一种防止加压过滤机入料泵泵体炸裂的保护设计
2015-12-03 03:36牛超张帅韩丹
中国科技纵横 2015年5期
牛超 张帅 韩丹
(神华神东煤炭集团洗选中心,内蒙鄂尔多斯 017209)
一种防止加压过滤机入料泵泵体炸裂的保护设计
牛超 张帅 韩丹
(神华神东煤炭集团洗选中心,内蒙鄂尔多斯 017209)
加压过滤机入料泵偶有爆裂事故发生,目前大多数防护手段是采用加工防护箱来进行防护,没有做到从事故发生前对其进行风险报警预控,不能做到设备的本质安全型。本文主要从入料泵爆裂事故发生前进行分析,针对泵体爆炸前温度发生剧烈变化自制设计发明了泵体高温保护闭锁装置,对事故进行有效的预防和处理,极大的提高了加压过滤机入料泵本身的安全性能,彻底消除了加压入料泵在生产过程中爆裂给巡视人员带来的不安全隐患。
入料泵 炸裂 保护设计 本质安全
随着选煤技术的发展,选煤设备也有了很大变化,加压过滤机以分选粒度细、脱水效果良好及高效节能的特点,在选煤工艺中应用越来越广泛。但由于程序操作或系统工艺等原因,加压过滤机入料泵在极偶然的情况下有发生爆炸的可能性,且在国内很多选煤厂都发生过此类事故。现如今没有很好的方法去杜绝这一事故的发生,更没有一种有效地设备保护装置对其进行监测和控制。
1 目前存在的问题
1.1 煤泥上料泵爆裂隐患危害巨大
现就神华神东洗选中心乌兰木伦选煤厂来说,在加压过滤机使用中,经常由于物料浓度较高或浓缩池跑粗造成加压过滤机上料不正常,而泵壳发热现象时有发生,进而导致煤泥泵在运行过程中突发爆炸而给巡视岗位工带来巨大的人身伤害,另外也会造成设备严重受损,修复时间长,影响选煤厂的正常生产。
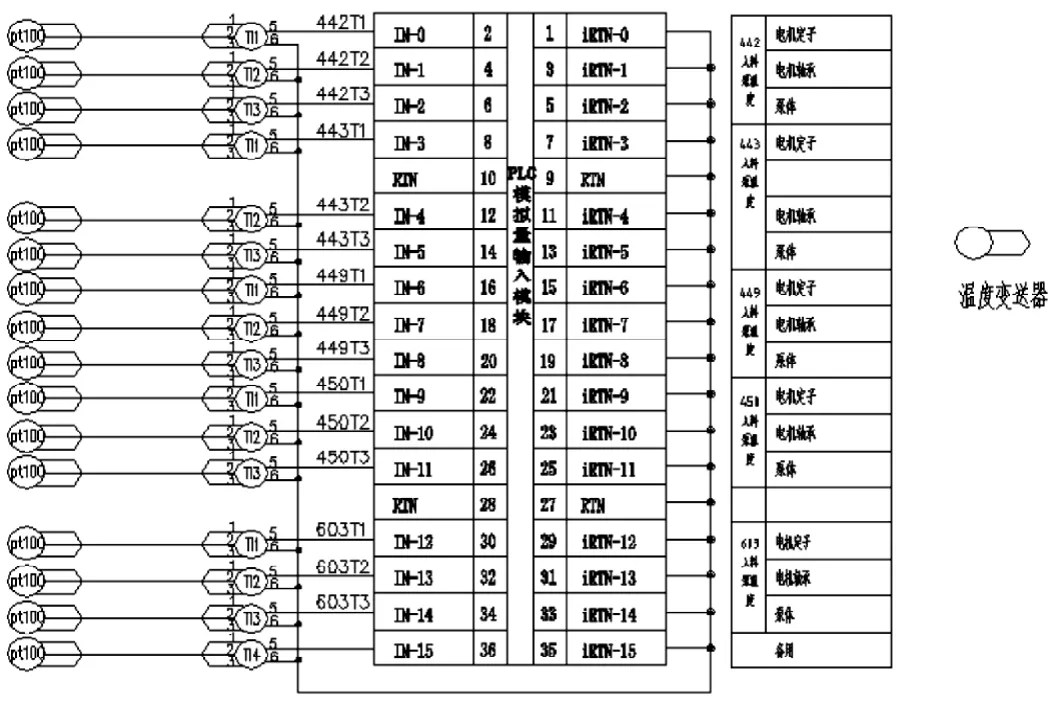
图1 煤泥入料泵温度保护装置电路图
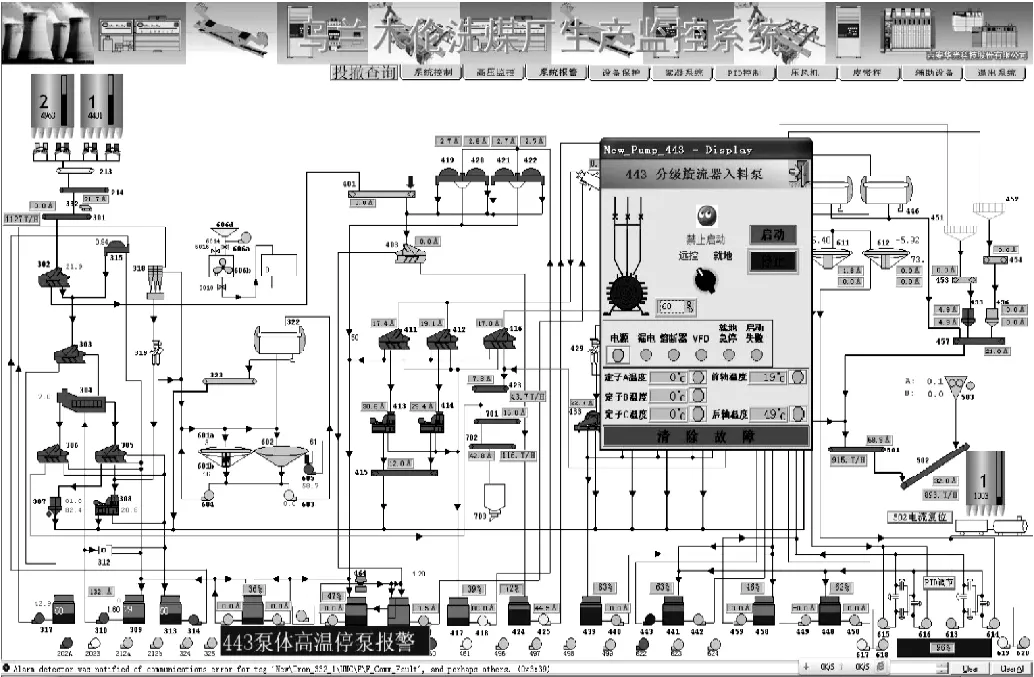
图2 加压过滤机入料泵集控程序报警画面
1.2 防护手段简单且未从本质上进行防护
以往采取的防护手段是采用加工防护箱来进行有效的防护。此种防护方式的缺点是没有从事故发生前对其进行风险报警预控,而是简单的对事故发生以后进行的安全防护,不能起到监测、控制事故发展的作用,没有做到设备的本质安全型。
2 原因分析
针对泵机发生爆炸的原因有多种,其中最主要的原因为:由于泵机上料不正常,叶轮在高速旋转的过程中与泵壳内沉积的物料进行摩擦发热进而造成泵壳爆裂,而此类事故的发生很难预防,更没有一种有效地设备保护装置进行检测。本文主要从事故发生前泵体温度变化进行分析入手,并通过采取一些手段对事故的发展进行有效的预防和处理,极大的提高了加压过滤机入料泵本身的安全性能,彻底消除了加压入料泵在生产过程中爆裂给巡视人员带来的不安全隐患,本防爆裂保护装置设计也因此而来。
3 优化方案
下面从四个方面来看一下该装置的设计原理及其理念:
3.1 温度报警装置的设计原理
针对煤泥上料泵在爆裂前出现的一些工作参数变化的特征,如温度急剧升高的特点。经厂部研究决定在煤泥入料泵的上料管道上增加温度保护装置,根据110kw电机的在线温度监测装置的工作原理,对所有的加压过滤机入料泵增设了泵体高温保护装置,并且设置温度上限为25℃(环境温度假设为20℃)。当监测到的温度大于25℃,该温度保护动作,加压过滤机入料泵自动闭锁停车,进而避免了泵体因温度继续升高而造成爆炸事故发生。块煤系统粗煤泥管路改造示意图如图1所示。
3.2 温度报警装置的集控程度设计
联合西安华光将该温度保护装置做成集控画面,此画面有“解锁”和“闭锁”两种模式可供选择。在日常生产过程中,该保护均处于闭锁状态。同时在集控画面上设置报警画面,例如当泵体温度达到温度上限值时,调度集控画面上会自动报警,调度室将报警情况反馈给过滤机岗位工,在确认过滤机入料泵已闭锁停车后,岗位工可以现场进行查看设备高温的原因并进行及时处理(例如可以开启循环水管路打上一会循环,清理掉煤泥泵积聚的煤泥,来降低泵体的温度,使泵体温度达到正常的温度范围),在确认设备无故障后且泵体温度正常后,通知调度室集控起车。此时,调度室手动复位该温度报警装置,将该过滤机入料泵进行重新开启并闭锁该温度保护装置。如图2所示:
3.3 防外界温度干扰手段设计
为了提高在线温度保护装置的精确度,防止泵体将热量传递到空气中,我厂已要求检修车间利用密封胶将新安装的温度检测装置进行完全密封。这样以来,温度监测装置就能够不受外界温度的干扰,大大提高了温度监测装置的监测精度。
3.4 事故预警后处理程序设计
在加压过滤机入料泵长时间停车后,入料泵内有煤泥积聚,起车后,由于煤泥与叶轮摩擦生热,进而可能引起煤泥泵爆炸的风险。为了使煤泥入料泵内的煤泥及时的排出,我厂在加压过滤机入料泵的吸料管道上增加了循环水管道,在入料泵起车之前,由调度员观察集控画面,检查加压过滤机的槽内的料位是否发生变化,若变化,证明上料正常。若料位计没有变化,则先开启末煤系统的循环水并将加压过滤机吸料管上的循环水冲水管路阀门开启,关闭煤泥泵吸料管路上的阀门,利用循环水将煤泥泵内的煤泥进行清理,清洗2分钟后,在确保泵内煤泥全部排空后,再正常给加压过滤机入料。通过增加循环水管路后,解决了停车后泵内积聚煤泥的问题,减少了煤泥泵爆炸的可能性,进而大大提高了过滤机入料泵自身的安全性能。
4 经济效益
4.1 节约原材料
该保护装置可有有效地防止泵壳爆炸,可有效地降低材料损失,因此可产生经济效益4.08万元(一台100ZJ-I-A50型泵机的价格为4.58万元,改造费用0.5万元)。
4.2 提高了设备运行率和使用寿命
该保护装置能及时有效的检测到泵壳温度的变化,有效地防止了泵壳、叶轮的磨损老化,从而大大延长了泵机的使用寿命,并且使泵机的检修周期大大缩短,使泵机的检修周期由原来的每季度延长到一年,通过测算每年可产生的经济效益为2万元。(备注:每次检修费用为1万元,改进前年实际检修次数为4次,改进后年实际检修次数为2次)。
4.3 产生巨大且无法估算的安全效益
该保护装置可有效防止人身、机电事故的发生,将产生无法计算的巨大安全经济效益。
5 结语
综上所述:为了将加压过滤机入料泵泵体爆裂事故控制在发生前,乌兰木伦选煤厂自主设计研制了泵体高温保护闭锁装置并将其安装到所有的入料泵泵体上,另外将该保护做成集控闭锁程序。该装置可实现了对泵体的实时温度进行监控,一旦泵体出现高温报警后,程序自动闭锁停车,将风险隐患降低到最小化。本设计从事故发生前进行风险控制,消除了煤泥入料泵在运行过程中存在的风险隐患,彻底做到了人员、设备的本质安全型。
[1]郭凡灿,薄磊,等.煤泥脱水装备的发展现状及展望[J].2008(9).
牛超(1983—),男,陕西神木人,工程师,2006年7月毕业于西安石油大学机械设计制造及其自动化专业,现就读清华大学工程硕士,现任中国神华神东煤炭集团洗选中心乌兰木伦选煤厂厂长。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
机械工业标准化与质量(2022年7期)2022-08-12
选煤技术(2021年3期)2021-10-13
中国金属通报(2020年20期)2020-12-09
煤矿现代化(2019年5期)2019-07-25
山西化工(2019年1期)2019-03-28
机械工程师(2018年10期)2018-10-13
制造业自动化(2018年9期)2018-10-11
橡胶工业(2018年8期)2018-02-17
选煤技术(2015年3期)2015-12-20