
三大方向全面升级齿轮精密锻造线
2015-12-09 13:04:28合肥市建元机械有限责任公司质量总监金林奎
金属加工(热加工) 2015年3期
合肥市建元机械有限责任公司质量总监 金林奎
三大方向全面升级齿轮精密锻造线
合肥市建元机械有限责任公司质量总监 金林奎

中频感应加热由于加热速度快、加热质量好等优势,成为齿轮精密锻造的首选加热装置。

随着社会发展、人力成本及产品要求的提高,原有齿轮锻造生产线已不能满足要求,但又不能全部更新,所以设备改造是一种理想的方法,具体可以从以下几方面着手。
自动化改造,提高效率、降低成本
在不改变原有锻造生产线的前提下,适当通过添置机械手、机器人等手段达到自动作业。一般情况下,对于多机单工位锻造生产线多采用机器人与输送带相结合来改造,对于单机多工位锻
造生产线多采用步进梁式机械手。改造前后相比效率约提高50%,成本降低30%。
根据压机设计配套模架,充分挖掘装备潜能,提高利用率
闭式锻造是齿轮精密锻造最好的工艺,但闭式锻造压力机大多为进口,价格昂贵,我们可以结合普通机械压力机的特点设计带有闭塞功能的浮动模架,根据合模能力及闭塞行程大小,闭塞力发生源可采用油压、气压、氮气压及弹簧等。肘杆式压力机及浮动模架。采用专用模架拓展了压机使用范围,提高了齿轮的锻造精度,提高了设备的利用率。
节能改造,达到降耗增效的目的
中频感应加热由于加热速度快、加热质量好等优势,成为齿轮精密锻造的首选加热装置,但在实际使用过程中存在加热效率差、热损耗多的现象。

多机单工位锻造生产线
加热改造

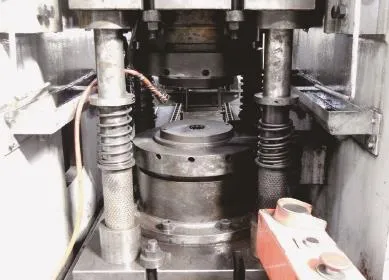
肘杆式压力机及浮动模架
根据中频电效率公式,感应器线圈内径与坯料直径越接近,越能提升加热效率,感应圈内径一般不超过工件坯料直径的1.3倍,最好是在1.2倍以内。由于齿轮坯料直径规格多,无法针对每个产品都做一个感应圈,应对感应圈进行系列化:直径小于60mm时,直径每增加5mm做一个感应圈;直径在60~120mm,每增加10mm做一个感应圈;直径在120mm以上,每隔30mm做一个感应圈。实际生产中选用最靠近工件直径的感应线圈即可。
设备改造是一个较为系统的课题,上述几方面的改造可以使老旧设备重新焕发生机,初步达到高效、低成本、节能降耗的目的,但绝不仅限于上述方法。
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
中国核电(2021年3期)2021-08-13 08:57:00
建材发展导向(2021年13期)2021-07-28 07:14:46
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
锻压装备与制造技术(2021年2期)2021-07-19 08:50:52
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
凿岩机械气动工具(2017年3期)2017-11-22 07:21:56
国际木业(2016年2期)2016-12-01 05:04:17
设备管理与维修(2016年5期)2016-03-16 02:20:51
锻压装备与制造技术(2015年2期)2015-06-26 09:00:11
