如何在经济型数控车床上实现自动钻孔功能的探讨与实践
2015-11-30 06:33撰文中山市建斌中等职业技术学校林良颖
智能制造 2015年1期
撰文/中山市建斌中等职业技术学校 林良颖
如何在经济型数控车床上实现自动钻孔功能的探讨与实践
撰文/中山市建斌中等职业技术学校 林良颖
为解决套筒类零件在经济型数控车床上用刀架装夹钻头通过程序自动钻孔的加工问题,设计了一种可装夹多种直径尺寸钻头的夹具,即保证了加工质量稳定、可靠,又提高了生产率,改善了劳动条件。
由于数控车床具有高度柔性,加工精度高,加工质量稳定、可靠,改善劳动条件等特点,在加工生产活动中得到了日益广泛的应用。在经济型数控车床中,当要批量生产套筒类零件并用钻头钻孔时,由于经济型数控车床的刀架为四工位刀架,本身不能装夹钻头,钻头只能在尾座上进行钻孔,但尾座不是程序控制动作的,只能依靠人工来钻孔,这样就降低了生产率,提高了劳动条件,特别是加工盲孔时,造成加工质量不稳定,体现不出数控车床的优越性。为了解决这个问题,本人通过生产实践,并研究其它资料,设计制造了一种可装夹多种直径尺寸钻头的夹具(图1),较好地解决了这一问题。下面以广州机床厂CA6132A1数控车床刀架设置钻头夹具为例,对在经济型数控车床上实现自动钻孔功能进行了探讨与实践。

图1
一、钻头夹具的设计
数控车床刀架各尺寸如图2所示,所设计夹具的尺寸如图3所示。
1.设计夹具的一些注意事项
(1)此夹具材料为长立方体45号钢制作或用报废合金刀的刀柄来制作,这样可节省材料成本,废物利用,节约能源,但合金刀刀柄较长,可用切割机切除多余的部分。
(2)利用线切割或刨床、铣床等机床来加工如图尺寸的夹具,此夹具为90°V形块。
(3)注意在制作刀夹时要保证刀夹各平行度、垂直度,保证能与主轴轴心线平行,防止夹具在制作时产生误差,导致钻孔刀装夹时产生倾斜,钻废孔。

图3
(4)此夹具须经淬火处理,以增强它的刚性,提高使用寿命。
(5)此夹具使用范围为φ0mm~φ16mm的直柄钻头(平底钻、扩孔钻、铰刀等)使用,如须装夹更大直径尺寸的钻头时,可根据实际情况来调整尺寸,制作方法一样,但须注意直径大的钻头钻孔时产生的轴向力也大,这时须在钻头柄部螺钉处磨两个槽,做一轴向定位,增大抵抗力。
(6)刀夹上开槽的目的是防止装夹小直径钻头时,螺钉受两斜边阻碍,所以在两螺钉处开两槽。
2.钻头夹具的原理分析
此夹具之所以能使用不同直径的钻头,其实与其它装刀方法一样,只须改变所垫垫片厚度,以达到与主轴轴线对中,下面就以此刀夹装夹最大直径钻头16mm和最小直径钻头0mm为例计算所垫垫片厚度。
计算公式为:刀架中心高-夹具底厚度-钻头中心与夹具两斜面交点处之和=所垫垫片厚度(这里所说的刀架中心高为刀架装刀时底面与轴心的距离)。
合格条件:以刀架所垫垫片最高尺寸39mm为限。
已知:刀架中心高为21mm,夹具底厚度为8mm,刀架所垫垫片最高尺寸为39mm,夹具总高度为18mm,钻头直径为φ0mm,φ16mm,求φ0mm,φ16mm所垫垫片厚度?
(1)最大钻头直径φ16mm。所垫垫片厚度为:刀架中心高-夹具底厚度-钻头中心与夹具两斜面交点处之和,已知刀架中心高、夹具底厚度,求钻头中心与两斜面交点处之和,如图4所示。

图4
做FC的平移线ED与中心线相交一点,平移距离为钻头直径φ16mm的一半,找到钻头直径φ16mm的圆心B点,画出钻头直径φ16mm的圆,做钻头直径φ16mm与FC相切的垂直距离AB,构成了直角三角形Rt△BAC,求BC的距离?
已知:AB为钻头直径φ16mm的半径,故为8mm,∠ACD=90°,BC为∠ACD的中线。
所以: ∠ACB=45°BC=AB/sin45°=8/=11.31
看图求出钻头中心与夹具两斜面交点处之和为11.31mm。
所以所垫垫片厚度为:刀架中心高-夹具底厚度-钻头中心与夹具两斜面交点处之和,厚度为1.69mm。
B0=BC-0C=11.31-(18-8)=1.31mm
直径φ16mm钻头与垫片、刀夹、钻头之和=刀架中心高21(1.69+18+1.31)+8=29mm<刀架所垫垫片最高尺寸39mm。所以符合条件,可行。
(2)最小钻头直径0mm,所垫垫片厚度为:刀架中心高-夹具底厚度-钻头中心与夹具两斜面交点处之和已知刀架中心高、夹具底厚度,求钻头中心与夹具两斜面交点处之和。本身钻头直径为φ0mm所以钻头中心与两斜面交点处之和为φ0mm。
所以所垫垫片厚度为:刀架中心高-夹具底厚度-钻头中心与夹具两斜面交点处之和,厚度为13mm。
直径φ0mm钻头与垫片、刀夹之和=13+18=31mm<刀架所垫垫片最高尺寸39mm。所以符合条件,可行。因此,以上数据分析可以证明刀夹在φ0mm -φ16mm的范围里是可用的。
二、钻头夹具的使用方法
(1)把钻头放入刀夹,调整好长度,刀夹紧靠刀夹壁(图1)。靠壁原因:主要是方便钻头与轴线平行, 防止倾斜。如果刀夹制作不平行时,可把钻头移到已车外圆处进行与外圆素线平行校正。如果刀夹制作好,直接靠壁,方便快捷,省时省工,效率即快又好。
(2)在实际操作时,就不须用计算垫片厚度这么麻烦了,就跟我们平时装刀时对刀一样,看实际情况来增减垫片厚度,但钻头横刃须水平,这样才方便对准主轴中心。
三、钻头夹具的对刀方法
(1)对主轴中心目测法:拿根材料切削端面,留余量小于1mm的凸头,把钻头移到近凸头处,目测观察钻头横刃与凸头对中,对好后设X坐标为(0,0),Z坐标与其它对刀方法一样。
(2)对刀如图5所示,事先对好中心高)慢慢移动刀架使钻头边缘接触工件表面,在刀补号为100页面+相应刀号中的X值中输入D1+D2(相对于试切对刀)数值的一半,Z轴的对刀和车刀的对刀方法一样。(D1为钻头的直径,D2为工件的直径)

图5
四、使用钻头夹具来加工零件的范例
图6为范例零件,此材料为30的黄铜。用上述钻头夹具来加工此零件。
所垫垫片厚度可计算大约为:刀架中心高-夹具底厚度-钻头中心与夹具两斜面交点处之和=所垫垫片厚度=21-8-3.54=9.46mm(5mm麻花钻),21-8-10.61=2.39 mm(15mm平底麻花钻)。
钻头为φ5mm麻花钻,φ15mm平底麻花钻。加工此零件的程序如下。
从整个加工过程来看,如果此零件不用刀架装夹钻头,是用尾座装夹钻头,那么在加工这个零件时,在加工过程中要换两次钻头,对加工速度影响很大,对工人的劳动强度影响也很大,做出的产品合格率降低。而自动钻孔(包含人工装夹时间)加工一个零件,用时135秒,不自动钻孔,用尾座装夹钻头加工一个零件用时314秒。在时间上两者对比,自动钻孔的时间是尾座钻孔的时间不到一半。
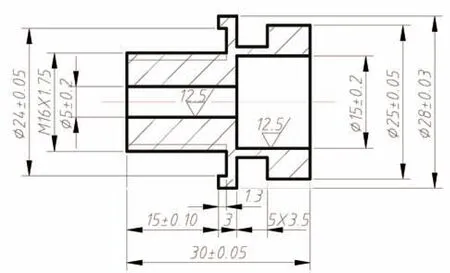
技术要求:(1)以大批量生产条件编程。(2)不准用锉刀或砂布修饰表面。(3)各锐边倒角0.5×45°,螺纹处倒角1.5×45°。(4)未注公差±0.05。

图6
五、自动钻孔过程中使用钻头的几个注意要点
(1)麻花钻的选用:合理选择刀具材料、正确选择钻头的切削角度、合理选用切削用量和转速、加强冷却与润滑等,提高钻头的使用寿命。
正确选用麻花钻的直径,对于精度要求不高的内孔,可用麻花钻直接钻出,对于精度要求较高的内孔,钻孔后还要再经过车孔、扩孔或铰孔等加工才能完成,在选用麻花钻直径时,应根据后继工序的要求,留出加工余量。
正确选用麻花钻的长度,一般应使导向部分(即麻花钻螺旋槽部分)略长于孔深。麻花钻过长则刚度低;麻花钻过短则排屑困难,也不宜钻穿孔。
(2)麻花钻的刃磨质量直接关系到钻孔的尺寸精度、表面粗糙度和钻削效率。所以麻花钻在使用时,应根据工件材料、加工要求、采用相应的修磨方法进行修磨。
(3)安装麻花钻时必须严格对准中心;装夹牢固、可靠。
(4)钻孔前,必须将端面车平,中心处不允许有凸台,否则钻头不能自动定心,会使钻头折断。
(5)钻小而深的孔时,应先用中心钻钻中心孔,以避免将孔钻歪;在钻孔过程中必须经常退出钻头清除切屑,防止因切屑堵塞而造成钻头被“咬死”或折断。
(6)钻削钢材时必须浇注充分的切削液,使钻头冷却,防止钻头发热退火;钻切削铸件时可不用切削液。
(7)钻削镁合金等其他金属材料时,应考虑其材料的性能,适当提高切削速度,加大进给量。
(8)起钻时进给量要小,待钻头切削部分全部进入工件后才可正常钻削。
(9)钻通孔将要钻穿工件时,进给量要小,以防钻头折断。
六、结语
通过以上实例说明采用专用夹具,使经济型数控车提高了加工效率,解决了手动操控尾座的不便,实现了数控自动化系统,使我们的产品加工效率提高了,劳动强度降低了,产品合格率提高了,同时能源消耗减少了,达到了节能的效果。
猜你喜欢
装备制造技术(2022年6期)2022-10-02
电站辅机(2021年2期)2021-08-19
设备管理与维修(2020年23期)2021-01-04
中小企业管理与科技(2019年22期)2019-09-09
制造技术与机床(2017年3期)2017-06-23
金属加工(热加工)(2015年11期)2015-11-16
橡胶工业(2015年8期)2015-07-29
锻压装备与制造技术(2015年2期)2015-06-26
河南科技(2014年23期)2014-02-27
河南科技(2014年5期)2014-02-27