回转式砂轮成型机芯圈冲压自动上料装置的研究与设计
2015-12-01 02:36王其林门兴陈铁孙洁
中国科技纵横 2015年7期
王其林门兴陈铁孙洁
(1.山东省机器人与制造自动化技术重点实验室,山东济南 250014;2.山东省科学院自动化研究所,山东济南 250014)
回转式砂轮成型机芯圈冲压自动上料装置的研究与设计
王其林1门兴2陈铁1孙洁2
(1.山东省机器人与制造自动化技术重点实验室,山东济南 250014;2.山东省科学院自动化研究所,山东济南 250014)
纤维增强树脂砂轮在现代工业中有着十分广泛的应用,目前大多数生产企业的生产模式为不同工序工位的工人使用手动或半自动化的生产设备在环境相对恶劣的环境下长时间单一化的操作,存在着工人劳动强度大, 生产效率低, 产品质量受人为因素的影响比较大的缺点。因此广大加工企业迫切希望完成对现有的生产装备的自动化改造。本文针对转盘式砂轮成型机芯圈手动上料装置现状, 研制出一种自动控制的芯圈上料系统,通过步进电机及气缸作为动力源驱动导轨滑块的方式实现芯圈的自动上料,并对整个机构进行了分析与设计。
纤维增强树脂砂轮 成型压机 芯圈上料系统 自动化实现
随着经济的快速发展和科技水平的不断进步,工业生产逐步向自动化、智能化方向发展,纤维增强树脂砂轮是一种低值易耗产品,在树脂砂轮中占有很大的比重[1]。冲压上料也称冲压送料,它是指将待加工的板料、条料、线材、半成品等送到模具工作区域的操作[2],目前国内大多数砂轮成型压机为手动或半自动化,对于芯圈冲压上料工序仍然存在着人工上料的方式,这不仅影响生产率,也无较安全的防护装置,极易造成工人肢体疲劳和精神疲劳,并可能引发人身伤害事故[3]。
为了提高设备的生产效率,减轻工人的劳动强度,提高自动化程度,保证芯圈冲压上料的生产安全,就必须从根本上改善生产条件,使操作工人的肢体远离压机的工作区域[4]。要实现这个目标,就必须采取性能可靠的自动上料装置。本文针对山东某砂轮生产厂的回转式砂轮成型机芯圈人工上料装置的生产现状,通过步进电机及气缸作为动力源驱动导轨滑块的方式实现了芯圈的自动上料,并对整个机构进行了分析与设计。

图2 砂轮
1 芯圈上料工位生产现状分析
芯圈是砂轮的重要组成部件之一,如图1所示,在磨削加工作业中提供了与角磨机等磨削工具相配合的重要的安装孔面[5]。芯圈上料是在砂轮的生产过程中将其放置到模腔定位串柱中,使其能够经过压力机压制与树脂磨砂融合到一起。如图2所示,我们常见到的磨削用砂轮。
目前,国内树脂砂轮成型设备主要以人工辅助操作的回转式和推进式多工位旋转刮料半自动成型机为主[6]。该种设备芯圈上料工位的生产现状,通常采用的是人工上料的方式来进行的,这种生产模式劳动强度大,人均生产效率不高。为了提高设备的生产效率,减轻工人的劳动强度,提高自动化水平,因此企业对该工位的自动化改造具有相当的迫切性和可行性。

图3 转盘式芯圈栈及竖直托举式芯圈输送机构
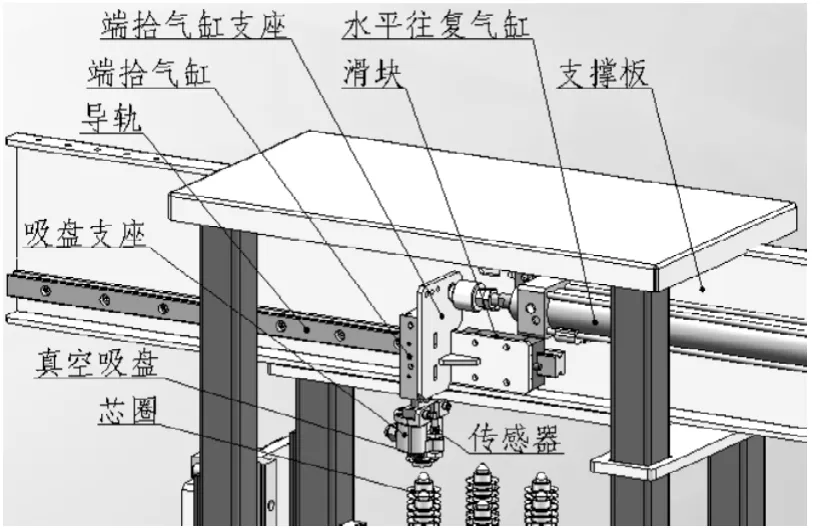
图4 水平往复式芯圈上料机构
2 方案设计与分析
我们为山东某砂轮生产厂实施的芯圈自动化改造项目中砂轮生产设备是28工位回转式砂轮成型机,为半自动化设备,为了实现自动上芯圈功能,在对多种方案进行反复筛选之后,确定了该机构的最终方案,该芯圈自动上料系统主要由两部分组成:一是转盘式芯圈栈及竖直托举式芯圈输送机构,二是水平往复式芯圈上料机构。
2.1 转盘式芯圈栈及竖直托举式芯圈输送机构
该机构,如图3所示,主要有转盘式芯圈栈和竖直托举式芯圈输送机构组成,转盘式芯圈栈是六工位的放置芯圈传柱的回转机构,由带有减速装置的直流电机通过联轴器与转盘轴相连,安装于旋转盘支座上的传感器能准确控制直流电机的启停,以控制不同芯圈串柱的切换,实现了换料过程不间断作业。
竖直托举式芯圈输送机构主要有步进电机通过联轴器与滚珠丝杠相连,位于其上的丝杠螺母通过转接块与托举气缸座相连,使托举气缸能够在导轨上往复运动,托举气缸的末端安有芯圈托环,这样在直线轴承的推动下完成芯圈串沿串轴运动实现了芯圈的输送功能。
2.2 水平往复式芯圈上料机构
水平往复式芯圈上料机构,如图4所示,在该机构上,首先载有真空吸盘的端拾气缸下降,等待芯圈的到来,吸盘支座上安装有芯圈到位检测传感器,通过调节传感器及真空吸盘吸附面之间的距离使真空吸盘能更好的吸取芯圈。可以使用真空检测开关来判断芯圈是否吸牢,当吸牢后端拾气缸上升,同时在由导轨、滑块及气缸组成的水平往复机构的驱动下到达芯圈放置工位,等待放料,随后气缸伸出,将芯圈放进该工位的模具串轴中,端拾气缸带动吸盘上移,完成芯圈放置任务。
3 芯圈一次自动上料过程简介
芯圈自动上料过程,首先系统检测一下芯圈串柱上是否有芯圈,可以通过上图3中所示的上限位传感器来进行判断,如果触发该传感器,被定义为芯圈缺料,步进电机反转通过导轨丝杆带动托举机构下降,触发下限位传感器,电机停止,之后六工位旋转盘在直流电机的驱动下转盘旋转60度,使装满芯圈的串柱到达托举工位,接着托举气缸伸出与芯圈托环接触,至此托举气缸就绪完毕。
另一方面,位于芯圈串轴正上的吸盘就绪完毕,等待芯圈的到来,吸盘支座上安装有芯圈到位检测传感器,到位后真空吸盘吸取芯圈,可以通过真空检测开关来判断芯圈是否吸牢,当吸牢后端拾气缸上升,水平往复机构在气缸的驱动下到达芯圈放置工位上方停止,等待放料,随后气缸伸出,将芯圈放进该工位的模具串轴中,端拾气缸带动吸盘上移,完成芯圈放置任务,随后水平往复气缸复位,等待下一个芯圈的到来,一个自动上料过程完成。
4 结语
芯圈冲压上料的自动化上料改造,不仅提高了设备的生产效率,减轻了工人的劳动强度度,提高企业的自动化水平,同时自动控制系统可保证上料的准确性和可靠性,并能显著改善生产条件,减轻工人肢体疲劳和精神疲劳,有效保障了生产的安全进行,缓解了不断增长的用工成本,提高了企业的综合竞争力。
[1]孙延,陈开发,曲茂章.六工位回转式砂轮成型压机的研制[J].金刚石与磨料磨具工程2003(6).
[2]李彦蓉,孙晓朋.冲压自动上料及自动出件装置的研究与设计[J].锻压技术,2010(10).
[3]李佳友,侯永兴.冲压伤害事故的分析与对策[J].机电安全,2009 (10):22-23.
[4]李汾娟.基于单片机的数控冲压进给系统的设计[J].现代制造技术与装备,2009(4):13-15.
[5]贾耀平.光固化树脂砂轮制造技术研究[D]浙江工业大学,2008.
[6]骆健,姚建华.PC控制技术在八工位树脂砂轮成型机组的应用[J]金刚石与磨料磨具工程,1998(12).
王其林(1982—),男,工程师,研究方向为机器人技术、机械设计、装备自动化。
猜你喜欢
中国新闻周刊(2023年42期)2023-12-03
橡塑技术与装备(2021年24期)2021-12-30
橡塑技术与装备(2021年12期)2021-06-24
橡塑技术与装备(2021年1期)2021-01-05
物流技术与应用(2020年5期)2020-06-25
失效分析与预防(2020年1期)2020-06-17
河北省科学院学报(2020年4期)2020-03-19
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
杭州(2015年9期)2015-12-21