蜂窝复合材料圆盘刀超声切削研究
2015-12-02 11:12
杭州电子科技大学学报(自然科学版) 2015年5期
(杭州电子科技大学机械工程学院,浙江 杭州310018)
0 前 言
Nomex 蜂窝复合材料因具有高强度、低密度、耐热、抗冲击、抗疲劳、绝缘等诸多优良性能而被广泛应用于航天航空以及其他具有特殊要求的领域[1-2]。在蜂窝复合材料高速铣削加工时,容易出现粉尘大、蜂窝断裂、压塌、加工面毛刺等现象[3]。为解决Nomex 蜂窝复合材料的难加工问题,超声切削加工技术被应用于Nomex 蜂窝复合材料的加工。
超声振动切削的基本原理是超声波发生器发出高频电信号,然后换能器将高频电信号转换成机械振动,机械振动经变幅杆共振放大后传导至超声刀具,使刀具对Nomex 蜂窝复合材料进行超声加工[4]。
我国对超声切削加工蜂窝复合材料的研究还处于初级阶段。文献[5]介绍了超声加工蜂窝复合材料的基本原理及刀具加工工艺,文献[6]对超声切割技术在预浸料切割中的应用进行了研究,总结了切割时的温度、速度等工艺参数对加工质量的影响规律。本文主要针对Nomex 蜂窝复合材料圆盘刀超声切削技术进行研究,先分析了圆盘刀超声切削蜂窝复合材料加工工艺和刀具运动学,在此基础上推导超声切削力理论公式,为改善Nomex 蜂窝复合材料加工质量和提高加工效率提供理论依据。
1 超声切削Nomex 蜂窝复合材料圆盘刀加工工艺
对圆盘刀建立如图1所示的刀具坐标系,图中R、θ、D、H、r分别为刀具刀面半径、刀刃角、刀刃厚度、刀杆长度、刀杆半径。z轴确定切割深度,x轴和y轴的的联动确定走刀方向,C轴为圆盘刀自转主轴,主轴自转速度为n。
切削加工时,圆盘刀刀具姿态如图2所示,刀杆与z轴呈α 角,刀刃沿着蜂窝材料的加工轨迹线进行切削多余材料,同时刀刃产生沿其径向的高频和微小振幅的振动,刀刃相对工件的切削速度方向与其受到的振动方向的夹角为λ。
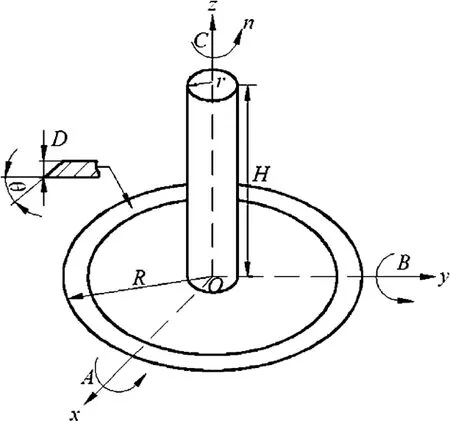
图1 刀具坐标系及结构参数
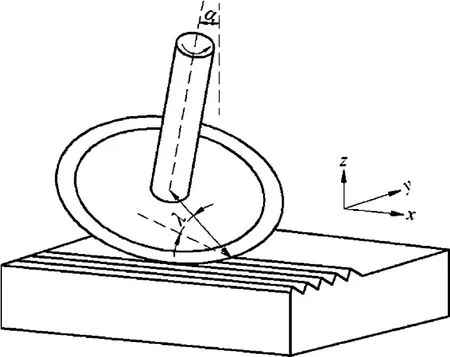
图2 圆盘刀超声切削加工示意图
2 圆盘刀超声切削Nomex 蜂窝复合材料分析
2.1 超声切削过程中刀具的位移、速度分析
Nomex 蜂窝复合材料圆盘刀超声振动切削加工时,圆盘刀合运动由3个分运动组成:1)圆盘刀沿其主轴高速自转;2)刀具相对工件沿加工轨迹的进给运动;3)刀具沿其刃面径向方向的振动。本文讨论中假设刀具沿x 坐标轴正向进给。当超声振幅为A(单位μm)、频率为f(单位kHz),进给速度为Ve,则刀具径向振动位移为Si、振动速度为Vi:

刀具相对工件沿x方向上的合速度为:

2.2 刀具断续切削条件
刀具与工件在超声切削过程中的加工情况如图3所示。
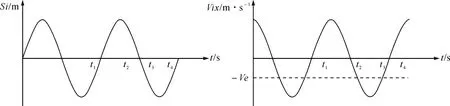
图3 刀具振动位移及速度曲线
满足Ve <Vixmax =2 fAcosαcosλ条件时,超声振动切削加工是一个断续切削加工的过程。
3 Nomex 蜂窝复合材料超声切削力建模
3.1 蜂窝复合材料普通切削力分析
圆盘刀在一个有效切削时间段内切削区的受力情况如图4所示,刀具在x方向进行有效振动切削。
首先研究普通切削力Ps,根据切削原理[7-8]可知:

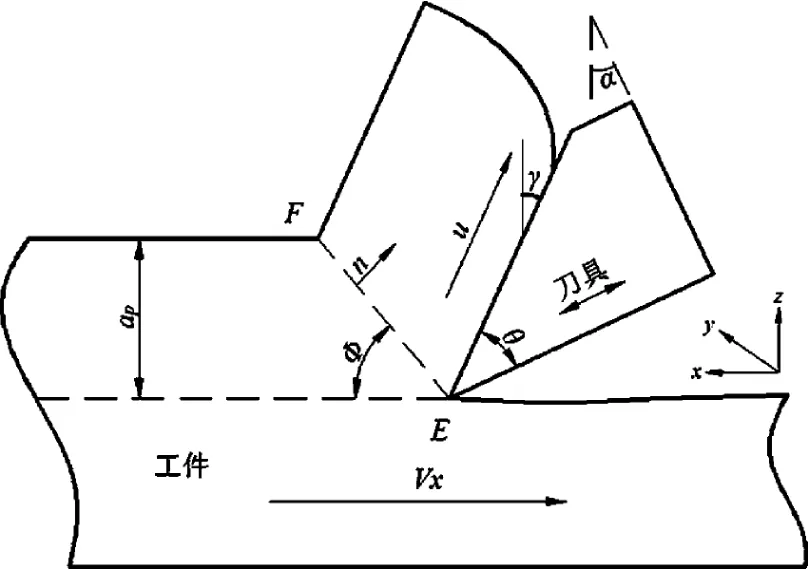
图4 切削区相对运动分析图

摩擦系数μ可由切屑相对速度u 确定,具体关系式可表示为(d和q为常数):

工件相对刀具在x方向上的速度为Vx,切屑相对于刀具的速度为u,n为EF方向的单位法向量,两者在n 上投影可得:

由式(5)、式(6)可得:

由于在每个振动周期内,刀具的实际切削时间极短,为了简化公式推导,方便求解,将一个振动周期内的运动等效成为匀速运动是可行的,因此取刀具过平衡点时的振动速度(此时振幅的影响最大)作为刀具匀速振动速度,所以刀具切削速度为:

由式(7)(9)可得:

由图4可知前角γ和刀刃角θ、摆角α的关系如下:

将式(11)代入式(10)可得:

式(12)反映了剪切角与振幅的关系表达式,可简化成:

最终可得振动切削时有效接触过程的普通切削力为:

3.2 蜂窝复合材料超声切削力分析
超声振动切削时,刀具对每一微细小段材料进行瞬时高速冲击切削,每次冲击的时间极短且产生很大的动能,使刀刃附近产生局部集中应力和局部高温,故使蜂窝复合材料易被撕破。假设圆盘刀超声振动切削时工件受力均匀,根据动量定理,圆盘刀对蜂窝复合材料一个加工周期内的平均冲击力为:

式中,M为圆盘刀等效质量,ts为一个周期内有效接触时间,V2x为刀具与工件开始分离时的速度,V1x刀具与工件开始接触时的速度。

可得平均冲击力为:

超声振动切削加工可看成是刀具受到沿其轴向的高频脉冲,使圆盘刀产生沿其径向的周期振动运动与圆盘刀高速切削运动的结合。所以超声切削力可由普通切削力FS和平均冲击力相加所得,则超声切削力可由F表示为:

由式(14)、式(18)、式(19)可得超声切削力:

由图3可知,V2x-V1x<0,而t2-t1>0,所以有F=FS+<FS,这说明超声切削加工中产生的超声切削力F 要小于普通切削加工中的切削力FS,即采用超声切削加工,蜂窝复合材料可以大大降低切削力,有效的提高表面加工质量,且在一定程度上较好地解决了传统切削加工后工件表面出现缺陷等问题。
4 结束语
本文针对圆盘刀超声切削Nomex 蜂窝复合材料加工技术进行研究,分析圆盘刀超声切削加工运动学,得出超声切削过程是断续切削的速度条件,推导普通切削力和平均冲击力的数学公式,建立超声切削力数学模型,证明与传统切削加工相比,超声切削加工可以有效减小切削力和切削热,从而提高加工质量,因此圆盘刀超声切削加工有着广阔的应用前景。
[1]柯映林,金成柱,刘刚.NOMEX 蜂窝芯高速铣削加工艺的优化[J].中国机械工程,2006,17(12):1299-1302.
[2]Foo C C,Chai G B,Seah L K.Mechanical properties of Nomex material and Nomex honeycomb structure[J].Composite structures,2007,80(4):588-594.
[3]崔巍,高军.超声切割技术在复合材料加工领域的应用[J].航空制造技术,2008,(4):50-52.
[4]高涛,骆金威,林勇,等.基于超声波机床的蜂窝芯数控加工技术研究[J].机械制造,2013,51(1):41-43.
[5]高军,崔巍.超声切割技术在复合材料加工领域的应用[J].航空制造技术,2006,(6):108-109.
[6]宋清华,李勇,肖军,等.浸料厚坯超声切割工艺研究[J].航空学报,2013,34(6):1-7.
[7]张幼桢.金属切削原理与刀具[M].北京:国防工业出版社,1990:74-78.
[8]卢泽生,杨亮.精密超声振动切削频率对切削力影响规律的研究与仿真[J].航空精密制 造技术,2006,42(5):10-14.
猜你喜欢
椰城(2021年12期)2021-12-10
冶金设备(2020年2期)2020-12-28
石材(2020年6期)2020-08-24
当代陕西(2019年16期)2019-09-25
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
红蜻蜓·低年级(2017年3期)2017-03-30
统计科学与实践(2016年4期)2016-03-01
铜业工程(2015年4期)2015-12-29
高中生学习·高三版(2014年3期)2014-04-29