
国外某钢厂年产5万t螺纹钢轧钢工艺设计及分析
2015-11-25 02:58江艇
山西冶金 2015年6期
江艇
(北京中冶设备研究设计总院有限公司,北京 100029)
生产实践·应用技术
国外某钢厂年产5万t螺纹钢轧钢工艺设计及分析
江艇
(北京中冶设备研究设计总院有限公司,北京 100029)
在综合考虑设备投资、生产规模、工艺技术以及产品质量等因素的情况下,设计出一条采用半连轧轧制和切分轧制生产工艺的年产5万t螺纹钢的生产线。该生产线轧机负荷率高,厂房长度和面积、装机容量、设备总重都较小,可以节约投资额和生产成本。
螺纹钢 半连轧 切分轧制 工艺设计及分析
以碳素结构钢和低合金钢为主要钢种,新建一条年产5万t螺纹钢轧制生产线,在国内已经不符合当前市场需要和形势发展。为此,在以提高经济效益为中心,以技术可靠为前提,以提高产品质量、降低生产成本为目标,以优质、低耗和高效益生产为原则,为国外某钢厂设计一条年产5万t螺纹钢生产线,需要综合考虑各方面因素。
目前,国内各大钢厂生产棒线材由于其产量大、品种多,大多数采用全连续轧制和切分轧制生产工艺。这样既可实现高产量,同时也能生产多规格、多品种的棒线材。对于年产5万t螺纹钢生产线建设工程,若采用全连续轧制生产工艺,不但造成设备负荷率的极大降低(相同终轧速度,轧机负荷率不足20%,如表1所示),而且会造成由于增加轧线设备而增加生产成本,在项目投资上会造成较大的浪费。因此,综合考虑,可采用半连续式轧制和切分轧制生产工艺。
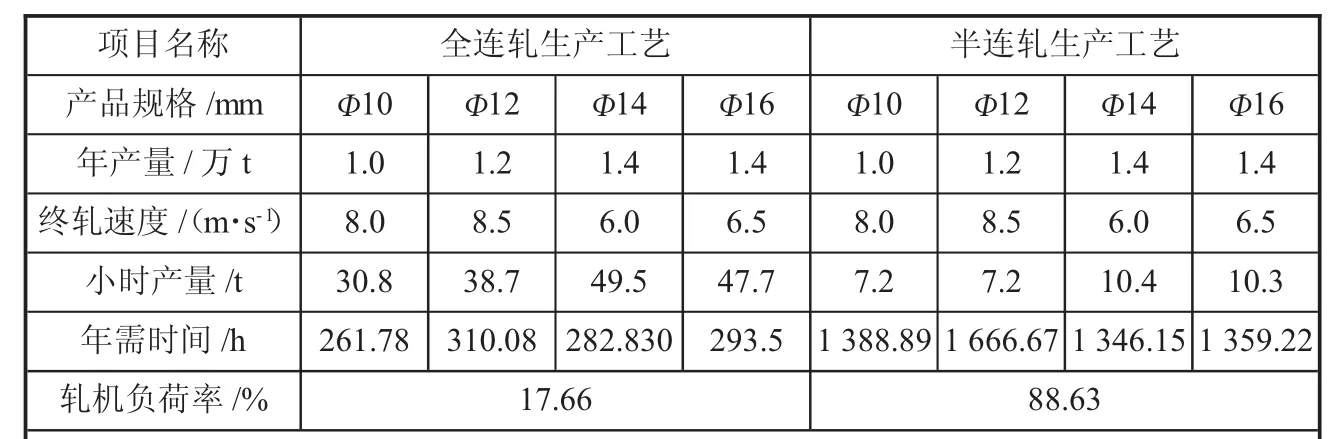
表1 全连轧与半连轧轧机负荷率比较
1 工艺设计
在满足生产能力的前提下,设计出一条技术可靠、保证产品质量、投资少的工艺方案对于投资者来说,能够取得良好的经济效益。根据投资者提供的当地钢铁企业产品资料,选用80 mm×80 mm×4 000 mm的合格连铸坯作为原料。通过加热炉加热、粗轧、热剪、精轧、穿水冷却、倍尺飞剪、冷床、定尺冷剪、检查、计数、收集、打捆、称重、标识等工艺过程,生产出Ф10~Ф16 mm的螺纹钢。
将断面为80 mm×80 mm的连铸方坯轧制成Ф10~Ф16 mm的螺纹钢,在工艺安全可靠、产能达到要求、设备投资少的要求下优先选用切分轧制生产工艺。由于精轧机组采用连轧轧制工艺,根据切分轧制孔型设计相关特点[1],精轧机组采用6道次全连轧轧制工艺。考虑到原料断面尺寸和长度以及生产规模,粗轧机轧制采用往复穿梭轧制,总轧制道次根据式(1)、(2)确定:

式中:μi、μ∑、μ分别代表第i道次延伸系数、总的延伸系数、平均延伸系数;F0、Fn分别表示坯料、成品断面面积;k=2、3、4,分别表示二切分、三切分、四切分轧制方式;n表示总的轧制道次。
根据式(1)、(2)以及坯料和成品规格,设计出如表2(见下页)所示的轧制生产工艺。

表2 轧制生产工艺
2 主轧线设备选择
根据上述工艺设计布局以及《小型型钢轧钢工艺设计规范》GB 50410—2007和相关设计经验,对于粗轧机,选用Ф400 mm的三辊轧机。在粗轧机前配置翻钢板,机后配置移钢机和升降台,实现往复穿梭轧制。其中,粗轧机第一道和第二道孔型设计为共轭孔型,以节约辊身长度。轧件经粗轧后进入精轧机组前,通过设置在精轧机前的热剪切除轧件头部,以实现良好的咬入条件。
精轧机组选用6架Ф300 mm平/立交替的短应力二辊轧机,机组间设置立活套,可实现无张力活套轧制。轧件出精轧机后进入穿水冷却装置。主轧线设备布置如图1所示。

图1 主轧线设备布置图
3 经济能耗分析
本工艺设计本着能够保证产品规模和质量的原则,要求工艺技术可靠、投资少,采用如表2所示的轧制工艺设计方案。如果采用全连续式轧制工艺,则需要相应增加轧线的轧机数量,将使厂房长度和面积增加,同时也会增加装机容量和设备总重,大大提高投资额,而且在日后的生产中,相比于半连轧轧制工艺来说,生产成本也会较高。
4 结论
1)在能满足生产能力和规模的前提下,半连轧生产工艺比全连轧生产工艺的轧机负荷率高。
2)全生产线采用半连续轧制和切分轧制工艺。粗轧采用三辊轧机往复穿梭轧制,粗轧第一、第二道次孔型为共轭孔型。
3)相比较全连轧,半连轧生产工艺厂房长度和面积、装机容量、设备总重都较全连轧工艺小,可以节约投资额和生产成本。
[1] 胡彬.型钢孔型设计[M].北京:冶金工业出版社,2010:164-183.
(编辑:胡玉香)
Process Design and Analysis of Thread Steel Rolling of A Foreign Steel Plant with Annual Capacity of 50 000 Tons
Jiang Ting
(Beijing Metallurgical Equipment Research Design Institute Co.,Ltd.,Beijing 100029)
An annual capacity of 50 000 tons thread steel production line by semi-continuous rolling rolling and slit rolling production process is designed under the consideration of equipment investment,production scale,process technology,and product quality.The load rate of the mill in this production line is high.The length and area of the plant,the installed capacity,gross weight of equipment are smaller,which can save investment and production cost.
thread steel,semi-continuous rolling,slit rolling,process design and analysis
10.16525/j.cnki.cn14-1167/tf.2015.06.21
TG335
A
1672-1152(2015)06-0060-02
2015-09-15
江艇(1988—),男,硕士,从事金属材料加工工艺研究、设计工作,助理工程师。E-mail:jiangting6981280@163.com
猜你喜欢
化工管理(2022年13期)2022-12-02
山东冶金(2022年4期)2022-09-14
山东冶金(2022年1期)2022-04-19
昆钢科技(2021年4期)2021-11-06
钢管(2020年5期)2020-12-22
中国化肥信息(2017年7期)2017-12-13
制造技术与机床(2017年3期)2017-06-23
中国房地产业(2016年24期)2016-02-16
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11
筑路机械与施工机械化(2014年10期)2014-03-01
