
数控机床反向间隙测量与补偿
2015-12-05 06:03:38雷楠南蒋培军
机械工程与自动化 2015年6期
雷楠南,蒋培军
(三门峡职业技术学院,河南 三门峡 472000 )
数控机床反向间隙测量与补偿
雷楠南,蒋培军
(三门峡职业技术学院,河南 三门峡 472000 )
对数控机床反向间隙补偿原理进行了系统研究,利用百分表对XK714数控铣床X坐标轴运动行程进行了左、中、右三段反向间隙测量。通过反向间隙测定及补偿消除了机床反向间隙误差,提高了机床运动精度。
数控机床;反向间隙;测量;补偿
0 引言
在数控机床的直线轴精度评价中,有一项指标是反向间隙。在数控机床进给传动链中,电机与丝杠之间常采用联轴器直联、同步带传动、齿轮传动等方式进行连接传动[1]。同步带传动、齿轮传动因为轮齿间隙的客观存在不可避免地会产生反向间隙,即使电机与丝杠直联可以消除齿隙,但滚珠丝杠螺母副本身的游隙、丝杠受力变形等因素仍可产生反向间隙。反向间隙的客观存在导致机床机械传动链换向和工作台反方向运动时,伺服电机空转而工作台未产生实际运动,通常称为失动[2]。由此可见,反向间隙的存在会影响机床的定位精度和重复定位精度,降低数控机床加工精度。在半闭环数控系统中,系统接收的实际值来自于电机编码器,轴在反向运动时编程指令值与实际值之间的差值即为反向间隙;在全闭环系统中,系统接收到的实际值来自于光栅尺对机床工作台运动的检测值,而机床工作台为机械传动链的末端运动部件,所以在机械部件装配误差不大的情况下,反向间隙基本可以忽略[3]。反向间隙的调整一般通过以下两方面来进行:一是机械调整;二是数控系统软件调整,即测量反向间隙值,输入数控系统特定参数。本文主要研究在机械调整完成的情况下,测量机床运动反向间隙,通过数控系统软件进行间隙补偿。
1 反向间隙补偿原理以及所涉及的参数
1.1 反向间隙补偿原理
反向间隙补偿原理是:无补偿的条件下,在各坐标轴运动行程内将测量行程等分为若干段,测量出各目标位置的平均反向差值-B,并输入到机床补偿参数1851中,CNC系统在控制坐标轴反向运动时,自动先让该坐标反向运动-B值,然后再按指令进行运动[3]。
1.2 反向间隙补偿参数的设置
对于FANUC0iD系统而言,反向间隙补偿时所涉及的参数主要有1800、1851和1852三个。1800参数共有8位(如表1所示),在这8位中只有#1、#3、#4位的设置值有意义,其余位没有具体含义,通常设为0。1851和1852两个参数用来输入反向间隙测量值,即软件补偿的间隙值。1851参数中设置值的含义为:切削进给方式的间隙补偿;1852参数中设置值的含义为:快速移动间隙补偿。

表1 设置“间隙补偿量是否分开”参数1800
与反向间隙补偿密切相关的是1800参数的第4位,该位设置值的具体含义是:切削/快速进给间隙补偿量是否分开。当设置值为“0”时表示不分开,当设置值为“1”表示分开。1800参数的第4位设置值又关系到1851和1852参数值,下面以图1所示XK714数控铣床上系统参数设置为例来说明。图1中,1800参数第4位(RBK)设置值为“0”,表示切削进给方式与快速进给方式的反向间隙补偿不分开,换言之,无论机床处于切削进给方式或者快速进给方式,软件补偿时所采用的间隙补偿值是一致的,此时,只要将测量的间隙补偿量输入到1851参数即可,1852参数值无意义。1800参数第4位设置值为“1”时,表示切削进给方式与快速进给方式的反向间隙补偿值分开,在这种情况下,当机床的运行方式为切削进给方式时,反向间隙补偿按1851参数中的数值进行软件补偿;当机床运行方式为快速进给方式时,反向间隙补偿则按1852参数中的数值进行软件补偿。
表2为间隙量测定后要输入的相关参数,主要有1851和1852两个。1851号参数值的设定范围为-9 999~+9 999,所设置的间隙补偿量单位为μm,在测量反向间隙时如果测量单位是mm,则必须进行单位转换后再输入数值。同时需注意的是,1851对应有X、Y、Z三个坐标轴,在补偿时一定要选择所测量的轴,将补偿值输入对应坐标轴。参数1852也是用来进行间隙补偿的,1852号参数是快速移动间隙补偿,通常,在实际工作中将这个参数补偿量设置为与1851一样。
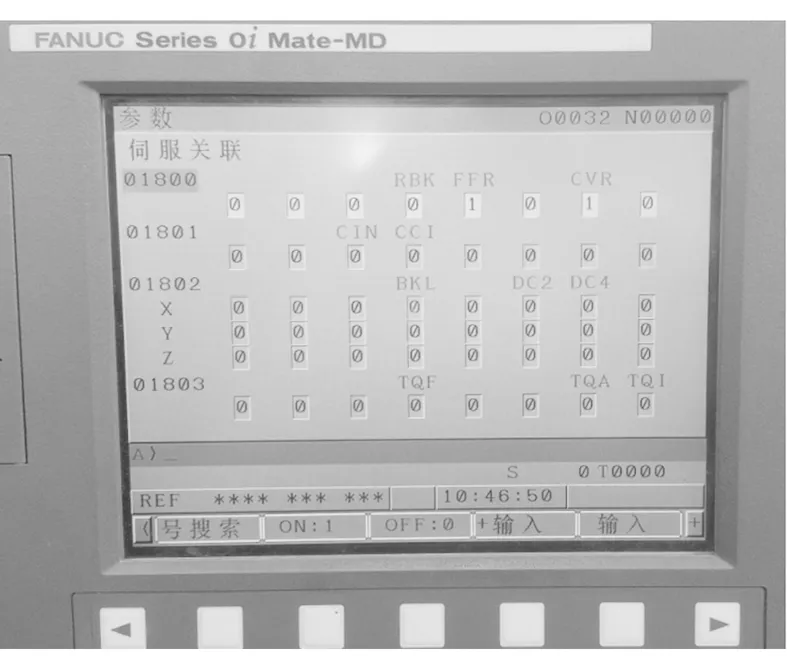
图1 间隙补偿量设置参数1800
反向间隙补偿理论上最大是2 mm,如果用百分表测量时,反向间隙太大则表明用软件补偿无意义。由此可见,在进行软件补偿之前,应先检查机械传动是不是存在有松动的情况,滚珠丝杠是否损坏,滚珠丝杠预紧调整是否合适,只有机械调整好了以后再测量反向间隙,修改参数进行间隙补偿才能提高机床运行精度。

表2 间隙补偿量输入的相关参数
2 反向间隙测定的方法
反向间隙测定方法有两种:手动移动工作台测量和编程使工作台自动往返移动测量。本文中通过手动移动工作台进行测量。
2.1 测量载体及工具
本文以配备FANUC0iMate-MD系统的XK714数控铣床为载体,以加工过的压板为测量基准,利用百分表进行反向间隙测量。反向间隙测量时,一般要在所测量坐标轴运动方向选择左、中、右3段分别进行测量,并且要求在左、中、右3段分别测量7次,然后将这3段测量数据分别求平均值,将3个平均值中最大的值作为补偿值输入补偿参数中。
2.2 测量的具体步骤和方法
本文以XK714数控铣床X坐标轴为例进行反向间隙测量。先移动X坐标轴,从左侧极限位置运动到右侧极限位置,观察X坐标轴的左段、中段、右段行程位置。X轴划分为3段测量时,位置不一定要太准确。
首先测量X坐标轴左侧的反向间隙。将机床工作台移动到X坐标轴的左侧位置,先将机床工作台上的压板压好,然后在磁力表座上安装好百分表,将磁力表座固定在机床主轴上。因为百分表表座固定在机床主轴上,百分表不能移动,测量反向间隙时工作台移动的行程不可能太大,所以要测量左段反向间隙,必须将作为测量基准的压块安装在工作台的右侧位置,如图2所示。测量时,以支撑压板的压块侧面为测量基准,移动工作台往返运动进行测量。
具体测量步骤如下:
(1) 调整测量时所用的百分表。先将机床工作方式调整为手轮模式,手轮选X100档 (运动单位0.01 mm),通过手轮使工作台沿X坐标轴运动直到压下百分表。为了保证测量过程中百分表读数的准确、可靠,通常使百分表的测量头与测量基准面可靠接触后使百分表表针转一圈。做好这一步工作之后,为便于接下来测量过程中对百分表读数的方便,将百分表调零,如图3所示。
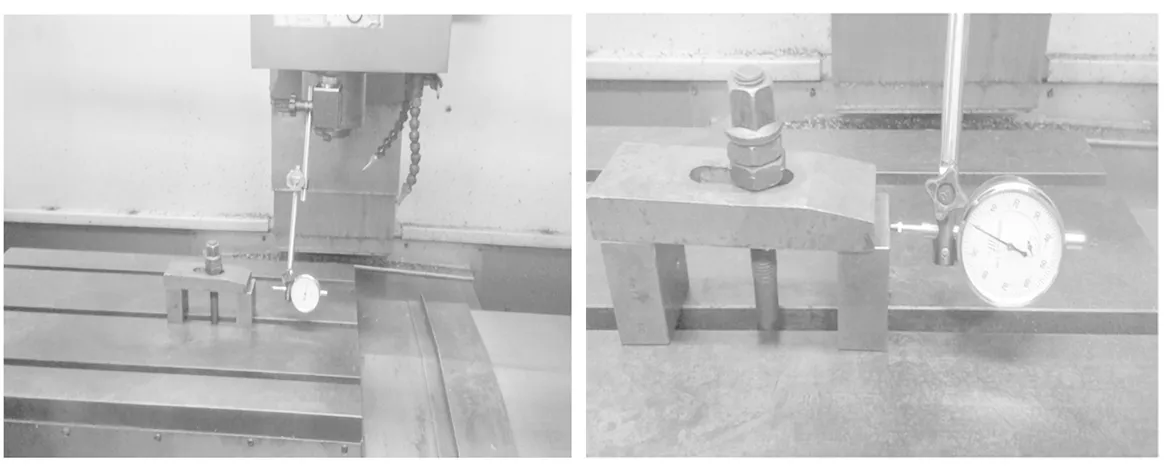
图2 测量准备工作 图3 压下百分表
(2) 系统显示界面相对坐标值的“归零”调整。在测量反向间隙时,通常要使工作台移动一段距离,然后再反方向移动相同距离。为了可以简便地观察所移动的距离数值,通常采用的办法是对相对坐标值读数进行“归零”调整,如图4所示。图4(a)为第1步测量步骤完成后系统显示的坐标值,测量反向间隙时因为要往复运动一个距离值,例如使X轴正向移动5 mm,再反方向移动5 mm,此时要保证移动的距离时必须在X轴现有的显示数值上进行加减,所以很不方便。为了可以简便地观察所移动的距离数值,通常对系统显示的坐标位置读数作“归零”调整。通过显示屏下方的“软键”,将当前的坐标值“归零”后(如图4(b)所示),X轴相对坐标值归零。相对坐标值归零后,X坐标值显示为0,这样在测量过程中正、反向使工作台移动一个距离值时,观察读数值就很方便了。

图4 X轴相对坐标值归零前后对比
(3) 反向间隙的测量。反向测量时,用手轮工作方式移动工作台,使工作台连同测量基准挡块离开百分表测头一定距离,然后再反方向移动相同距离压下百分表,读取当前百分表读数。百分表当前读数数值与之前数值的差值即为当次测量的反向间隙值。本文测量间距为5 mm,测量7次。先使机床工作台正方向运动5 mm,再反向运动5 mm,使X坐标值变为0,对百分表进行读数并记录数值;第2次,让机床工作台运动到10 mm,再反向运动10 mm,使X坐标值变为0,对百分表进行读数并记录数值;以此类推,直到7次测量全部完成。
当左段反向间隙测量完成后,即可进行X坐标轴行程的中间段和右段反向间隙测量。测量方法步骤与左侧段相同,但测量时应注意调整作为测量基准的压块的位置,才能完成中间段及右段反向间隙的测量。测量得到的X轴的反向间隙记录见表3。
将表3中测量的数值“10”输入到1851号参数中,再次进行反向间隙测定后发现,机床反向间隙值很小,用百分表测量时无法精度读数。
3 结束语
通过对一台数控机床反向间隙的测量、补偿及重新检测,使机床反向间隙误差值得到了有效控制,提高了机床的运动精度。在用百分表或者千分表测量反向间隙过程中,一定要注意表杆不要伸出过长、磁力表座一定要固定可靠,否则可能引起读数不准而影响到测量结果的准确性。此外,若是条件允许,可利用双频激光干涉仪进行测量,其精度将大大提高。
[1] 杜强.数控机床反向间隙检测与补偿[J].机械工业标准化与质量,2013(8):43-44.
[2] 张文俊.数控机床反向间隙的测定和补偿[J].机械工程师,2005(10):51.
[3] 黄文广.FANUC数控系统连接与调试[M].北京:高等教育出版社,2011.
Backlash Measurement and Compensation of CNC Machine Tools
LEI Nan-nan, JIANG Pei-jun
(Sanmenxia Polytechnic, Sanmenxia 472000, China)
This paper does systematic research on the principle of backlash compensation about CNC machine tools. The backlash of an XK714 grinder atXaxis direction is measured by use of dial indicator. After the backlash is compensated, the machine backlash error is eliminated and the accuracy of machine movement is improved.
CNC machine tools; backlash; measurement; compensation
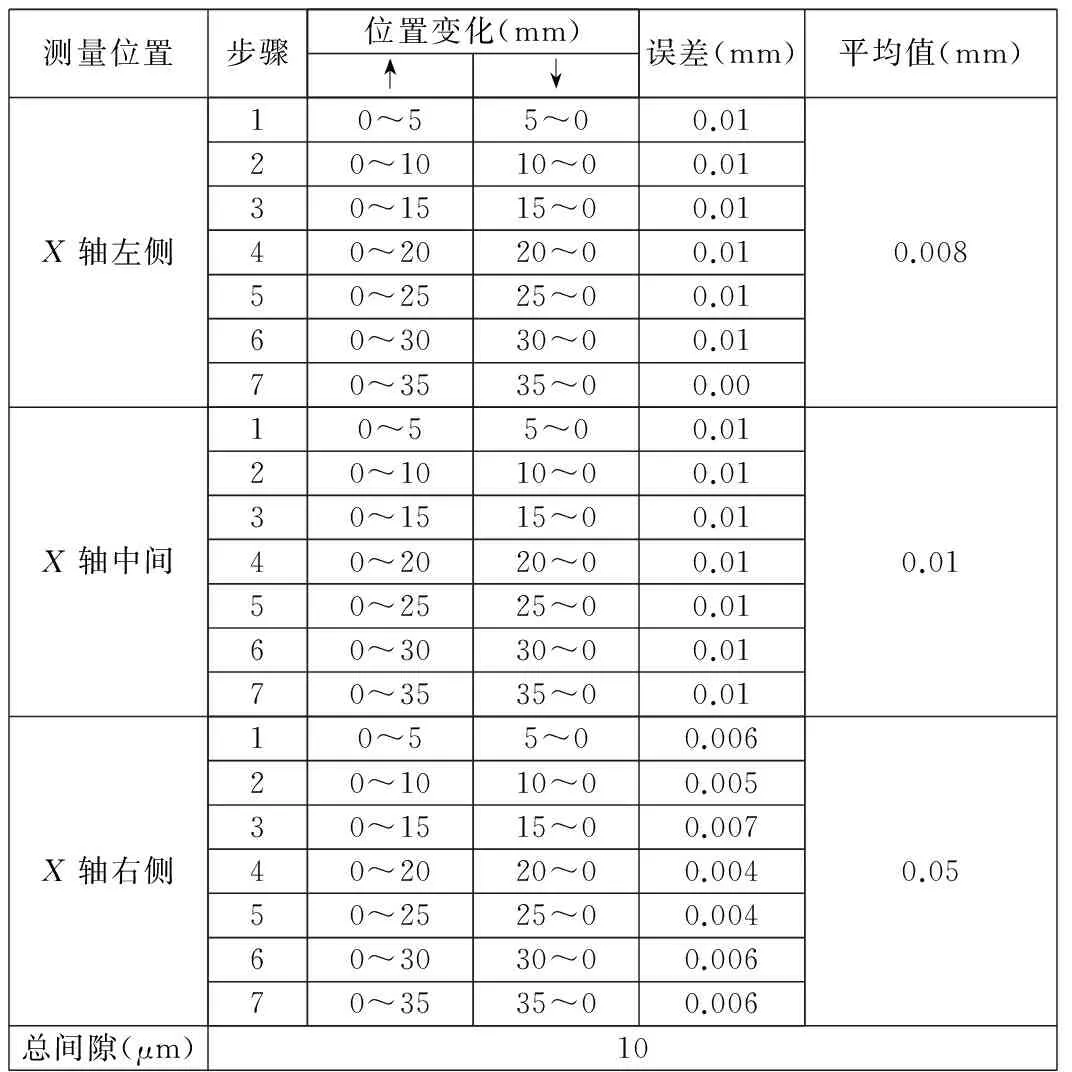
表3 反向间隙记录
1672- 6413(2015)06- 0123- 02
2015- 03- 23;
2015- 10- 20
雷楠南(1983-),男,河南灵宝人,讲师,工学硕士,研究方向:机械传动。
TG659
A
猜你喜欢
北京汽车(2023年1期)2023-03-03 00:50:38
大众标准化(2022年17期)2022-09-27 07:59:54
数理化解题研究(2021年34期)2021-12-26 08:32:02
机械研究与应用(2018年3期)2018-07-11 00:25:38
电子测试(2018年1期)2018-04-18 11:53:30
中学生数理化·高二版(2016年7期)2016-05-14 13:19:34
质量技术监督研究(2015年5期)2015-02-10 06:01:00
时代农机(2014年11期)2014-09-23 03:48:22
新一代(2011年2期)2011-06-17 09:29:50
图学学报(2010年3期)2010-01-01 01:46:54
