速度可调薄膜收卷机裁切装置的开发
2015-11-21 03:26孙昊
橡塑技术与装备 2015年16期
孙昊
(上海箴宇控制技术有限公司,上海 200949)
速度可调薄膜收卷机裁切装置的开发
孙昊
(上海箴宇控制技术有限公司,上海 200949)
本装置主要适用于全自动薄膜收卷机,在分析提高现有生产工艺要求基础上,研发了一种全新的速度可调式薄膜裁切装置,有效的避免了人工裁切带来的危险性,解决了厚膜、多层膜不能快速准确裁断的现象。实现了薄膜收卷机在满卷换卷时无需人工干预能够瞬间准确地划断薄膜,提高了整机工作效率和产品质量,降低了人工成本。
裁切装置;薄膜;收卷机;电缸;伺服电机;剪切
薄膜收卷机主要用于连接吹塑机、流延线或双拉线等薄膜生产线,把生产出来的薄膜整齐有序的缠绕成膜卷。目前薄膜产线都是高速连续运行,在线接膜换卷。前一卷薄膜收卷完成需及时快速裁断,裁断的薄膜接头黏接到新收卷纸芯上继续收卷,依次循环连续收卷。而裁切装置作为薄膜收卷机的关键部件之一,裁刀的安全性、快速有效性决定着整条薄膜产线的效率和质量。
1 目前薄膜收卷机在线裁切现状及开发速度可调裁切装置的意义
1.1 目前薄膜收卷机在线裁切问题现状
(1)手工裁切薄膜对工人操作技巧熟练程度要求较高,仅适用于产线速度较慢、幅宽较窄的工况。线速度较快或幅宽较大则工人动作无法协调同步,而且存在操作工人手臂容易被划伤、夹伤以及衣服被卷进机器的安全隐患。
(2)锯齿刀打断适合于厚度比较薄的单层薄膜以及收卷张力达1 000 N以上的复合纸等脆性材料。大棚膜、土工膜单层厚度达150 μm左右且最高可叠加8层,收卷张力普遍较小约100 N/m左右。单层薄膜越厚叠加的层数越多,薄膜本身强度和韧性也相应越大,裁切的难度也越高,锯齿刀很难打断。
(3)无杆气缸驱动切刀裁切,无杆气缸对空气质量要求比较高,需要用户配备专业空压站,如果空气杂质比较多的话,可能要定期保养或者换密封圈。无杆气缸又分磁偶式和机械接触式。磁偶式无杆气缸,因为它是内部高强磁铁连接外部磁块运动,高速运动的时候容易脱磁,负载质量比较大的时候一般选用机械式的较多,但机械式无杆气缸密封性能差,容易产生外漏。在使用三位阀时必须选用中压式;承载能力小,负载较大时必须增加导向机械,而且不能实现多点准确定位要求。
比较以上三种方式,手动裁切将来逐步淘汰,其他两种方式各有缺陷,都不能很好地解决同一条产线存在不同幅宽,不同厚度以及不同层数薄膜的在线裁切。
1.2 开发速度可调裁切装置的意义
在线裁切换卷处理不好会带来膜卷不能顺利换接、起皱等影响收卷质量的问题,严重的会导致薄膜无序缠绕积压带来大量浪费,直接影响后续薄膜的正常收卷,甚至大量薄膜杂乱的堆积在辊筒之间迫使主机停机。
2 速度可调薄膜裁切装置的结构原理
针对当前国内此领域的广阔市场前景。为了低成本,高效率的解决多层折叠膜不易裁断的问题,根据用户实际需求结合具体生产工艺,全新研发了一套结构简洁、实用、高效安全的薄膜在线裁切装置。
考虑到整机结构布局合理紧凑,需要对速度可调薄膜裁切装置的总体机构作分工合理的安排,主要包括:直线驱动打断刀系统、两侧板、两中心轴、两打断气缸、气缸底座等,如图1所示。
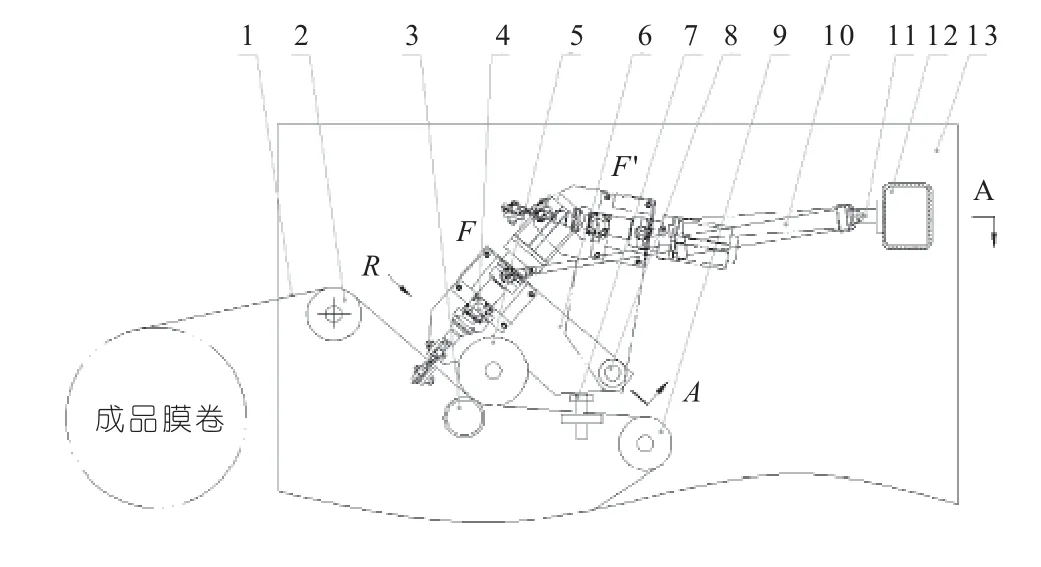
图1 速度可调薄膜裁切装置结构原理图
收卷机的主体结构由支撑梁和两墙板固定连接,直线驱动打断刀系统通过两中心轴和两打断气缸的气缸底座分别横向和竖向地与收卷机的主体结构连接,即两中心轴与主体结构的两墙板连接,两打断气缸与主体结构的支撑梁连接。打断气缸的一端设置耳环与气缸底座铰接,另一端设置活塞杆连接关节轴承,并通过销轴与两侧板连接;两侧板一端与直线驱动打断刀系统固定连接,另一端与两中心轴铰接。
为了合理利用空间,设置F是裁切装置工作位,F′是裁切装置非工作位,薄膜由导辊经压辊、卸卷导辊连接到卸料卷上。当系统正常收卷时,裁刀气缸处于回缩状态,直线驱动打断刀系统整体抬起处于F′位置;当收卷完成后成品膜卷翻转到收卷机外侧时,打断气缸无杆腔充气驱动直线驱动打断刀系统以两中心轴为中心旋转到F位置,F位置的定位基准是薄膜穿过上、下圆刀的相切点,由定位螺栓调整后锁定。剪刀组件由设定的程序控制电缸驱动,沿薄膜的横向一侧直线快速的飞到另一侧,完成薄膜的在线打断。
3 裁切装置主要部件的功能实现
3.1 直线驱动打断刀系统
直线驱动打断刀系统是速度可调薄膜裁切装置的关键部件,由剪刀组件、电缸组件、动梁等构成。电缸固定安装在动梁上,电缸设置有速度可调的驱动器和电缸滑块;电缸滑块通过驱动器沿电缸的缸体作直线运动;剪刀组件固定设置在电缸滑块上随滑块同步运动完成在线裁切。电缸的驱动器可实现运动速度调节和多点定位功能,以适应不同幅宽和不同收卷线速度的要求。
薄膜收卷机的幅宽通常会有很多不同规格,比较窄的有1 m,宽的达5 m甚至更宽。如图2所示,2纸芯是收卷中心,O点是裁切起始位,P点是裁切终止位,β是裁切角,W是主机幅宽,G是压辊到裁刀起始位距离,由压辊到裁刀的设计距离决定(以下简称起始距离),L是压辊到裁刀终点位距离(以下简称终止距离),L′是裁切纵向位移。设T是裁切过程所需时间,V是主机线速度,V′是裁切速度。在裁切过程中剪刀以β角为导向在O、P两点之间滑动,同时压辊将薄膜压紧在收卷纸芯上,边裁切边收卷,中间不得停顿。

图2 裁刀轨迹展开图
首先分析以上参数之间的关系,由图不难看出:
裁切纵向位移L′与主机线速度V成正比,即
L′=V×T;
裁切距离OP与裁切速度V′成正比,即OP=V×T;
裁切纵向位移L′裁切距离OP所需时间均为T。
由此推出:L′/V=OP/V′也就是
L′×V′=OP×V
裁切时间T和主机线速度V可以在HMI上设定,在T和V设定的前提下,L′和OP主要由V′决定。
设OP×V等于常数,则L′和V′成反比,V′越大L′越小,反之L′越大。
裁切角度:
β=arctan(L′/W) 或
β=arctan[(L-G)/W]
由上述公式可知L′越大,β角越大,反之L′越小,β角越小。而L′又由V′决定。
由以上分析可知,L′越小越有利在线裁切换卷,归纳控制方案分以下三种方式:
时间模式:在HMI上设置主机幅宽W和裁切时间T,裁切速度V′由程序运算控制;
速度模式:在HMI上设置裁切速度V′,裁切时间T由程序控制;
位移模式:在HMI上设置裁切纵向位移L′,也就是不论主机幅宽W和主机线速度V是多少,都由程序控制保证L′是恒定数值。
由于不同材质的薄膜幅宽和运行的主机线速度不同,主机线速度越快对直线驱动打断刀系统的响应速度要求越高,反之则要求越低。如裁切速度V′相对主机线速度V滞后很多则薄膜还未完全裁断就已经被卷到收卷轴上,导致薄膜撕扯和起皱。
直线驱动打断刀系统采用西门子S7—300系列PLC完成程序运算和运动控制功能,伺服驱动器驱动伺服电机作用于电缸组件完成裁切速度的控制,结构简单而紧凑。如图3所示。
电缸组件优势分析,电缸组件的柔韧性远远优越于无杆气缸,PLC和伺服驱动器可以对伺服电机的转速、定位和正反转都能够实现精确控制,在一定程度上,电缸组件可以根据需要随意进行运动;而气体的可压缩性和运动时带来的惯性,即使换向阀与磁性开关之间配合地再好也不能做到无杆气缸的准确定位。电缸的定位数量多可达几百个位置以上,且控制精度高可达±0.05 mm,完全能满足不同宽幅的薄膜需求。
3.2 剪切组件

图3 直线驱动打断刀系统电控图
从力学角度分析,上、下两个刀刃以大小相等方向相反垂直于轴线且作用线很近的两个力作用于薄膜上迫使薄膜剪切线左右两部分发生沿剪切线相对错动的变形,直到被剪断。因此设计剪切组件包括剪刀底座、剪刀销轴、垫片、卡簧、下圆刀、上圆刀、固定板、转架、刀轴、小圆螺母、轴承、刀座和压板;下圆刀和上圆刀紧密贴合设置,形成剪刀咬合状态,达到快速剪断薄膜的效果。经现场试验,剪刀组件可以顺利剪断最薄8 μm左右的薄膜,最厚150 μm叠加32层共计4.8 mm的薄膜,完全满足吹塑、流延或双拉等薄膜产线换卷裁断薄膜的要求。剪刀组件的转架沿剪刀销轴偏转能够改变剪刀组件相对薄膜的刃口位置。剪刀底座上设有限位杆以约束转架的极限转动范围。
4 结束语
新裁切装置结构简单,速度稳定可控,克服了手动裁切慢而危险,锯齿刀无法裁切多层膜以及无杆气缸高速易脱磁且密封性能差会产生外漏等缺陷。裁切范围广泛,即能裁切厚度较薄的单层膜,也能裁切较厚的多层膜,甚至是克重500 m2的多层复合纸等。操作方便可以设置裁切的β角由程序根据主机线速度快慢自动匹配裁切速度;也可以设置裁切所需的时间和薄膜的幅宽由程序自动控制裁切速度。整个工作过程无需人工干预,是薄膜收卷机实现全自动化的重要组成部分。
Development ofspeed adjustable cutting device of f lm windingmachine
Development ofspeed adjustable cutting device of f lm windingmachine
Sun Hao
(Shanghai Zhenyu Control Technology Co., Ltd., Baoshan 200949, Shanghai, China)
This device is mainly used for automatic film winding machine.On the basis of improving existing production process requirements, this paper introduces a new speed-adjustable f lm cutting device, which effectively avoids dangers of hand-cut, and solves the phenomenon that thick or multilayer f lms cannot be cutquickly and accurately. This device can draw off the filminstantly and accurately when the roll is full without manual intervention, improves overall eff ciency and product quality, and reduces labor costs.
cutting device; film; winding machine; electrical cylinder; servo motor; cutting;circular knife
TQ320.66
1009-797X (2015) 16-0076-04
A
10.13520/j.cnki.rpte.2015.16.024
孙昊(1978-),男,工程师,毕业于青岛科技大学机械设计及其自动化专业,主要从事高速分切机及吹塑流延装备的开发研究工作。
2015-05-15
猜你喜欢
科学技术创新(2021年12期)2021-05-20
文化产业(2019年6期)2019-09-11
重型机械(2019年2期)2019-04-28
考试周刊(2018年95期)2018-11-14
橡塑技术与装备(2018年10期)2018-05-18
山东工业技术(2018年5期)2018-03-10
西南农业学报(2018年1期)2018-02-28
进出口经理人(2017年10期)2017-09-22
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18