
全自动精确扫描两器管端加工机的开发研究
2015-11-30 07:19熊立贵李壮志李飞龙
机电工程技术 2015年10期
熊立贵,李壮志,李飞龙
(1.中山火炬职业技术学院,广东中山 528436;2.中山市科力高自动化设备有限公司,广东中山 528400;3.TCL空调器(中山)有限公司,广东中山 528427)
全自动精确扫描两器管端加工机的开发研究
熊立贵1,李壮志2,李飞龙3
(1.中山火炬职业技术学院,广东中山 528436;2.中山市科力高自动化设备有限公司,广东中山 528400;3.TCL空调器(中山)有限公司,广东中山 528427)
两器是指空调换热器即蒸发器和冷凝器。在空调制冷行业中,管片式换热器(冷凝器、蒸发器)是空调机及制冷设备中的关键部件,其换热器换热效率的高低是评价空调机及制冷设备质量的重要指标。全自动精确扫描管端加工机是空调器生产专用设备,用于将高速冲床加工好的铝翅片和铜U型管胀接在一起,实现了两器的铜管扩口后端板的固定,以满足生产工艺的需要。介绍了研制开发的新一代成型机,智能全自动扫描定位检测,具有自动化程度高、工作效率高、使用方便、冲口平稳、性能可靠等优点。
空调;两器;智能全自动;扫描;胀管机
0 前言
在空调行业,随着人民生活水平提高,空调已普及到农村,相对来说产量不断的提升,车间的加工强度增大,现在又处于用人招工难的时期,产品加工精度要求高的情况下,生产制造商对于机械化的需求十分迫切,因此希望开发全自动化、高精度、智能设备。
换热器中的冷凝器、蒸发器不论是中央空调、家用空调还是汽车上的空调等都是制冷主要零部件。蒸发器的用途是将经过毛细管节流降压后的液态冷媒由液态转化为气态,吸收蒸发器周边附近空气的热量而降温,周边的低温度再被风机转动将冷风吹到制冷空间内,达到使空间的温度下降的目的[1-3]。
换热器(两器)的性能直接影响空调器的制冷性能,它的重量占整个空调器重量的50%~70%,它所占据的空间直接影响体积大小,因此研制生产高效换热器是极为重要的,且具有现实意义。
全自动精确扫描两器管端加工机的组成:机械结构系统、伺服电机系统、扫描管端加工部分系统、丝杆上下运动系统、电气控制系统、光栅安全保保护系统等部分[4]。
1 机械结构部分
机械结构部分主要由机架、两器U形固定加工件机构、铜管端部加成型机构、扫描定位机构装置等组成(含压紧、六边形旋转轴),见图1和图2。

图1 左视示意图

图2 主视示意图
1.1 机架
机架是由槽钢材料、钢板材等焊接而形成的机架。背面装有散热的镀锌板,两侧装有控制箱。机架上面有一个电机动力系统,并在两侧装有导轨,带动左、右丝杆上下运动。底座下端焊接槽钢,胀管成机摆好放置后,可以用固定螺钉固定在地面上[5]。
1.2 两器固定机构
两器固定装置:是由固定在机身上的加工件后固定板、前压紧固定板、加工件U型固定座等组成。根据工件的大小及长度规格尺寸,调整后背板的固定高度,再通过前压紧固定板固定两器,如图3所示。
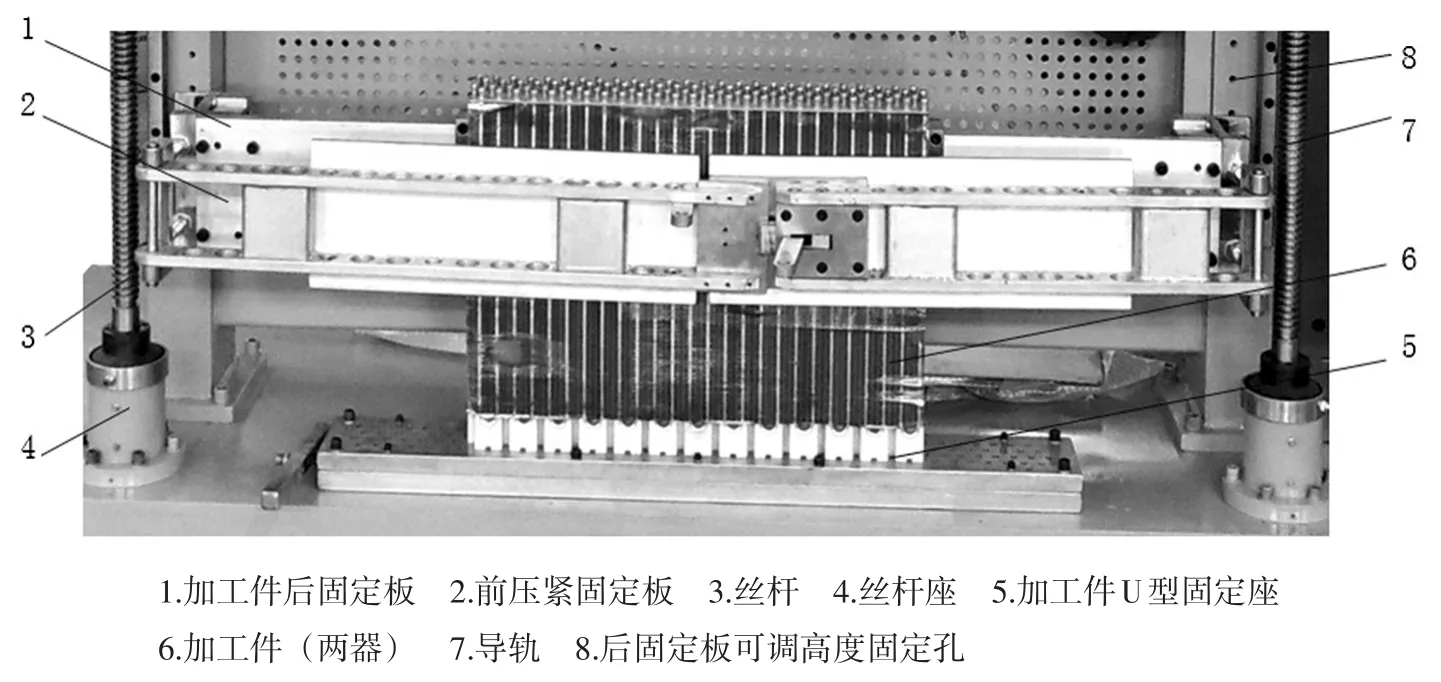
图3 两器固定组件图
1.3 胀管成型机构
如图4~6所示,胀管成型机构是由从动齿轮、主动齿轮、胀管头、六角旋转轴、丝杆等构成。其特征是六角旋转轴在动力的作用下,带动主动齿轮转动,从动轮在主动轮的作用下也转动,最后胀管头上、下运动。胀管头可以根据两器的铜管规格来更换,这样就可以加工不同规格的两器。冲头安装在胀管成型加工头上,把冲头从下面往上将它推入模板孔内,模型孔内有装置将它锁住,并旋转180°就可以将其取出。扩口冲头是用特殊合金工具模具钢加工制造而成的,高频淬火处理后其硬度可以达到HRC=60~68,具有较高的韧性和硬度[1,3,5]。
2 铜管端口胀管机的设计计算
无论是冷凝器还是蒸发器,关键的计算就是如何确定长U型管的长度,而长U型管的长度主要由胀管的收缩率确定。在胀管时,铜管会有一个缩短的过程,此过程涉及的因素很多,如材质、胀管速度、润滑情况等。
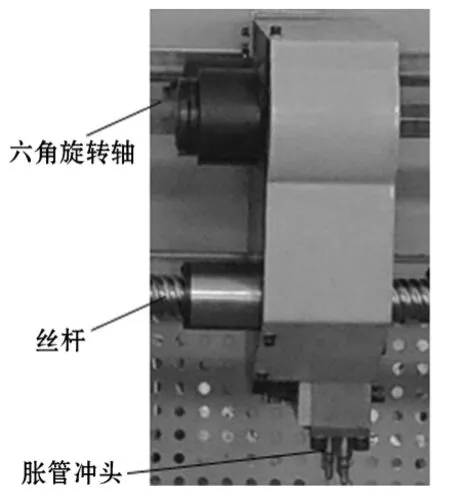
图4 加工管端机构

图5 正处加工两器管端的冲头

图6 成型内部结构
目前空调器内的换热器所采用的铜管(合金牌号)大部分是TP2,其状态是中软态(M),此种薄壁铜管材质多是经过多次拉伸,并在650℃回火处理后的中软状态,它的屈服极限σ0.2在88~120 MPa。
铜管规格是:ϕ9.52±0.05 mm,壁厚t 0.35± 0.03 mm。
(1)每根空调铜管计算屈服塑性变形所需的最大力F1,取空调两器用薄壁铜管的最大屈服极限为:σ0.2=120 MPa,求空调换热器用薄壁铜管的截面面积:
S=π 4(d2外-d2内),
S1=π4(9.522-8.822)=10.1 mm2=10.1×10-6m2,根据:σ0.2=F1·S1,
F1=σ0.2×S1=120×106×10.1×10-6=1 212 N= 123.7 kg。
(2)计算112根铜管屈服塑性变形所需要的最大力F2
F2=112×F1=112×123.7=13 854.4 kg(3)胀管机胀制所需的压下力F3
从理论说用13 854.4 kg的力就可以满足胀管工作所需的力,并且还需要考虑胀管机的摩擦力等损失,以及冲头在扩口时的面接触,选取了一个安全系数n,取n=1.5:
F3=n×F2=1.5×13 854.4 kg=20 781.6 kg。
3 电控系统控制
3.1 胀管成型机的工作原理
胀头插入热交换器的铜管中,使铜管进行塑性变形,从而使铜管和翅片紧密接触的目的。国内一般的铝翅片孔径是ϕ9.95 mm,铜U型管是ϕ9.52× 0.35 mm,通过冲头用管后铜U型管的外径是ϕ10.05 mm,这样两器用的铜U型管和铝翅片就获得了0.1 mm的过盈配合,形成了管片式换热器的一体化,从而获得了较高的换热效率。工作原理如图7和图8所示。

图7 半成品(未胀管管前)

图8 端口胀管后成品
扫描式胀管机最大的特点就是根据两器的规格进行一次加工,系统会自动保存它的加工信息,第二次加工时就可以调出来,无需再作批产前的调试,能够精确保证和第一次加工调好一样的准确性。也可以手动调试,让它记录加工过的信息。这样第二次加工调试设备就会节省很多调试时间。如果在加过程中没有扫描到两器加工件,设备就会报警停止运行工作[6-7]。
扫描两器管端加工机的特点:节省材料,工件胀大部分无材料长度收缩;效率高,每分钟胀管速度大于4米;模具更换方便快捷;扩口,打杯,一次成型,加工速度快;采用伺服电机调整加工件的高度,可以实现(1~4层之间)自动调整,精度高;采用三菱触摸屏,功能强大,画面清晰,操作方便。
3.2 管口胀管成型机的两器成型工艺的原理
操作方式的选择:扫描式管端加工成型机在接通电源时,所有控制操作均为点动状态,可选择自动、手动方式。按下手动按钮方式,可根据控制操作面板所示,每个步骤程序都可以单独完成。按下自动按钮方式,只须操作面板上的触摸屏按键或操作面板上的按钮,则本机由PLC控制自动完成:放入工件——两器放入U型定位——前固定板夹紧两器——操作面板启动按钮——冲头从左向右的工作——加工完成——取出加工的工件一系列动作。如上所述的加工步骤反复循环,到两器的管件胀管加工成型,然后成型的动作回到原始设定位置,以便进入后续的胀管成型。
3.3 胀管成型机电控电源及主要参数
(1)使用电源:三相交流电源,380 V,50 Hz。
(2)主要技术参数如表1所示。
(3)电控部分:用伺服电机、可编程序多点位控制(PLC)集中控制,传感器、触摸屏操作面板、光栅、电控箱等组成。

表1 技术参数
系统总体电路设计如图9所示。

图9 电路图
扫描伺服电机在操作控制面板上可以进行手动或自动控制。采用的是三菱可编程控制器进行集中控制,并具有绝对位置控制功能。
4 小结
本论文主要研究内容:对空调器用两器全自动精确扫描两器管端加工机详细的阐述,包括安装、压紧、冲头管端加工、自动扫描等;及对两器端口加工成型机的工作原理研究。此台胀管成型机已投入大批量加工生产,设备加工产品时运行可靠、加工产品深受用户的好评,实现了人机交互界面易操作等特点。具有使用维护简便、性能可靠、自动化智能操作效率高、运行平稳、技术工艺先进等优点。并且胀管加工成型的成品率高、铜管不容易开裂。
该机解决了原胀管机胀管时工件铜管收缩(3%~5%)的问题,节约了铜材,简化了工艺,是未来胀管机的方向性产品。
[1]毕耀德.空调制冷换热器超大型胀管机 [J].机械设计与制造,2000(4):71-74.
[2]阎红庆.全自动立式胀管机研制[J].机械设计与制造,1999(10):53-55.
[3]熊立贵.空调换热器成型机开发及应用[J].家电科技,2013(10):74-76.
[4]熊立贵.三维数控空调铜管弯管机研究及应用[J].家电科技,2012(11):59-63.
[5]汤习成.冷冲压工艺与模具设计[M].北京:中国劳动社会保障出版社,2006.
[6]吴业正.小型制冷装置设计指导[M].北京:机械工业出版社,2004.
[7]李玉春.制冷装置制造工艺[M].北京:人民邮电出版社,2003.
Development of the Heat Exchanger Tube Ends Accurate Automatic Scanning and Processing Machines
XIONG Li-gui1,LI Zhuang-zhi2,LI Fei-long3
(1.Zhongshan Torch Polytechnic,Zhongshan528436,China;2.Zhongshan Colego Automation Equipment Co.,Ltd.,Zhongshan528400,China;3.TCL Air Conditioner(zhongshan)Co.,Ltd.,Zhongshan528427,China)
Air conditioning heat exchanger refers to the evaporator and condenser.In air conditioning and refrigeration industry,heat exchanger tube sheet(condenser,evaporator)is air conditioners and refrigeration equipment key components,the heat transfer efficiency is an important indicator of the level of evaluation of air conditioners and refrigeration equipment quality.Automatic scanning precision air conditioner pipe end processing machine is the production of special equipment for high-speed presses processed aluminum fins and copper U-tube expansion together to achieve a fixed two flared rear end of the brass plate to meet the needs of the production process.This machine is developed by a new generation of machine,it scans the intelligent automatic location detection,with a high degree of automation,high efficiency,easy to use,blurted smooth,reliable performance.
air conditioner;heat-exchanger;intelligent automatic;scanning;expanding machine
TP23
A
1009-9492(2015)10-0084-04
10.3969/j.issn.1009-9492.2015.10.021
熊立贵,男,1975年生,江西南昌人,大学本科,高级工程师。研究领域:非标设备的开发,机械制造及装配。已发表论文20篇。
(编辑:向 飞)
2015-04-02
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21
焊管(2020年10期)2021-01-29
制造技术与机床(2018年9期)2018-09-19
中国新技术新产品(2018年21期)2018-01-05
电子制作(2017年17期)2017-12-18
中国铸造装备与技术(2017年3期)2017-06-21
工业设计(2016年6期)2016-04-17
重型机械(2016年1期)2016-03-01
设备管理与维修(2015年11期)2015-03-16
河南科技(2014年11期)2014-02-27
