X 射线焊缝图像缺陷的特征提取及动态检测
2015-11-28 03:01刘艳华
山西电子技术 2015年3期
刘艳华
(山西工程职业技术学院,山西 太原 030009)
在X 射线照相检测图像中,焊缝只占据了整幅图像的少部分区域,而焊接缺陷又仅存在焊缝内的局部区域中[1]。如何正确进行焊缝缺陷的特征提取是很重要的一环,提取的特征要尽量反映各类缺陷原本的特征[2]。目前,焊缝图像缺陷特征主要包括几何形状、灰度特征、结构信息、颜色信息等。本文主要研究缺陷的几何特征的测量以及灰度分布情况。
1 系统构成及图像采集
X 射线成像广泛应用于医学成像和工业无损检测中,其检测原理是利用X 射线对物体的穿透能力及其在物体的过程中,不同密度的材料和不同物体结构对X 射线衰减程度的差异穿透,使物体的内部结构形态在照相底片、荧光屏或射线光电器件上形成影像[3]。本文采用的是图像增强器射线实时成像检测系统,主要包括射线源、被检工件、图像增强器、高分辨率CCD 相机、图像处理和显示系统。如图1 所示。

图1 图像增强器射线实时成橡检测系统
其工作原理为从X 射线源发出的X 射线穿过工件之后,通过图像增强器增强,形成一幅含有工件内部状态信息的X 射线图像,再通过CCD 相机将可见光图像转变成视频信号,经过视频电缆将该视频信号传输到控制室内的计算机上的图像采集卡上,再经过A/D 转换为数字信号后由计算机内的图像处理软件进行图像的采集、存储、处理以及实时显示。图2 为通过该系统采集到的一幅锅炉焊管焊缝的原始图像。

图2 焊缝缺陷的原始图像
2 图像预处理
X 射线检测轮毂缺陷图像具有灰度区间比较窄、缺陷边缘模糊、图像噪声多、缺陷特征有时被淹没等特点[4,5],这些不利因素影响了根据射线图像对被检测工件进行分析和评价的效果,为研究轮毂图像,正确抽取缺陷特征,用计算机对检测图像进行预处理是非常必需的,其主要目的是减少噪声和提高对比度。首先应该对图像进行降噪处理,消除原始图像中的噪声;然后对图像进行增强,增强图像的对比度,能够更好的区分缺陷图像。
在此主要采用中值滤波法进行降噪处理,该方法对图像中的噪声有很好的抑制作用,同时还能很好地保持图像中的细节信息,防止边缘模糊。随后采用同态滤波法对图像进行增强,在对数域中对图像进行滤波,在压缩图像整体灰度范围的同时扩张用户所感兴趣的灰度范围,能够很好的满足我们的需要。图3 是经过预处理后的图像。
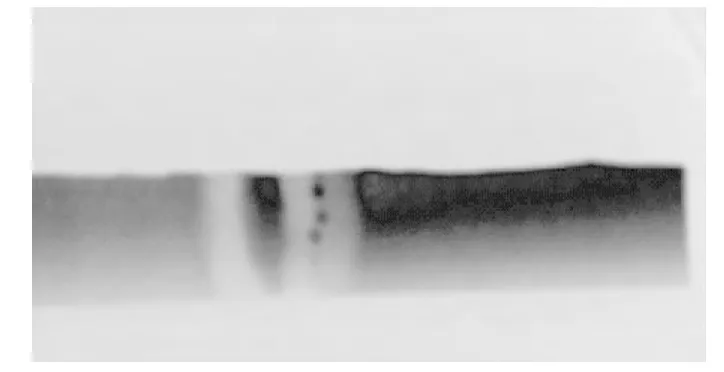
图3 预处理后的图像
3 图像缺陷区域的提取
经过图像的预处理,图像质量有所改善,但缺陷目标和背景仍很难正确区分,如何正确提取和分割缺陷信息成为自动识别检测技术中的一大难题。本文根据焊缝图像的特点,采用了基于减影技术的缺陷提取技术。在图像处理系统中,减影技术就是对同一景物前后所拍的图像由A/D 转换器转换成数字信号,然后分别存在两个存储器内[6]。这两个信号由计算机进行减法处理,经放大、对比增强等处理后再由D/A 转换器变换成模拟信号,将消去无关信息的图像显示出来。
经过上述对图像进行的减影处理,使图像在计算机内的存储更加精炼简便。但是由于在计算时缺陷边缘的大面积白色区域是计算时所不需要的,所以为了进一步在进行特征计算和分类时减少运算量,只需要提取焊缝缺陷区域即可。因此我们需要在目标图像中将边界区域去掉,只保留缺陷图像,然后再对缺陷图像进行降噪处理,就得到了完整的缺陷图像。如图4 所示。

图4 减影处理后的缺陷图像
4 缺陷的特征测量及系统显示
缺陷的几何特征尽管比较直观和简单,但在许多图像分析中起着十分重要的作用。在提取缺陷的几何特征前,常对缺陷进行分割和二值化处理等处理,获得只有0,1 值的黑白图像。这样就能比较容易的得到缺陷的轮廓信息,以便下一步的测量。
缺陷特征区域的一些非几何特征很多时候对于决策也有重要帮助。此系统中,主要考虑的非几何特征包括:灰度最大值、最小值、均值及光标所在位置的坐标。
灰度的最大值和最小值都可以通过区域内灰度值进行比较获得,而均值则需要对灰度值进行加权计算获得。对于光标所在位置的坐标,当定义好窗口后,通过定义的CPoint类来获得当前点坐标。
本文设计的系统特征测量参数显示在状态栏的窗格中,在从功能函数到窗格的显示中,应需要注意函数返回值类型到Cstring 类型的强制转换。另外,还需要在功能函数中,加入定时器OnTimer,实现窗口不断的动态刷新,获得实时数据[5]。
系统特征测量效果如图5 所示,对中间一个椭圆测量的参数在状态栏窗格中从左到右依次为:面积,区域像素最小值、均值、最大值、周长和当前点坐标、当前时间。
另外,系统还能实现对射线图像进行行扫描和列扫描,观察灰度图像每行或列的灰度分布范围,这对于动态检测背景反射度均匀,但如果有缺陷就会有很大灰度变化的物体,如平面玻璃、光滑木板、钢板的缺陷实时检测有很大用途。对一块具有缺陷的木板进行实时检测,运用行扫描的方法发现缺陷的系统效果如图6 所示。
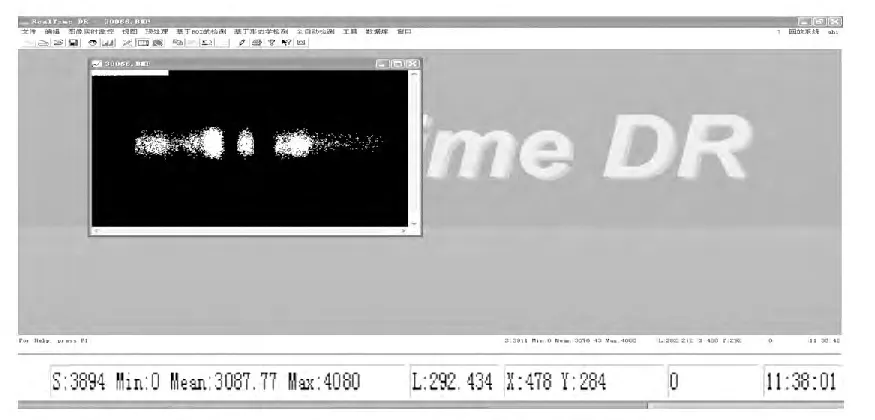
图5 特征测量参数实时显示效果
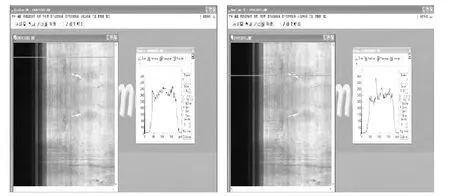
图6 木板缺陷检测效果图
对于反射度比较均匀的木板实时成像,图像的灰度值大多聚集在某一范围内,当具有缺陷时,就会超出此范围。在图6 中,一般情况下此木板的最大灰度坐标在2 800 以下,但扫描到缺陷部分时,有部分灰度坐标跳动到了3 200 以上,远远超过了一般水平,所以可以判断此处具有缺陷,这就为自动检测提供了判定。
5 结束语
本文首先进行了缺陷图像的提取,然后在缺陷特征测量显示系统中能够很好的将图的面积、周长、灰度最大值、最小值、中值、当前点坐标等实时地显示。另外还实现了对某些图像缺陷的动态检测,为缺陷的分类识别提供了依据,对工业生产领域各种缺陷的分类和识别有着重要的作用。
[1]孙正.基于图像的焊接缺陷提取与识别方法研究[D].中国矿业大学,2010.
[2]刘福顺,汤明.无损检测基础[M].北京:北京航空航天大学出版社,2002:4-6.
[3]杨静.基于X 射线图像的焊缝缺陷检测与识别技术[D].太原:中北大学,2008.
[4]Kehoe A,Parker GA.Image Processing for Industrial Radiographic Inspection:Image Enhancement[J].British Journal of NDT,1990,32(3):183-190.
[5]Guylaine Daillant etc al.Defects in a weld:a complete Radiographic Processing Line[J].IEEE,1996:719-724.
[6]Puentes J,Roux C,Garreau,Metcal.Dynamic Feature Extraction of Coronary Artery Motion Using DSA Image Sequences[J].Medical Imaging,IEEE Transactions on,1998,17(6):857-871.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
中学生数理化·七年级数学人教版(2019年12期)2019-05-21
制导与引信(2017年3期)2017-11-02
中成药(2017年3期)2017-05-17
自动化学报(2017年5期)2017-05-14
光学精密工程(2016年1期)2016-11-07
中国塑料(2016年9期)2016-06-13
工业设计(2016年11期)2016-04-16
环境科技(2015年6期)2015-11-08