硬件组成为:变频器、交流电机、编码器和各种开关及指示灯。
被控对象层:即指垂直式回转库结构本体。
2.1上位机软件设计
上位机软件部分主要是提供图形化的操作管理界面进行刀具的出库入库操作及其他管理操作功能,整个上位软件一方面与企业上层系统进行信息交互获取物资系统的数据情况,一方面与执行层通过RS422串口通信进行控制指令的分发。
上位软件包括系统管理,库存管理,入库管理,出库管理,报表管理五大模块。系统管理层是对用户权限密码的管理,从信息保密和数据安全的角度考虑,必须保证只有授权的用户才可以登录系统,还必须限制每个用户可访问信息的范围和可以执行的操作,不同权限人员使用的功能不同,管理员可以增删用户,用户只能修改自身密码。刀具入库时,由操作人员扫描条码根据数据库返回的信息来确定入库位置,将入库指令给PLC执行机构,垂直式回转库按照最优路径转动到入库层,然后人工将刀具放在相应的位置,在完成入库作业后,返回作业完成信息,等待下一作业指令,出库时接收到物资管理系统的出库命令,回转库自动按照最短路径正转或者反转,将刀具所在层旋转到操作者前,等待确认货物正确,服务器接收到货物出库完成信息后,管理系统更新库存数据库中的刀具信息。库存管理是对刀具信息,出入库记录查询。报表管理主要是进行信息的跟踪与记录方便追溯。
整个上位软件架构如图2所示:
图2 刀具管理系统软件架构图
2.2 PLC控制设计
本系统选用的PLC为欧姆龙公司的CP1E型PLC,采用欧姆龙公司提供的CX-Programmer软件进行编程,主要通过编制的梯形图程序,完成对电机的控制,采用PLC控制变频器,用变频器来控制变频电机,进行电机的启动、停止以及速度切换,设计电器安全回路,采用零位控制法和最有路径法,实现设备的运行。
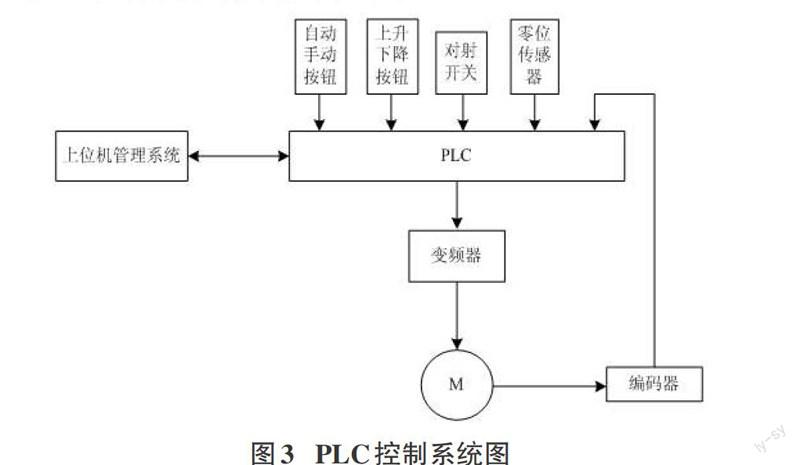
CP1E系列PLC与上位计算机之间的通信支持HostLink通信协议,在PLC段采用CP1W-CIF11选件板作为RS-422端口,上位机与PLC进行通信,再由PLC发给变频器数字信号,由PLC直接控制变频电机的启动、停止、正转、反转以及速度切换[4] ,PLC控制系统的框图如图3示:
图3 PLC控制系统图
PLC通过控制继电器的开通和关断,来直接控制变频电机的启动、停止、正转、反转以及速度切换[5]。
图4 PLC与变频器的接线图
2.2.1 零位控制方法
在结构上,一侧十二个塑料隔套中,将一个设计为铁质隔套,在控制上,当接近开关接近铁质隔套的时候,产生信号,将此信号作为零位信号传给PLC,来进行零位控制,从而来进行平层的位置的精确控制,在运行过程中,每当经过零位时,采取对编码器值清零的方式,可消除运动过程中叠加误差。
2.2.2 最优路径法
为了使得回转库每次在旋转时达到路径最短设计了以下的计算方法,通过选择最优路径算法公式,从而实现路径最优法,DetNum为目标仓位层号,PresNum为当前仓位层号,MaxNum为总仓位层数。
垂直回转库正转选址计算公式:
[0<(DetNum-PresNum)≤MaxNum2]
[(DetNum-PresNum)≤MaxNum2]
垂直回转库反转选址计算公式:
[(DetNum-PresNum)>MaxNum2]
[-MaxNum2<(DetNum-PresNum)<0]
2.3 通信设计
上位软件与PLC之间的通信过程采用HostLink通信,上位机发送的指令主要是对PLC的DM区进行操作,设计对PLC的D区地址进行位置的控制,W区对电机回零,完成标志,急停标志的控制。
上位机与下位机的通信可以实现一对一控制,也可实现一对多控制,采用RS422串口通信,RS422通信是一种基于串口的一对多协议。协议遵守MODBUS协议,帧格式为:
报头(即@)+ 机号 + 命令 + 起始地址 + 长度 + FCS校验 + 报尾(即 *+回车符 )
例如:发:@01RD0020001155*
收:@01RD00 0001 300E 0000 0000 0000 0000 0000 0000 0000 0000 0000 55*
01:一号机为01,二号机为02,在PLC设置里面下传时设定,需对应起来。
命令:常用到的是读命令RD和写命令WR、WD。
起始地址:表示本帧的读或者写操作的对象区域开始处。
长度:要进行读或者写操作区域的长度。
FCS校验:本报文遵循异或校验,PLC硬件自动响应上传报文及自动计算和校验FCS校验码,不用PLC程序进行额外的编写。
通信部分主要设计的函数有:
public string WriteToDM(string Port,Int32 DMposition, Int32 DMContents)
通过串口向DM区写数,Port为端口号, DMposition为位置,DMcontents为内容其要转换成16进制。
public string ReadDM1(string Port, Int32 DMposition, Int32 DMContents)
通过串口读DM区的数据。
public string SendString(string s)
指令发送函数。
public string CheckFcs(string s)
串口效验函数。
3 结论
实践证明基于PLC控制的垂直式回转刀具库管理系统以极小的代价即可实现刀具的存储控制管理,这种方式简单、安全,可靠,,节省空间。这一研究对后续基于PLC控制的设备管理设计研究提供了一定的参考价值,同时对刀具的管理提供了一套新的思路,新的管理方式,改变了传统的刀具库存放方式,垂直式回转库以其极大的优势及便宜的价格必将在以后的物流仓储行业得到大力的发展与应用,成为物流行业的新宠。
参考文献:
[1] 张建军.自动化立体仓库控制系统设计与实现[J].工业仪表与自动化装置,2003(6).
[2] 滕扬.车间生产任务管理系统的设计与实现[D]. 大连:大连理工大学,2006.
[3] 周耀辉.立体仓库电控系统研究[D]. 哈尔滨:哈尔滨工程大学,2006.
[4] 李秀杰.多回转区智能药柜控制流程规划[J]. 工业控制计算机,2011(10).
[5] 钱昕.基于PLC的自动化立体仓库设计与组态监控[D].苏州:苏州大学,2009.
猜你喜欢
房地产导刊(2021年10期)2021-11-22
中国食品(2021年2期)2021-02-24
车迷(2018年12期)2018-07-26
物流技术与应用(2017年12期)2018-01-31
中国粮食经济(2018年9期)2018-01-23
产品可靠性报告(2017年7期)2017-09-05
中国老区建设(2016年3期)2017-01-15
山东工业技术(2016年15期)2016-12-01
人间(2015年8期)2016-01-09
学习月刊(2015年3期)2015-07-09
