
螺纹套筒在劲性钢梁(柱)节点处的施工
2015-11-26 07:44王海欧南京宇翔建设发展有限公司江苏南京210000
安徽建筑 2015年4期
王海欧 (南京宇翔建设发展有限公司,江苏 南京 210000)
0 前 言
高层建筑利用转换层进行结构转换已相当普遍,在以往钢筋混凝土结构中,转换层的施工属于成熟技术。为了有效地减小大跨度梁的梁高,满足内部的高大空间及结构的转换,设计越来越多采用型钢梁劲性混凝土组合结构转换,因转换型钢梁(柱)范围内上下柱主筋在钢梁宽度范围内柱筋无法锚入框支梁内,采用直螺纹套筒进行型钢梁(柱)与普通钢筋连接是新的突破,施工方法需要进一步总结和推进。
1 工程概况
某住房主体1标段总建筑面积25万m2,由1~8#楼组成,其中在1#、8#楼A、B塔楼之间连接体C组成,其余为独立塔楼、板楼。连接体C首层、二层为架空花园,三层以上为住宅部分。在连接体C三层转换层应用劲性型钢梁转换的结构形式,并应用了直螺纹套筒在劲性钢梁节点中的转换。转换型钢梁、柱与框支柱主筋的以及上部框架柱主筋在钢梁(柱)范围内有效连接将对整个结构的抗震要求有较大的影响。设计要求采用直螺纹套与型钢梁(柱)焊接,并在有直螺纹套筒的位置增加加劲板与上下翼缘顶紧焊接,柱主筋套筒连接,此方法法避免了柱主筋范围内钢梁翼缘开孔上锚或下锚对钢梁翼缘板的影响。连接体C结构平面图如图1、图2所示。

图1 3层型钢梁、钢柱布置图
2 直螺纹套筒连接劲性钢梁施工
2.1 工艺要点分析
①对型钢梁(柱)尺寸的精确控制、上下主筋位套筒轴线位置的精确控制,以及套筒下部连接钢筋长度的精确控制将是转换是否成功的关键。
②直螺纹套筒在型钢梁上部套筒在加工厂焊接,而下部套筒只能在现场焊接,在焊接套筒的部位将用加劲板与上下翼缘顶紧焊接。型钢梁下部直螺纹套筒的焊接将是节点转换中的难点和要点。
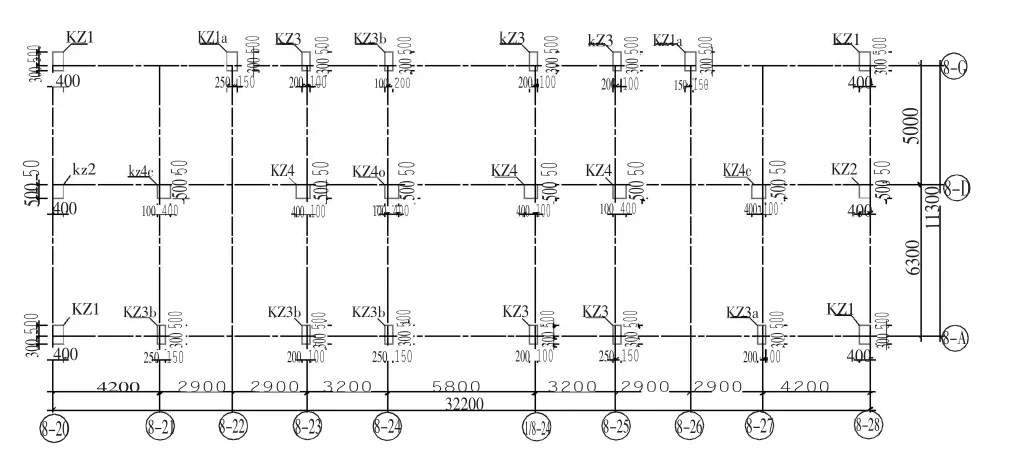
图2 4层以上柱平面定位图
2.2 工艺流程
型钢梁(柱)的工厂加工→型钢梁(柱)上部焊接直螺纹套筒→钢构件运至现场→型钢梁(柱)的安装→型钢梁下部直螺纹套筒焊接→型钢梁与下部框支柱钢筋连接→劲性型钢梁(柱)、框支柱钢筋绑扎、模板加固→型钢梁(柱)上部钢筋连接→浇筑混凝土。
2.3 施工的要点控制
2.3.1 型钢梁制作施工
型钢梁(柱)的加工。钢结构由专业钢结构生产厂家在工厂进行分段加工制作,原材料经现场抽样送检合格后使用,并对加工过程严格控制,对焊缝质量进行100%探伤检测。型钢梁(柱)上部直螺纹套筒在工厂进行焊接,钢梁(柱)在工厂加工完成后运至施工现场,并按顺序摆放到位(如图3)。
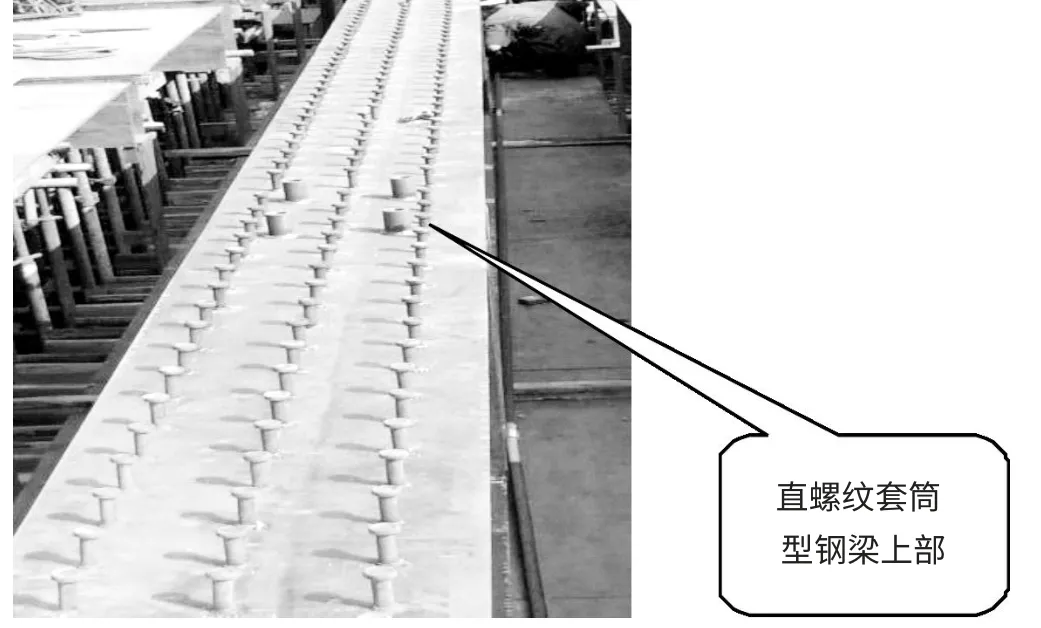
图3 型钢梁上部焊接直螺纹套筒
2.3.2 柱、梁安装
框支柱分两段施工,将端部有钢柱的框支柱施工至设计钢柱底标高,中间框支柱的第一施工标高为梁下非加密区范围再加35d以下,并浇灌混凝土,以保证钢柱、高支模支撑的稳定性。本工程钢结构形式简单,每个钢柱单件3.4m,约1.8t重,利用塔吊可以吊装,吊装后对柱轴线、标高、垂直度和钢柱间尺寸进行复核,无误后方可进行钢梁的安装。
钢梁安装分3段进行安装,安装前将型钢梁范围内框支梁底筋先布到位。根据钢梁最大截面尺寸H900×500×32×38,每延长米约505.289kg/m。钢梁长度约10.1m,钢梁重量约5.8t。由于钢梁重量现场塔吊不能进行吊装工作,采用K25t汽车吊进行吊装就位,本着先两端后中间的原则进行吊装。
型钢梁的现场拼装焊接。型钢梁吊装就位调整后进行现场焊接,该型钢梁焊缝坡口形式为单坡,焊接板厚为38mm和25mm,母材采用Q345钢。焊接形式为等全熔透对接焊,焊缝等级Ⅱ级,采用E5016型焊条(如图4)。型钢梁下套筒焊接。在型钢梁下部翼缘进行框支柱连接钢筋位置精确测量,由专业焊工将直螺纹套筒与型钢梁翼缘有效焊接。
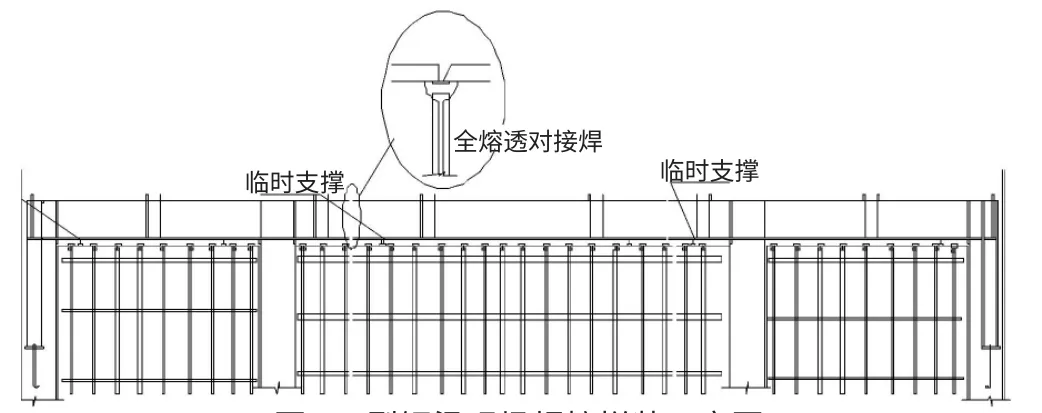
图4 型钢梁现场焊接拼装示意图
2.3.3 型钢梁连接钢筋与下部框支框钢筋连接
由于梁下套筒需在与下部钢筋连接完毕才可与钢梁焊接,无法在加工厂焊接,需在现场焊接,而焊接需在钢梁安装后、与柱主筋连接后进行焊接。因框支柱截相对较大,而型钢梁所占位置相对较小,焊工焊接套筒内侧时可将柱箍筋降低,保证焊工站在柱内梁下焊接套筒时操作空间,确保焊接质量。型钢梁下套筒连接的钢筋长度是决定框支柱在梁宽范围内柱主筋与型钢连接的关键,需每根钢筋一一现场量尺寸,并调整柱主筋的间距,以保证与梁下套筒的有效连接,也保证套筒与型钢梁的焊接牢固。
对端部框支柱内有型钢柱时,采用钢筋搭(焊)接法。由于端部框支柱内有型钢柱,焊接人员无法在柱内进行型梁下套筒的焊接,在征求设计院同意后,采用了先将梁下套筒与型钢梁焊接,在吊装钢梁时将套筒连接钢筋与柱主筋按搭接的方式下锚,其搭接下锚长度为38d×1.6,绑扎后并加焊三处5d(当型钢梁下套筒却无法后焊时也可采用此方法)。
钢梁安装就位后,利用千斤顶、手拉葫芦等工具进行拼装、矫正并固定。调整、校正钢梁高度及平面位置后,将钢梁接头进行现场焊接。现场焊接后,对焊缝进行100%探伤合格后,将框支梁钢筋绑扎到位。在此过程中通知监理、甲方、设计院以及质检站各部门进行验收。在框支梁主筋完全固定后,在梁上精确放出上部框架柱位置线,并复核型钢梁上部套筒位置,确认无误后进行上部框架柱插筋的施工。
3 结 语
对型钢梁尺寸的精确控制:型钢梁尺寸的控制确保钢梁与钢梁端头型钢柱的有效焊接,保证型钢梁上下部柱主筋套筒位置的准确。在钢柱吊装后进行对轴线、标高、柱间距离校正控制,上下主筋位套筒轴线位置的精确控制,确保上下部柱位置的准确。精确型梁下套筒下部连接钢筋长度,并对型钢梁下直螺纹套筒的焊接按一、二级焊缝质量严格检查控制。
由于施工前对施工中可能出现的难点一一提前,认真分析归纳、制定相应的方案,施工过程非常顺利,施工质量与过程控制达到预期的目标。
[1]蒲亨波.劲性混凝土框架施工技术探讨[J].建材与装饰,2014(10).
[2]唐小辉,施从伟.型钢混凝土转换梁的设计与计算[J].建筑结构,2009(S2).
[3]李向东,邢国荣,安恺.劲性钢筋混凝土梁柱节点施工技术[J].建筑技术,2012(11).
猜你喜欢
建材发展导向(2020年13期)2020-11-26
中华建设(2019年8期)2019-09-25
中华建设(2019年7期)2019-08-27
铁道建筑(2018年11期)2018-12-06
科学与财富(2017年35期)2018-01-29
能源(2017年7期)2018-01-19
安徽建筑(2016年4期)2016-11-10
海峡科学(2016年4期)2016-09-24
少儿科学周刊·儿童版(2015年7期)2015-11-24
中国领导科学(2015年11期)2015-07-01
