电解铝系列降低电解槽停槽压降的解析与实践
2015-11-20 01:54文胜毅
中国科技纵横 2015年16期
文胜毅
(遵义铝业股份有限公司,贵州遵义 563100)
电解铝系列降低电解槽停槽压降的解析与实践
文胜毅
(遵义铝业股份有限公司,贵州遵义 563100)
通过对电解铝系列电解槽停槽压降构成的分析,使用短接母线前后电阻理论计算对比,以及对停槽压降降低分析,找到主要原因是停槽后过电流的槽周母线路径过长,对过长的过电流槽周母线进行临时短接,实现降低系列停槽短路口压降的分摊,并最终实现企业电能空耗损失的降低。该方法大大的降低了企业的成本,提高了企业的利润空间,可以复制值得推广。
电解槽停槽压降 槽周母线临时短接 短接母线
随着铝价的持续低迷和南方电价的依旧处于高位,南方许多电解铝企业生存困难、举步维艰。为了企业能在未来的机会中保留一丝希望,在降低总产量减少亏损面的前提下保持整个电解铝生产线的经济运行显得尤为重要,而停掉槽龄过长、生产运行状况不好的电解槽的措施是大多企业采取的当然手段,而穿插停槽导致不易采取保留距离供电整流较近的区域电解槽进行生产,造成正常生产指标中停槽压降分摊值大幅增加,导致吨铝综合电耗的上升亏损增加。针对此情况采取了对停槽压降的构成进行分析,并通过采取缩短停槽后槽周母线通过电流路径实现了停槽短路口压降的大幅降低,实现了降低系列产量实现减亏而不至于大幅增加吨铝电耗的生产运行目标。
1 可行性分析
某企业240KA母线结构构成如图1所示。该电解槽为大面四端进电,为左右对称结构,总共有阴极炭块18块,阴极钢棒头共A、B面各18组,共36组,分别按A1、A2、……、A18,B1、B2、……、B18表示标示。立柱母线四根,按第1根、第2根、第3根和第4根标示。槽底穿槽母线左右对称各2根,共4根,弯折穿槽平衡母线各1根,共2根。

图1 某企业电解槽槽周母线配置图
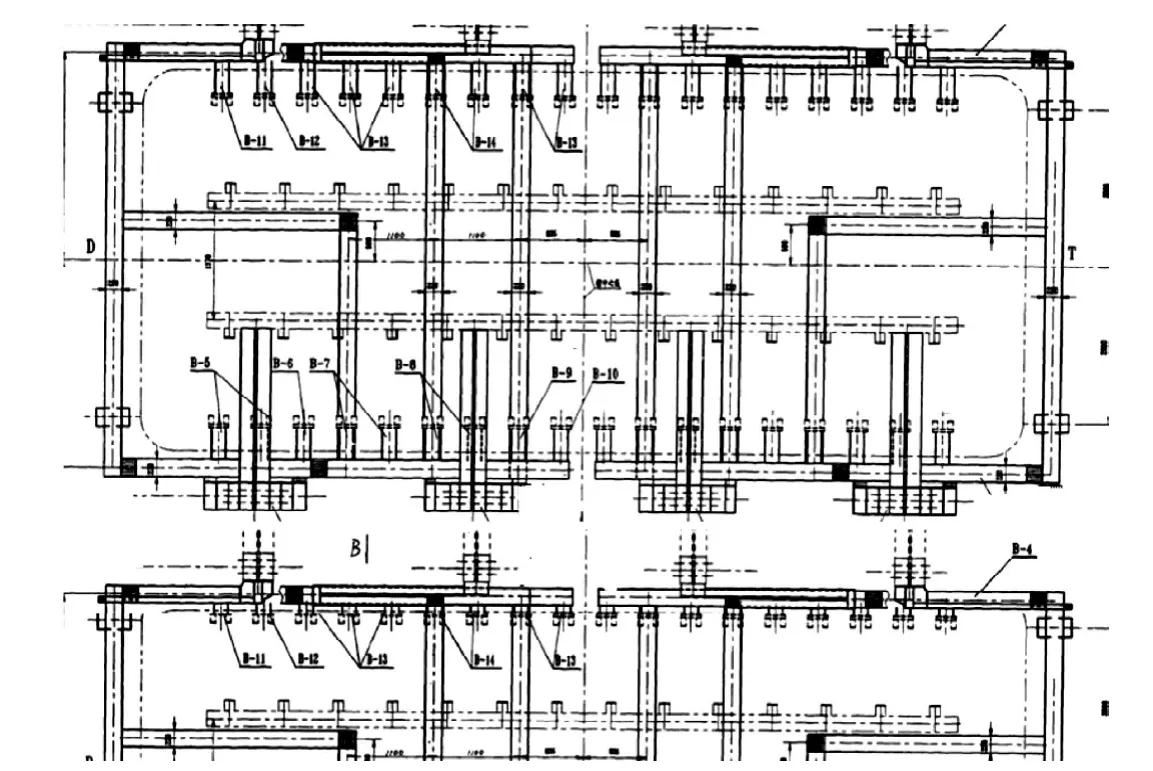
图2 电解槽短路口槽周母线布置图
1.1 电解槽正常运行时候电流路径
电解槽正常生产时候A1—A7接第1根立柱短路块经出铝端槽周母线、A8出来经过弯折穿槽母线至出铝端槽周母线与B1接到下台槽第一根立柱;A9经平行母线至第二根立柱母线左侧短路块和第1根直穿槽母线同时连接与第二根立柱右侧短路块接第2根穿槽母线同时连接至B2—B9汇合形成的B面槽周母线连下一台槽第二根立柱;另外第三、第四根与第二、第一根一致。
1.2 停槽状态下槽周母线及穿槽母线的带电情况
停槽状态下第4组、第15组下的穿槽弯折槽周母线无电流。
电解槽4根立柱母线如图3所示,正常运行时断路口与立柱之间插上绝缘材料进行断路,停槽时候短接在一起,此时立柱与断路块之间通过螺杆进行压接连接。
通过图2、图3可以看出槽周母线距离立柱母线路径较长,且短路口停槽软母线高度相对较高,可以从降低这部分电流路径着手,通过短接上一台电解槽槽周母线与停槽槽周母线可以大幅缩短电解槽停槽后的电流运行路径可以实现降低停槽电阻最终降低停槽压降的目的。
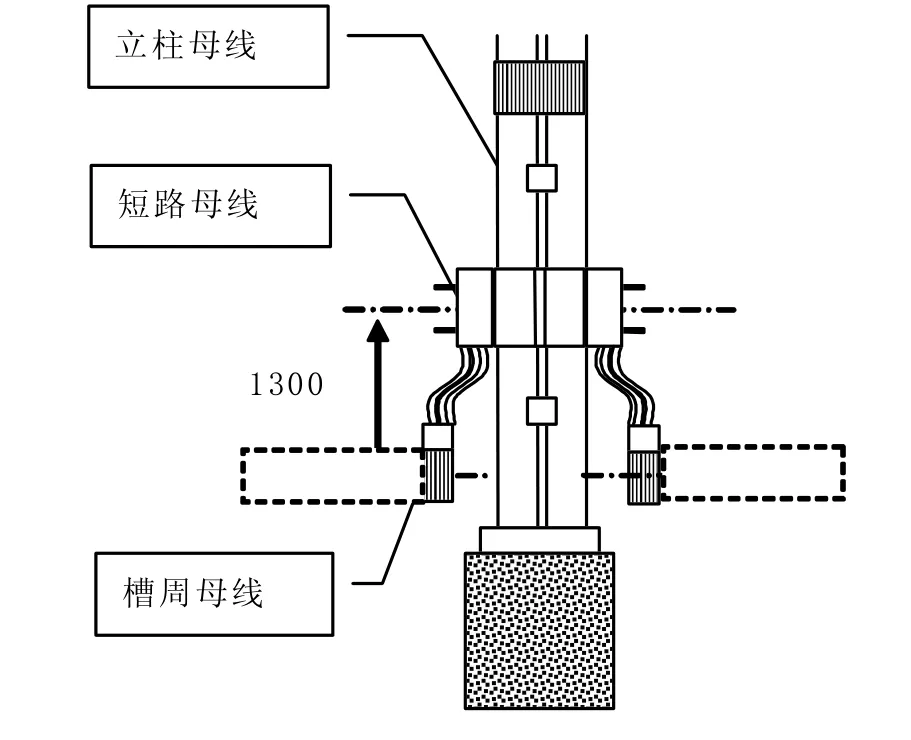
图3 电解槽立柱母线示意图
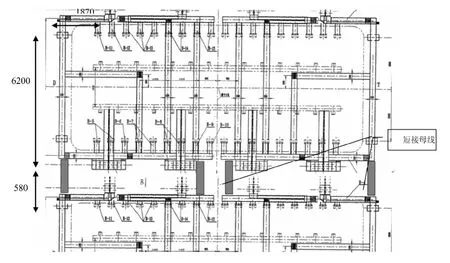
图4 电解槽短接母线短接位置示意图
2 使用短接母线后电阻理论计算对比
短接位置如图4所示,第1、4根和第2、3根在立柱旁电流运行路径最短处用宽×高为220mm×300mm的铝母线通过铝液浇注连接。
2.1 未使用短接母线时电解槽停槽电阻
第1根立柱:
电流从从立柱母线根部上经过短路口软连接母线绕槽周母线到下一台电解槽第1根立柱母线。

第2根立柱:
电流从从立柱母线根部上经过短路口软连接母线经过穿槽母线1和穿槽母线2到下一台电解槽第2根立柱母线。

第1、2根立柱电阻基本一致,因为第3根立柱与第2根一致,第4根立柱与第1跟基本一致,所以未使用短接母线时的停槽母线电阻R总-1为2.9×10-3Ω的四分之一,即R总-1=7.25×10-7Ω。
2.2 使用短接母线时电解槽停槽电阻
第1根立柱:
电流从短接母线直接连接母线绕槽周母线到下一台电解槽第1根立柱母线。

第2根立柱:
电流从短接母线经过穿槽母线1和穿槽母线2到下一台电解槽第2根立柱母线。


第1、4根立柱电阻基本一致, 第2、3根立柱电阻基本一致由并列电阻公式可得:

2.3 停槽压降降低分析
铝电解生产过程运行电流是个定值,当电阻减小后,短路口压降会相应降低。短路口压降降低数值ΔV可以由以下公式计算。

当电流按240KA运行时,可以算出能降低57.1mV的短路口压降。在实践中的完成值大于此数值,能够实现70mV左右的降低,主要原因是总共减少了8处铝铝接触压降和40处有色焊接连接点焊接压降。
3 节能及经济贡献
该电解铝企业当前240KA系列生产槽数178台,停槽38台,降低短路口降低的电耗可以用以下公式算出:
总降电耗=停槽数量×单槽降低电压×运行电流×停槽累计小时
通过使用该短接方式可以实现年度节约用电559.2万度,按照当前运行电价0.58元/度计,年度可降低电费支出324.4万元。
而需要的投入很小,就是在铸造车间用自产铝液铸造相应尺寸短接母线块安装并浇铸到电解槽槽周母线之间就行,且该短接母线可以循环往复使用。
4 结语
通过对电解槽母线配置的研究找到了一条简单可行的降低电解槽短路口压降的办法,该办法是可以复制和值得推广的,这为行业的发展和能耗的降低提出了切实可行的积极措施。
[1]邱竹贤.铝电解.北京[M]:冶金工业出版社,1985.5.
[2]《电接触理论及应用》.华中工学院,机械工业出版社,1985,10.
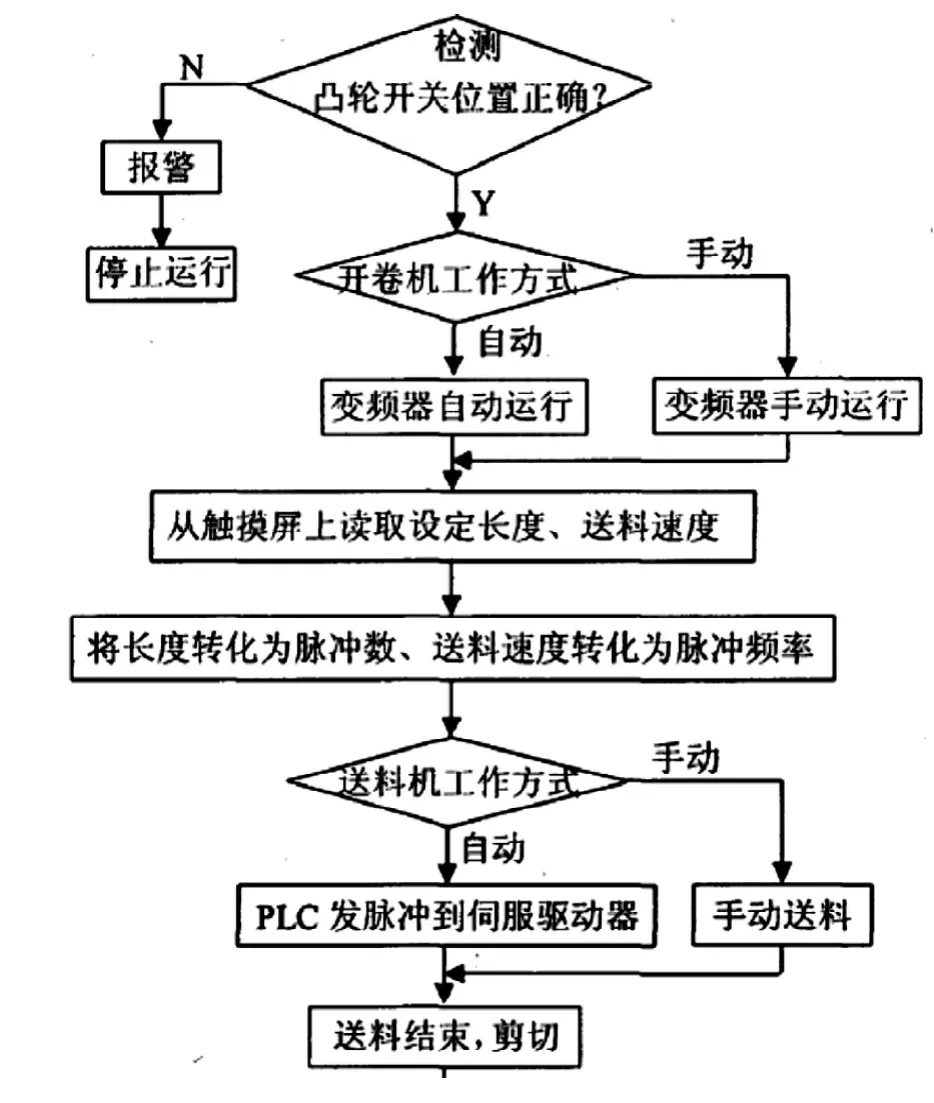
图4.1 PLC程序流程图
(4)紧急停止。当出现紧急情况时,一按下急停按钮,所有正在运行的设备全部停止。
(5)安全保护。在程序设计过程中,对关键环节设置多重防护,避免人身及设备事故的发生。
3.2 控制系统设计
控制系统主要由PLC、伺服驱动器/伺服电机、变频器、触摸屏、光电开关和电磁阀等硬件组成,结构如图3.1所示。
3.3 变频器
变频器线路如图3.2所示。
4 系统程序设计
PLC接收系统中各种按钮、开关及检测装置的输入信号,根据程序和预先设定的参数,控制电磁阀及继电器等执行机构动作,同时通过高速脉冲输出向伺服驱动器发出定量的脉冲数控制伺服电机的运转。PLC程序是整个控制系统设计的核心部分,其流程如图4. 1所示。
参考文献:
[1]王红异.全自动剪板机控制系统的研发设计.东南大学,2004.
[2]徐世许.可编程控制器原理.安徽:中国科学技术大学出版社,2000.
[3]韩星海.PROFIBUS-DP在横剪生产线控制系统上的应用.2004.
[4]毛跃辉.基于PLC控制的全自动剪板机系统设计.可编程控制器与工厂自动化.
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
铝加工(2022年3期)2022-11-24
选煤技术(2022年1期)2022-04-19
铝加工(2021年5期)2021-12-02
中国有色金属(2020年14期)2020-12-09
建筑热能通风空调(2018年5期)2018-07-09
江西建材(2018年1期)2018-04-04
有色金属设计(2014年4期)2014-03-11
中国氯碱(2014年12期)2014-02-28
河南科技(2014年16期)2014-02-27