
冶炼污酸蒸发浓缩处理的实验研究
2015-11-29 06:17陈华盛夏光华刘晓来
浙江化工 2015年8期
陈华盛,夏光华,刘晓来
(1.台州市污染防治工程技术中心,浙江台州318000; 2.同济大学环境科学与工程学院,上海200092)
冶炼污酸蒸发浓缩处理的实验研究
陈华盛1,2,夏光华1,刘晓来1
(1.台州市污染防治工程技术中心,浙江台州318000; 2.同济大学环境科学与工程学院,上海200092)
铜冶炼的工艺烟气制酸环节产生污酸,其特点是含高浓度的氟、氯、砷,以及铜、锌、铅、镉等多种金属。目前采用的硫化沉淀-石灰中和的处理方法,存在产生大量难以处理的危险废物且处理成本高、出水水质难以达到回用要求等不足。本文针对该类污酸的特性,探讨采用蒸发浓缩法处理并回收砷,并后续回收硫酸以及其中有价金属的可行性。在常压加热蒸发条件下,实验研究考察了不同温度、浓缩比时污酸中氟、氯、硫酸根、砷在浓缩液及冷凝液中的走向及分布,以及不同蒸发比条件下浓缩液冷却结晶析出三氧化二砷的去除率。实验结果表明,污酸蒸发浓缩对砷、氟、氯均具有较好的去除率,蒸发温度在130℃、浓缩比6~7时,砷、氟、氯的去除率达到62%、88%、77%。蒸发浓缩处理实验研究表明,蒸发浓缩法处理污酸具有较好的应用前景。
蒸发浓缩法;污酸;氟;氯;砷
铜冶炼工业废水主要包括烟气制酸洗涤废水、稀贵金属提取产生的高酸废水、冷却废水、设备及地面冲洗废水等。特别是制酸洗涤废水、稀贵金属提取产生的高酸废水,其最主要特点是高砷高酸,金属组份多,水质复杂,有毒有害元素含量高,硫酸根离子、氟离子、氯离子等并存,是一种典型难处理的矿冶工业废水。目前,对该类废水处理应用较为广泛的是采用硫化沉淀-中和铁盐工艺。该工艺在实际应用过程中存在诸多不足,如所含的有价元素及物质没有得到资源化回收,均以形成固废的形式去除,造成资源的浪费;产生大量难以利用及处理处置的水处理渣,处理成本高昂;处理后的水由于氟、氯浓度高或硬度高等原因,严重制约着水的回用;污酸处理综合成本高等。
资源化处理是冶炼污酸今后处理发展的方向。研究开发新的具有较好经济效益和环境效益的污酸综合资源化工艺技术,通过资源回收,变废为宝,降低污酸处理的成本的同时,还可为企业创造新的经济效益。蒸馏浓缩法已广泛应用于处理高浓度有机废水、放射性废水以及垃圾填埋场渗滤液处理[10-13],但对处理高浓度氟、氯、砷的铜冶炼污酸这类废水鲜为报道。本文针对铜冶炼污酸的特性,实验研究蒸发浓缩过程中氟、氯、砷及硫酸根离子的走向及分布特征,为进一步研究开发污酸蒸发浓缩资源化处理工艺技术打下基础。
1 实验设计
1.1 实验目的
实验的目的是考察在常压加热蒸发浓缩过程中,元素氟、氯、砷及硫酸根离子在浓缩液、冷凝液、结晶体中的走向和分布特征。
1.2 实验方法
实验前取1000 mL污酸,经定性滤纸(Φ11.0 cm)过滤悬浮物预处理后移入蒸馏烧瓶中,依次连接好蒸发-冷凝装置,检查装置的气密性。采用电炉加热的方式加热,温控仪控制加热温度。蛇形冷凝管冷凝收集蒸发冷凝液。浓缩液冷却结晶后过滤得到砷结晶(As以As2O3形式存在),分析测定浓缩液、冷凝液中的氟、氯、砷及硫酸根离子。
1.3 实验装置
实验中采用的蒸馏装置分别由蒸馏烧瓶(2 L)、电炉(2000 W)、油浴锅、温控仪、冷凝管(2×600 mm)、收集瓶(1 L)等组成。
1.4 实验污酸
实验污酸取自某铜冶炼厂制酸分厂所排污酸,污酸测定结果如表1所示。

表1 实验污酸组份情况
2 实验结果分析
2.1 不同浓缩比的氟、氯、硫酸根、砷走向分布特征
浓缩比直接影响氟、氯、硫酸根、砷在浓缩液和冷凝液中的走向分布,是一个重要的影响因素。取700 mL预处理后的原水样,控制温度在130℃进行蒸发,在设定的浓缩比下蒸发完成实验,数据如图1~图4所示。
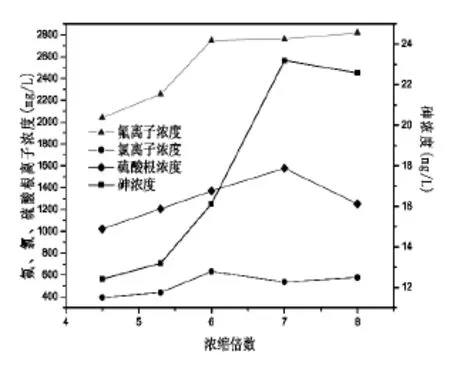
图1 冷凝液中氟、氯、硫酸根、砷的浓度
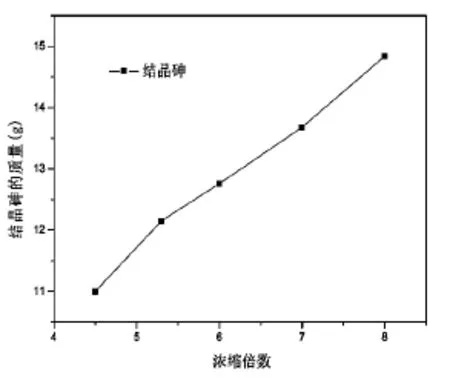
图2 浓缩液中氟、氯的浓度
图3 浓缩液结晶量
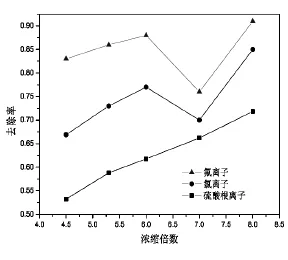
图4 氟、氯、砷的去除率
如图所知,冷凝液中,氟、氯浓度在浓缩比6~7倍之前不断升高,然后趋于平缓;硫酸根浓度先升高,超过7倍后下降;砷浓度先升高至7倍时达到最高,后略有下降。浓缩液中,氟氯浓度一直下降,但在6~7倍时下降的幅度最慢;As2O3结晶量随浓缩倍数一直升高。
原废水是含高浓度氟、氯、砷,以及铜、锌、铅、镉等多种金属的复杂溶液体系,可以简化看成H2SO4-HF-HCl-HAsO2体系。HF、HCl在溶液里分别发生以下电离反应[1]:
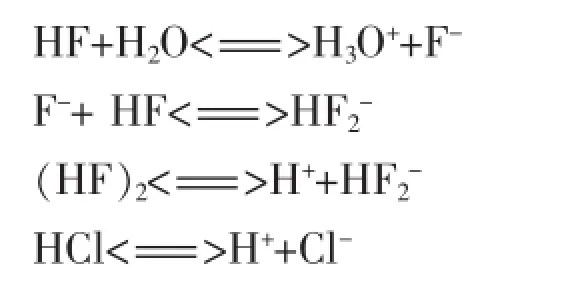
HF与HCl相比,电离产生的缔合分子(HF)2中的氢离子被两个氟离子吸引,氢离子要挣脱氟离子对它的引力而电离出来要比氯化氢困难,导致在溶液中(HF)2比HCl挥发性更为活泼。氢氟酸比盐酸的沸点略低,都在100℃~120℃,反应温度为130℃,完全超过了它们的沸点。以上两个原因造成氟、氯离子能够被蒸馏出来,且蒸馏出来的氟离子的浓度比氯离子更高。
在氢氟酸、盐酸浓度较低时,水的饱和蒸气压远远大于HF、HCl[2]。随着蒸馏的不断进行,HF、HCl饱和蒸气压急剧升高,气相中HF、HCl所占的比例不断增大,冷凝液中F-、Cl-浓度不断上升,浓缩液中浓度不断下降。另一方面,铜、锌、铅、镉等金属在130℃下的蒸气压太低而不能挥发出来,HF、HCl挥发度将达到最大。随着溶液不断被浓缩,金属离子所占的比例不断增加,与化学性质活泼的卤素离子F-、Cl-发生配位反应,形成[FeF6]3-、CuCl2、PbCl2等牢固的配合物。蒸馏后期,溶液中可供挥发的HF、HCl量越来越少,造成冷凝液中F-、Cl-浓度趋于稳定;另外,HF、HCl饱和蒸气压仍大于H2O,气相中HF、HCl所占的比例大于水,造成浓缩液F-、Cl-浓度不断下降的现象。
H2SO4在常温下挥发度很低,但气相的H2SO4在经加热到硫酸水溶液沸点时能够形成,在液面上分解为SO3蒸汽与水蒸气。液面上的平衡蒸气压(Pa)可以按下式[3]计算:

据资料[4]查得,130℃温度能够加热50%~60%浓度的硫酸沸腾,沸腾后在液面上形成气相H2O与H2SO4,气相的H2SO4分解为SO3蒸汽与水蒸气,两者在空气中又能够化合成硫酸雾滴,从而在冷凝液中收集。由上式可知,温度一定,KP是常数。随着蒸馏进行,硫酸不断被浓缩,P(H2SO4)增大、P(H2O)减小,P(SO3)增大。由于气相中SO3得不到更多的H2O凝结成硫酸雾滴,在蒸馏后期SO42-在冷凝液中的浓度有所下降。
As在化合物中一般呈+3、+5价,在强酸性溶液中以HAsO2、H3AsO4形态存在[5]。与H2SO4情形类似,在蒸馏过程中温度达到HAsO2、H3AsO4沸点,在液面上形成气相的HAsO2、H3AsO4夹杂在水蒸气中,收集于冷凝液中。另一方面,浓缩液中HAsO2、H3AsO4在加热过程中存在以下反应:
由文献[6]查得,随着[H+]增加且c[H+]<3 mol/L,HAsO2在溶解的三价砷中所占的比率达95%以上。HAsO2易受热分解,即当H2SO4浓度未到850~950 g/L范围时,随着硫酸浓度的不断增大,As2O3的溶解度急剧下降,析出的As2O3结晶量随浓缩比增加而不断增多。
2.2 不同温度对氟、氯、硫酸根、砷走向分布的影响
控制浓缩比在6~7倍,取1000 mL预处理后的原水样,考察120℃~140℃范围内不同温度下氟、氯、硫酸根、砷走向分布,结果如图5、6、7、8所示。由图6~图8可知,在120℃~140℃,冷凝液中氟、氯、硫酸根、砷浓度先随着温度升高而升高,最终趋于稳定;浓缩液中,氟、氯、硫酸根浓度在120℃~130℃范围内随着温度升高而下降,在130℃~140℃浓度随着温度升高而上升。As2O3结晶在120℃~140℃范围内先增加后趋于稳定。由图9可知,氟、氯、砷去除率略有升高,但维持在一定的范围内。
多组分溶液蒸馏分离的依据是各组分在纯状态时的蒸气压,克劳修斯方程式(1)表明各组分蒸气压Pi在不同的温度下有不同的蒸气值。

由(1)式可知:温度越高,各物质Pi蒸气压越高,越容易挥发出来。所以在越高的温度下蒸馏到固定浓缩比,冷凝液中氟、氯、硫酸根、砷浓度也越高。
初始温度升到120℃~140℃,各物质相应蒸气压Pi顺序为H2O>HF>HCl>H2SO4>H3AsO4、HAsO2。随着蒸馏进行溶液不断浓缩,H2O在溶液中所占的比例XB下降的很快,拉乌尔方程式(2)表明P(H2O)下降得比其它组分快,各物质蒸气压Pi顺序变为HF>HCl>H2O>H2SO4>H3AsO4、HAsO2,所以在120℃~130℃浓缩液中氟、氯浓度急剧下降。温度越高,H2O蒸发得越快导致金属离子不断浓缩,与氟、氯离子更快地结合成牢固的配位物,液相中汽化的HF、HCl相对减少。据亨利方程式(3)可知,气相中HF、HCl也成比例地减少。所以135℃~140℃冷凝液中氟、氯浓度趋于稳定,SO42-、As浓度不断上升;浓缩液中氟、氯浓度上升。
最终浓缩倍数固定,浓缩液中As元素总量是固定的。H3AsO4、HAsO2受热脱水分解为As2O3,温度越高,H3AsO4、HAsO2越能分解。浓缩比6~7时,H2SO4浓度未达到850~950 g/L范围As2O3随硫酸浓度的增加溶解度下降,析出更多的结晶。
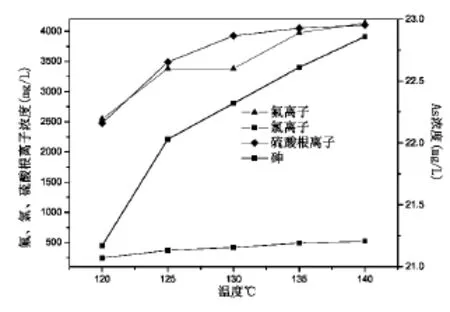
图5 冷凝液中氟、氯、硫酸根、砷的浓度
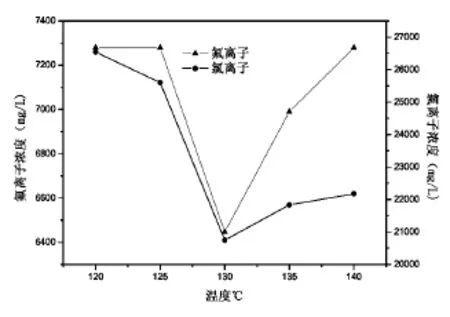
图6 浓缩液中氟、氯的浓度
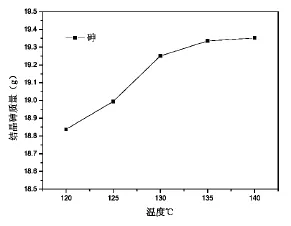
图7 浓缩液砷结晶量
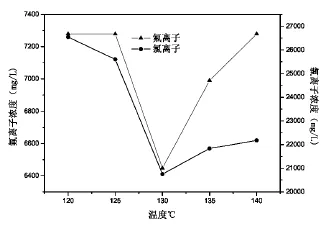
图8 氟、氯、砷的去除率
3 结论
通过对铜冶炼污酸的蒸发浓缩实验,得到以下3点结论:
a)蒸发温度在130℃、浓缩比6~7时砷、氟、氯的去除率最高,分别有62%、88%、77%,As2O3结晶量最高,有19.352 g。
b)经蒸馏浓缩收集的浓缩液具有回收铜、锌、铅、镉等有价金属的可行性。
c)As2O3结晶量及纯度可观,具有继续加工得到工业级产品白砷的可行性。
由以上实验结果可知,蒸馏浓缩法处理高浓度氟、氯、砷的铜冶炼污酸废水处理效率高,对铜、锌、铅、镉等有价金属回收效果好,具有广阔的运用前景。
4 展望
近年来,蒸馏浓缩法已广泛应用于处理高浓度有机废水、放射性废水以及垃圾填埋场渗滤液处理[10-13],但对处理高浓度氟、氯、砷的铜冶炼污酸这类废水鲜为报道。与传统的硫化沉淀-石灰中和方法相比,蒸馏浓缩法具有产生危险固废少、处理成本低、可回收有用物质等明显优势。资源化处理是今后处理废水发展的大方向,蒸馏浓缩实验不仅为开发污酸综合资源化工艺技术打下基础,而且能够提供资源回收为企业创造新的经济效益的可能性。如果处理该类废水的技术产业化试验成功与推广应用,必将引领有色冶炼行业污酸处理与综合利用技术的一次革命。当然,开发这些处理技术也面临着更大的挑战。仅仅通过该方法收集的冷凝液未达到工业回用水标准,收集的浓缩液仍需后续复杂工艺处理,As2O3结晶需进一步提纯。
[1]苏莎.硫酸废液中氟氯的去除[D].长沙:中南大学硕士论文,2012.
[2]Perry R H,Green D W.Perry's Chemical Engineers'Handbook[M].New York:McGraw-Hill,1997:2-76.
[3]汤桂华,赵增态,郑冲.硫酸[M].第1版.北京:化学工业出版社,1999:.
[4]申殿邦,边瑞民,赵庆彬,等.有色冶炼烟气制酸所产污酸处理技术的研究[J].中国有色金属学会;2012,6:1-4.
[5]杨天足.高砷金矿提取金、砷新工艺和基础理论研究[D].长沙:中南工业大学博士论文,1990.
[6]陈维平.清洁生产方法制备砷新工艺及其基础理论研究[D].长沙:湖南大学博士论文,2000.
[7]黎伟文.铅锌硫化矿中锗的回收利用[D].长沙:中南大学硕士论文,2004.
[8]王正烈,周亚平.物理化学[M].第4版.北京:高等教育出版社,2006.
[9]南化集团公司研究院.三氧化二砷在硫酸水溶液中的溶解度[J].硫酸工业,1976(05):33.
[10]丁忠浩.有机废水处理技术及应用[M].第4版.北京:化学工业出版社,2002.
[11]岳东北,许玉东,诸毅,等.蒸发过程早期渗滤液中有机酸挥发规律研究[J].环境科学,2007,28(4):897-901.
[12]Yue D,Xu Y,Mahar R B,et al.Laboratory-scale experiments applied to the design of a two-stage submerged combustion evaporation system[J].Waste Management,2007, 27(5):704-710.
[13]程治良,全学军,陈波,等.生活垃圾焚烧发电厂渗滤液蒸发浓缩处理[J].环境工程学报,2012,6(10):3646-3650.
Study on Treatment of Smelting Contaminated Acid by Evaporation Condensing Process
Chen Hua-sheng,Xia Guang-hua,Liu Xiao-lai
(1.Taizhou City Pollution Control Engineering Technology Center,Taizhou,Zhejiang 318000,China; 2.College of Environmental and Engineering,Tongji University,Shanghai,200092,China)
Copper smelting gas producing sulfuric acid process produces contaminated acid which contains high concentration of fluorine,chlorine,arsenic and copper,zinc,lead,cadmium and other metals.The sulfide precipitation and lime neutralization methods have been used at present.Those methods have some deficiencies as which produces a lot of hazardous and unwieldy solid wastes,spends huge process cost,reuse difficultly the water after treatment.In this paper,according to characteristics of this kind of smelting contaminated acid,studied evaporation condensing process and the feasibility of recycling arsenic,sulfuric acid and valuable metals.Under the condition of atmospheric heating evaporation,this study explored the distribution characteristics of fluorine,chlorine,sulfate radical,arsenic in condensate and in concentrate and the crystallization removal rates of arsenic trioxide in concentrate at different temperatures and different enrichment ratios.The results show arsenic,fluorine and chloride have good removal rates from contaminated acid by evaporation condensing process.Temperature at 130℃,enrichment ratio in 6~7,the removal rate of arsenic,fluorine and chlorine reached 62%,88%,77%.The results also show evaporation condensing process has good application prospects to treat smelting contaminated acid.
evaporation condensing process;smelting contaminated acid;fluorine;chlorine;arsenic
1006-4184(2015)8-0044-05
2015-07-15
陈华盛(1982-),男,浙江临海人,工程师,工程硕士,从事环境影响评价与污染治理。E-mail:chs1024@126.com。
猜你喜欢
中草药(2022年19期)2022-10-14
黑龙江水利科技(2022年9期)2022-10-13
中国药学药品知识仓库(2022年10期)2022-05-29
油气田地面工程(2022年2期)2022-03-01
四川化工(2021年6期)2022-01-12
世界有色金属(2021年6期)2021-06-14
首都食品与医药(2020年24期)2020-12-22
环境卫生工程(2020年3期)2020-07-27
山西教育·招考(2020年3期)2020-05-14
中国资源综合利用(2019年6期)2019-01-21
