
气体辅助注射成型模拟的数学描述及常用模拟软件概述
2015-12-10 03:20任清海
塑料制造 2015年12期
任清海
(安阳职业技术学院,河南 安阳,455000)
气体辅助注射成型模拟的数学描述及常用模拟软件概述
任清海
(安阳职业技术学院,河南安阳,455000)
首先介绍了建立气体辅助注射成型数学模型的基本思想和成型过程中流体运动基本定律的数学描述,然后介绍了气体辅助注射成型模拟的基本流程和目前市面上常用气体辅助注射成型数值模拟软件。
气体辅助注射成型,数学描述,模拟软件,概述
1 引言
气体辅助注射成型(简称GAIM)传统的注射成型工艺相比,GAIM中由于气体的干涉,使熔体流动状态变得更加复杂,并且工艺参数众多。因此,迫切需要气体辅助注射成型数值模拟技术(简称CAE)在计算机屏幕上形象、直观地模拟出实际成型中塑料熔体和气体的动态流动充模、冷却等过程,定量地给出成型过程中的状态参数(如压力、温度、速度等),从而使气体辅助注射成型的研究从定性进入到了定量、从静态进入到了动态、从想象推理进入到了可视化,实现了对各种概念和设计的可行性验证,实现了在设计阶段预测各种缺陷和缺陷的产生过程,实现了虚拟试模和虚拟成型,避免了设计的盲目性,同时保证了设计的成功率[1]。
2 气体辅助注射成型数值模拟技术的数学模型
2.1建立气体辅助注射成型数学模型的基本思想[2-6]
气辅成型充填过程包括两个阶段:首先是塑料熔体注射阶段,这一阶段与传统注射成型完全相同,因此这一阶段的熔体流动可采用传统注射成型的数学模型;然后是气体注射阶段,由于存在气体和熔体两种性质完全不同物质的动力学相互作用,使得这一阶段的充填运动变得非常复杂,一方面熔体在气体的推动下充满模具型腔,另一方面气体在熔体中进行穿透和排空,这里数学模型仍采用非牛顿粘弹性、非等温、非紊态的的广义Hele-Shaw流动。气体注射阶段整个型腔可分为四个区域(如图1所示)。由于气辅成型过程中气体穿透对熔体流动的影响主要反映在气液边界上,因此数学模型的建立主要是针对区域(2)和(3)及两个流动前沿(5)和(6)。考虑到气体和塑料熔体在物性和运动方面差异较大,所以要分别对它们进行处理。

图1 气辅注射成型气体注射阶段的充填示意图
2.2流体运动基本定律的数学描述[2,5,7]
(1) 广义牛顿定律,反映了一般工程问题范围内粘性流体的应力张量与应变速率张量之间的关系,数学表达式为本构方程:

式中:[]τ--应力张量;η--流体的动力粘度系数;P--流体的静压强;λ--体膨胀粘度系数;--速度矢量;[I] --单位张量;[ε]--应变速率张量。
(2) 质量守恒定律,其含义是流体的质量在运动过程中不生不灭,保持不变,数学表达式为连续性方程:

(3) 动量守恒定律,含义是流体动量的时间变化率等于作用于其上的外力总和,数学表达式为运动方程:
(4) 热力学第一定律,含义是系统内能的增加等于对该系统所作的功和加给该系统的能量之和,数学表达式为能量方程:

式中:CV--定容比热容;CV≈CP(定压比热容);K--导热系数;q--单位质量流体的热源强度;--粘性耗散功。
3 气体辅助注射成型数值模拟流程及常用模拟软件
3.1气体辅助注射成型数值模拟流程[3,8-10]
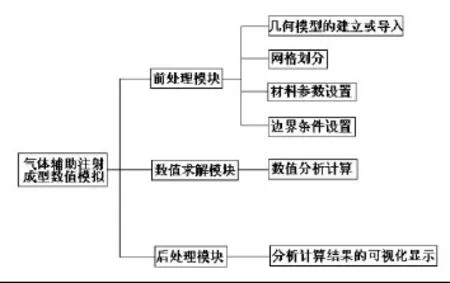
图2 气辅注射成型数值模拟流程结构图
气辅注射成型数值模拟流程与通用的计算机辅助工程(简称CAE)和计算机流体动力学(简称CFD)技术一样,总体上可以分为三个模块:前处理模块,数值求解模块和后处理模块。气辅注射成型数值模拟流程结构图如图2所示:
(1)气辅注射成型数值模拟的前处理
气辅注射成型数值模拟前处理模块的主要功能就是为后续数值求解提供所需的各种数据信息。具体功能可细分为:制件几何模型的建立或导入、网格的划分、材料参数的设置和边界条件的设定。
(2)气辅注射成型数值模拟的数值求解
数值求解模块就是根据前处理模块所提供的数据信息,调用相应的数学模型和数值计算方法分析模拟制件的成型过程。
(3)气辅注射成型数值模拟的后处理
后处理模块主要功能是对解算过程求得的结果进行可视化输出,即以文本、曲线图显示、等值线显示、色谱图显示和动态模拟等方式对分析模拟结果进行显示。
3.2常用的气体辅助注射成型数值模拟软件[2,8,11-15]
目前,国内外的一些传统注塑成型数值模拟软件的提供商在其原有技术的基础上,结合气体辅助注射成型技术和数值模拟技术的最新研究成果,己经开发出多种气体辅助注射成型数值模拟软件(气辅成型CAE软件)。国外的气辅成型CAE软件比较多,其中占据市场份额最大的就是美国M O LDFLO W公司的M oldflow Plastics Insight。国内的气辅CAE软件有华中科技大学的HSCAE/G和郑州大学的Z-M O LD之Z-GASFLO W气辅模块等。
(1)HSCAE及其气辅模块HSCAE/G
HSCAE是华中科技大学模具技术国家重点实验室开发的塑料注射成型过程仿真和模具结构设计的商品化软件。目前,其最新版本为HSCAE-3DRF7.1。该软件在功能上包括注射流动过程模拟、保压过程模拟、冷却过程分析和气体辅助成型分析等模块,能够预测塑料熔体在注射过程的充满位置和熔合纹形态,预测气道的形成过程和尺寸范围,能够提供熔体在模具内各时刻的压力场、速度场、温度场、密度场和凝固层厚度,优化模具的浇注系统、冷却系统和注射成型工艺参数。该软件的气辅模块在国内而言具有一定的优势,技术较为先进,它不但可以分析出一般的气辅模拟结果,而且对气体穿透厚度也可计算。美国UG公司与华中科技大学对该软件的联合测试报告显示:HSCAE在前后置处理、算法、运行评估、软件平台方面与澳大利亚M oldflow软件水平相当。香港理工大学对HSCAE-3DRF的综合测试报告显示:HSCAE-3DRF在压力场计算精度方面和度场计算精度方面都超过M oldflow。另外由于HSCAE-3DRF软件的塑料产品数据库对国产塑料产品的支持更为完善,并且支持相关的中国国标,为国内企业的应用带来了方便。所以该软件在机械、电子、化工和汽车等行业有较广泛的应用,并取得了较好的经济和社会效益。
(2)Z-M O LD及其Z-GASFLO W气辅模块
Z-M O LD软件是郑州大学国家橡塑模具工程中心开发的具有完全自主版权的橡胶塑料成型过程计算机辅助分析软件系统。该软件从1987开始研制。经过20多年的发展完善,从简单的二维模拟发展到比较全面的三维模拟,由单一的注射成型模拟扩展到注塑、挤塑和气辅等成型工艺的模拟。该软件的气辅模块可以对气体辅助注射成型过程进行模拟,求解出相应的熔体温度场、压力场、应力场等物理场量、分析出气体对制件的穿透情况,为产品设计师和工艺工程师提供便捷的辅助分析工具。
(3)M O LDFLO W/M PI及其气辅模块M PI/GAS
M OLDFLOW/M PI是美国M oldflow公司开发的注塑成型模拟软件,它主要包括流动模拟程序,冷却分析程序,翘曲分析程序和应力分析程序。澳大利亚M O LDFLO W公司是世界上最早年推出商品化流动模拟程序的软件公司,目前M OLDFLOW软件己经升级至2010版本,分析的准确程度大为提高,操作日益简捷,在全球范围内得到广泛地应用,已占据注塑成型CAE软件市场的90%以上。M PI全称为M oldflow Plastics Insight,它技术先进、功能完备、人机界面友好,可针对现今普遍应用的各种塑料成型工艺进行模拟分析。
M PI/GAS模块是M PI中的气辅成型模拟专用模块。目前,它只支持对中性面网格进行分析运算。运用GAS模块,用户可以设定气辅成型的各个工艺参数、查看熔体及气体的充填和穿透状况、了解型腔内熔体和气体的各种状态参量在成型过程中的变化情况,判断产品结构对气辅成型工艺的适应性和气辅工艺参数对产品质量的影响。工程师运用这个软件后,可以及时地发现制件和模具潜在的缺陷、工艺参数设定的不合理性等问题,提高一次试模的成功率。
(4)美国AC Tech公司的软件C-M O LD。
AC Tech公司的C-M O LD软件来自于美国Cornell大学教授K.K.W ANG领导的CIM P工科研组20多年的科研成果,因此该软件无论是在数学模型、程序编制,还是在用户界面和软件接口方面都有较高水平。C-M O LD软件包含三个部分:第一部分(Process Solutions)用于初始阶段的设计,如优选塑料材料、选择标准模架、预测锁模力、减小注射压力、平衡流道系统、优化成型时间、预定成型工艺参数、布置冷却管道、诊断注塑缺陷和成本估算等;第二部分(Productivity Solutions)。为流动模拟软件C-FLO W、保压分析软件C-PACK和冷却分析软件C-CO O L,实现平衡流动、预测熔合纹及气穴位置、评价浇口位置及流道尺寸、获取最佳冷却效果;第三部分(Perform ance Solutions)为流动、保压、冷却祸合分析,其结果用于塑料制品的应力和翘曲分析。G-GASFLO W是C-M O LD公司在1991年研发的,是世界上第一个商业化气体辅助注射成型模拟软件。2000年2月11日,美国AC-Tech公司的C-M O LD与澳大利亚公司的M O LDFLO W合并,结合两者的优势为已有市场提供更专业、更有效、更全面的服务与技术支持。整合后新的公司总部设在美国。
[1] 杨卫民,丁玉梅,谢鹏程等编著. 注射成型新技术[M].北京:化学工业出版社,2008.3
[2] 杨斌.气体辅助注射成型技术在模具设计中的并行应用与研究[D]. 青岛科技大学硕士学位论文,2005
[3] 魏常武,柳和生,周国发,孙懋.气辅注射成型的CAE 技术[J].橡塑技术与装备,2003年第29卷第6期
[4] 王利霞,申长雨,陈静波,李倩.气体辅助注射成型充填过程的数值模拟[J].化工学报,第54卷,第2期,2003年2月
[5] 张华,李德群,陈兴.气体辅助注射成型的流动模拟[J].模具技术,1998.N O.3
[6] 王利霞,申长雨,李 倩,杨杨.气体辅助注射成型工艺及充模过程CAE分析[J].高分子材料科学与工程,第19卷,第3期,2003年5月
[7] 周光炯,严宗毅,许世雄,章克本编著.流体力学(上册)(第二版)[M].北京:高等教育出版社,2000
[8] 张波.气体辅助注射成型模拟及工艺优化[D].武汉理工大学硕士学位论文,2004,6
[9] 辛勇,何成宏,柳和生等.气体辅助注射成型模拟中的CAD/CAE模型转换方法[J].中国塑料,2000,14(7):91-96
[10] 陈旭,申长雨,王利霞,陈静波,刘春太,王国中.气体辅助注射成型充模流动CAE技术[J].工程塑料应用,1999年,第27卷,第2期
[11] M oldflow Co.Ltd. M oldflow Plasties Insight 4.1 Help System. USA:M oldflow Co.Ltd,2004
[12] 肖正明. 气体辅助注射成型数值模拟及工艺优化[D]. 昆明理工大学硕士学位论文,2006
[13] 张华.气体辅助注射成型充模模拟的研究[D].华中理工大学博士学位论文,1998
[14] 刘宸,陈苑.国外著名CAE软件厂商[J].软件世界,2002,(6):57-59
[15] P Kennedy.Flow Analysis Reference M anual,M oldflow Pty.Ltd.,Hanser,1993
Mathematical description of gas assisted injection molding simulation and general simulation software
Ren Qinghai
(Career Technical College, Anyang, Henan, Anyang, 455000)
firstly, the paper introduces the basic ideas and mathematical description of the basic law of fluid motion in the gas assisted injection molding process, and then introduces the basic flow of gas assisted injection molding simulation and the current gas injection molding numerical simulation software.
gas assisted injection molding, mathematical description, simulation software, overview
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
小哥白尼(趣味科学)(2020年6期)2020-05-22
制造技术与机床(2017年5期)2018-01-19
小天使·五年级语数英综合(2016年9期)2016-10-09
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15
中国卫生标准管理(2015年24期)2016-01-14
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
中国塑料(2015年5期)2015-10-14
中国塑料(2014年1期)2014-10-17
