自动轧钢技术在轧钢生产中的开发与应用
2015-12-03 05:42:03李德松
冶金动力 2015年3期
李德松
(山东钢铁股份济南分公司中厚板厂,山东济南250101)
自动轧钢技术在轧钢生产中的开发与应用
李德松
(山东钢铁股份济南分公司中厚板厂,山东济南250101)
四辊轧机具有工艺集中、技术复杂、维护难度高等特点,自动轧钢随着社会的发展也越来越受到重视,它具有高度智能的自动化技术,规范化的生产工艺制度,高精度的设备要求,对于提高钢铁企业自动化水平有着极强的借鉴作用。在实际应用中优势明显,使用效果良好。
智能化;轧钢;工艺优化
1 自动轧钢项目的意义
1.1 规范生产工艺,提高产品质量
通过自动轧钢控制,可以规范和优化生产过程。自动轧钢控制可以严格执行工艺制度,避免操作工手动操作的随意性;可以严格控制工艺参数,提高产品的尺寸精度和组织功能。特别是在当前中厚板生产都采用控轧控冷的生产工艺,生产过程比较复杂,工艺参数的控制非常严格,完全依靠操作工的手动控制,不但增加了操作工的工作强度,且工艺的执行也没有保证,实现起来比较困难。通过自动轧钢控制,可以使一些机械的、繁琐的控制由计算机自动完成,生产过程严格按照事先制定的工艺规程执行,操作人员只负责对生产过程进行监控,并对一些特殊的情况进行处理。
2.2 控制轧制节奏,提高设备利用率,增加产量
板材生产采用控制轧制生产工艺时,一般单机架轧机采用两阶段轧制,中间用一段空冷待温阶段来保证第二阶段轧制的开轧温度。此工艺提高了产品性能,但影响轧机的产量。通过自动轧钢功能的轧制节奏控制,可以考虑几块交叉轧制轧件在时间和空间上匹配,进行合理调度,最大限度的减少轧机的待机时间,提高产能。
2 自动轧钢的功能介绍
自动轧钢控制功能概括起来就是考虑如何将手动控制模式下由操作工完成的操作过程在自动轧钢模式下由计算机判断执行。
2.1 手动操作过程与自动控制过程比较
手动操作过程:操作工根据钢板的实际位置情况,操作操作台手柄和按钮,发出相应控制信号;现场PLC系统根据控制信号执行相应的控制过程。手动控制过程如图1所示。当坯料停止到机前时,操作工操作机前辊道和推床执行转钢和对中操作,并按道次复位按钮将道次设定到第一道次;当AGC系统到达首道次后,操作工踩下主传动脚踏开关,控制主传动速度进行咬钢操作,并观察轧制过程,加速到最高轧制速度,再控制降速到抛钢速度,并在轧件抛钢后,停止主传动,AGC系统根据轧制力的变化,道次设定到下一个道次,再次操作机前辊道和推床执行转钢操作,再送入主传动进行咬钢及轧制,继续操作完成后续道次的轧制,并在轧制完成未道次后,操作各段辊道,将轧件运输到空冷区,进行下一道工艺过程。自动控制过程:计算机根据轧线检测仪表信号和实际控制信号判断当前轧线实际运行情况,根据钢坯当前位置,进行逻辑判断,得到与操作工手动控制相同的控制信息,并由现场PLC等执行元件进行控制操作。自动控制过程如图1所示。
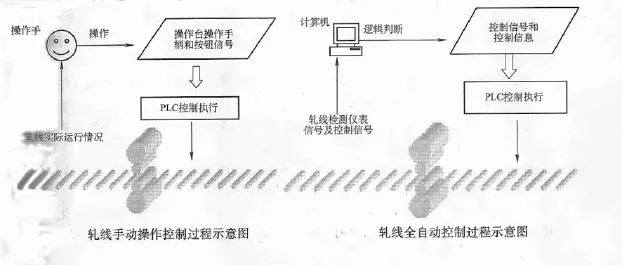
图1 轧线手动操作及全自动控制过程示意图
通过以上分析,实现自动轧钢控制过程的难点如下:
(1)如何根据轧线检测仪表信号和实际控制信号判断当前轧线的运行情况,即如何让自动控制系统实时了解轧线运行情况。
(2)如何根据钢坯实际运行情况,通过程序逻辑判断得到准确可靠的控制信息,即如何让控制系统代替操作工完成控制过程的逻辑判断。
(3)如何保证控制信号和控制信息能够完全实现代替手动操作的控制功能,即如何让自动轧钢控制代替操作工的手动控制。
2.2 过程控制系统和基础自动化的功能分配
自动轧钢控制功能的实现必须由过程控制系统和基础自动化系统协调配合来完成。
2.2.1 过程控制系统是自动轧钢的控制核心
根据现场传递来的检测仪表信号和实际控制信号判断当前轧件的位置情况,准确的轧件跟踪是自动轧钢控制实现的前提。在轧件跟踪的基础上,可以进行自动轧钢控制的逻辑判断,得到相应的控制信息。将自动轧钢控制的逻辑判断输送到过程控制系统内实现,在跟踪轧件的处理过程中,如果当前的轧件需要自动轧钢控制信息,对相应的控制信息进行赋值,并调用数据通讯功能,将控制信息发送到基础自动化,用于控制过程。也就是由过程控制系统将与轧件相关的控制过程程序化,以实现相应的逻辑判断,得到自动控制信息。
过程控制系统和基础自动化系统的衔接需要有快速的通讯,和高效的CPU处理速度,所以在实现过程中自动化设备之间通讯采用网络化,并用以太网和过程控制系统相互通讯。
2.2.2 基础自动化系统负责自动轧钢的动作执行、信息反馈
基础自动化负责自动轧钢的具体执行过程,根据过程控制系统产生的控制信号,执行相应的功能操作,此过程实现自动控制和手动控制的统一。即在手动控制模式下,控制信号来源于操作台;在自动控制模式下,控制信号来源于过程控制系统。根据控制模式的选择,自动进行上级控制信息的转换,具体控制执行机构的功能实现过程是统一的,如图2。如辊道控制,道次设定控制,主传动、压下控制等都实现统一化控制。
基础自动化在自动轧钢控制的实现过程中,还必须完成对实时性要求比较严格及和轧件密切相关的一些辅助控制功能。如道次抛钢信号的判断、道次的自动下翻、轧制过程中的速度控制、道次变化与压下的协调控制等。
3 实际应用及效果
济钢(马)钢板有限公司是国内山东钢铁股份的海外独资公司,主要生产6~32 mm钢板,产品销售马来西亚和其他海外国家,由于人力资源有限及实施降本增效,快速提高设备自动化水平,公司决定由原来的三辊粗轧、四辊精轧生产线改造为单四辊生产线,并实现四辊轧机的自动轧钢,生产产品规格仍保持在6~32 mm。在实现自动轧钢过程中,在四辊轧机前后,各安装2套热检测装置,进行轧件的跟踪,操作台加装一手/自动模式选择按钮,信号传送到主传动PLC及AGC系统内,对主传动实现自动控制,并协助AGC系统进行辊缝的调整,主传动和AGC的协调由AGC控制系统西门子TDC来完成,这里相当于把TDC附加了过程自动化的功能。操作人员只需在线计算机监控,只在有异常情况下进行干预。在经过一个月的施工及调试后,实现了自动轧钢的功能,并在同一岗位上减少了2名操作人员,同时大大减轻了操作工的劳动强度,避免了操作人员的随意性,提高了轧制精度,改善了产品质量。在实际使用维护过程中发现,由于钢铁企业环境恶劣,检测信号的维护相当关键,对钢板板型的控制以及推床的配合自动控制还需进一步研究探讨。
Development and Application of Automatic Rolling Technology in Steel Rolling Production
Li Desong
(Jinan Medium and Heavy Plate Mill of Shandong Iron and Steel Co.,Ltd.,Jinan,Shandong 250101,China)
The four-roll mill has the characteristics of concentrated process,complicated technologyanddifficultmaintenance.Withhigh-intelligenceautomationtechnology, standardized production process system and high accuracy requirement on equipment,the automatic rolling draws more and more attention with social development and bears strong reference value for steel enterprises to improve the level of automation.In actual application automatic rolling has shown obvious advantages and favorable effect.
intelligent;steel rolling;process optimization
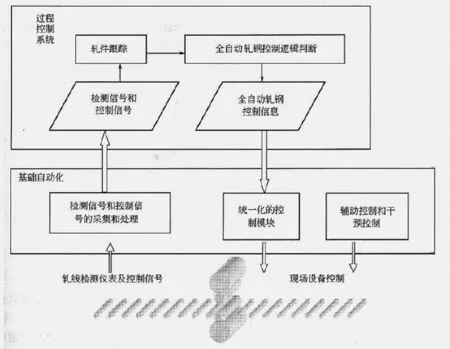
图2 全自动轧钢控制过程中的功能分配示意图
TG33
B
1006-6764(2015)03-0061-03
2014-10-20
李德松,男,工学学士,工程师,现主要从事轧钢行业自动化系统和电气传动自动化系统的设计、实施和维护工作。
猜你喜欢
上海金属(2022年6期)2022-11-25 12:20:38
山东冶金(2022年4期)2022-09-14 08:57:44
装备制造技术(2021年4期)2021-08-05 07:39:12
机械工程材料(2021年2期)2021-03-01 08:25:36
商品与质量(2020年23期)2020-10-09 08:29:04
山东冶金(2018年5期)2018-11-22 05:12:08
电子测试(2018年6期)2018-05-09 07:31:47
铁道通信信号(2016年12期)2016-06-01 12:11:58
海峡科技与产业(2016年3期)2016-05-17 04:32:11
新疆钢铁(2016年3期)2016-02-28 19:18:49