含硼钢边裂缺陷成因研究
2015-11-05 03:37:30供稿杜洪志王亚芬DUHongzhiWANGYafen
金属世界 2015年5期
供稿|杜洪志,王亚芬 / DU Hong-zhi, WANG Ya-fen
SS400含硼钢的生产一般是在普通钢材中加入0.0008%~0.0030%的硼元素。虽然对强度影响并不大,但是通过现场生产数据发现加入硼元素后钢材却容易出现边裂缺陷,称为影响产品质量的主要问题。因此提高含硼钢的质量,减少边裂缺陷尤为重要[1-3]。
本钢薄板坯连铸连轧生产的含硼钢板,因为边裂缺陷,造成了热轧卷降级、报废,严重影响了生产。本文通过宏观分析,借助金相显微镜、扫描电镜(SEM)和能谱仪(EDS),测定含硼钢边部裂纹缺陷处的微观结构并对其进行定性分析,探查边裂缺陷产生的原因,进而探讨消除或减轻边裂缺陷的主要措施。

表1 含硼钢SS400的化学成分(质量分数)%
实验材料及方法
实验材料取自本钢薄板坯连铸连轧生产的含硼钢SS400,化学成分见表1,工艺流程为铁水预处理→转炉冶炼→炉外精炼(LF)→连铸→辊底式炉加热→粗轧→精轧→控制冷却→卷取→检验入库。
首先在现场观测热轧板及板坯上边部裂纹缺陷部位的宏观形貌,然后从热轧钢板上截取需要研究分析的缺陷部位,经砂纸研磨、抛光并用4%硝酸酒精腐蚀后,制备成金相样品。接着用光学显微镜观察其金相组织。然后经酒精超声波清洗并吹干后,用热场发射扫描电子显微镜(SEM)分别观察边裂缺陷部位与正常部位的表面形貌,并采用X射线能谱仪(EDS)做微观区域元素的定性和定量分析,并使用点扫描微观区域进行成分分析。
实验结果分析
缺陷的宏观分析
热轧带钢边裂缺陷是指钢板边缘沿长度方向的一侧或两侧出现破裂,其裂口处有氧化色或夹杂缺陷,严重者钢板边部全长呈锯齿[4],详见图1。其中图1(a)显示为本钢某批次生产的含硼钢SS400中比较严重边裂缺陷的实 物图,可见热轧板边部严重破边、有氧化色,而另一侧无边裂。同时在热轧板卷出现边裂缺陷的炉次中取铸坯试样,发现铸坯的边部存在明显的横裂纹,如图1(b)所示。红色方框内可见该铸坯垂直于长度方向有多条横裂纹,裂纹自边部向宽面延伸3~10 mm,向窄面延伸2~8 mm,裂纹首先在铸坯的棱边诱发,然后向铸坯内部扩展。
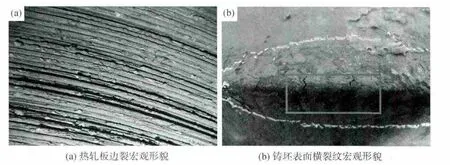
图1 含硼钢热轧板边裂及铸坯表面横裂纹的宏观形貌图
缺陷的 表面微观分析
在热轧钢板边裂缺陷处截取金相试样,用显微镜观察其金相组织,详见图2(a),即边裂样品腐蚀后的金相组织照片。试样表面至裂纹延伸至钢板内部的尖端处距离约为400 μm,基体组织为铁素体和珠光体 ,裂纹处组织脱碳明显。放大到500倍金相照片,如图2(b)所示,基体与裂纹结合处有宽度为5~30 μm的氧化物夹杂带。
为判断夹杂物的成分,将金相试样进一步放在扫描电镜下观察。在扫描电镜放大到200倍下的背散射电子像形貌,非常立体的展现了冷轧板基板和缺陷部位为两种不同的成分像,基体为深灰色,裂纹为黑色条状,详见图3(a)。采用X射线能谱仪对裂纹处进行点扫描,可以看出裂纹处黑色物质含有O和Fe等元素,详见图3(b),推断裂纹内主要为氧化铁碎块。
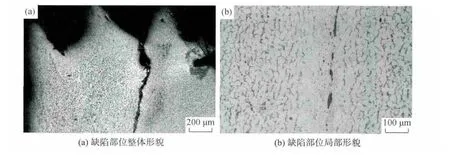
图2 热轧板边裂缺陷金相组织图
综上所述推断热轧板卷出现的该类边裂缺陷极大可能来源于连铸坯横裂纹。在加热过程中裂纹处氧化脱碳,氧化不严重的分支裂纹轧制过程中可以焊合。而主裂纹氧化严重,轧制过程中受氧化层阻隔而无法完全轧合,最终在边部形成裂纹。氧化物夹杂带很可能为铸坯 裂纹加热过程中氧化,轧制后形成了氧化物夹杂带分布在裂纹两侧。边部裂纹的形态与裂纹深度和钢板的变形程度相关。
减少含硼钢热轧板卷边部裂纹缺陷的关键就是要降低原料铸坯的横裂 纹,而影响原料铸坯横裂纹的因素有很多。首先是化学成分,含硼钢中的硼优先于铝元素而和氮元素在晶界沉淀生产BN,在γ晶界上颗粒间空隙十分细小的BN有效地锁住晶界,阻碍原生γ晶界滑脱引起晶粒间断裂,从而降低了钢的热塑性,故含硼微合金钢的第三脆性区间深而宽。然而边角部过冷连铸坯在经过连铸和热轧时,很容易处于这一温度范围,故而极易导致横裂纹的产生。其次除与钢的成分有关外,还与板坯进加热炉温度低、边角降温大及工况条件密切相关[5-7]。
根据含硼钢边部裂纹缺陷的成因分析,及本钢炼钢厂生产实际工艺的大量实践,采取以下措施以消除或降低边部裂纹缺陷的产生。通过大量工业生产试验,铸坯边部裂纹有较大改善,热板边裂缺陷率显著降低。其改进工艺措施如下:
1) 控制N含量,将硼铁的加入时机调整到Ca-Fe线进行变性处理之后,以降低B和N结合的几率,从而减少BN的生成。
2) 加钛固氮,利用Ti与N反应析出TiN的温度高于B和N反应的温度,调整炼钢工艺,在冶炼加入硼铁之前先加入适量Ti进行固氮,以减少N和B的结合。
3) 优化连铸二冷工艺,尽可能控制铸坯角部矫直温度大于900℃,板坯侧面入炉温度大于915℃。
4) 控制结晶器操作。控制液面波动在±(3~5)mm的水平,稳定液面操作;避免浸入式水口的堵塞及偏流;合适保护渣的控制和消耗等。
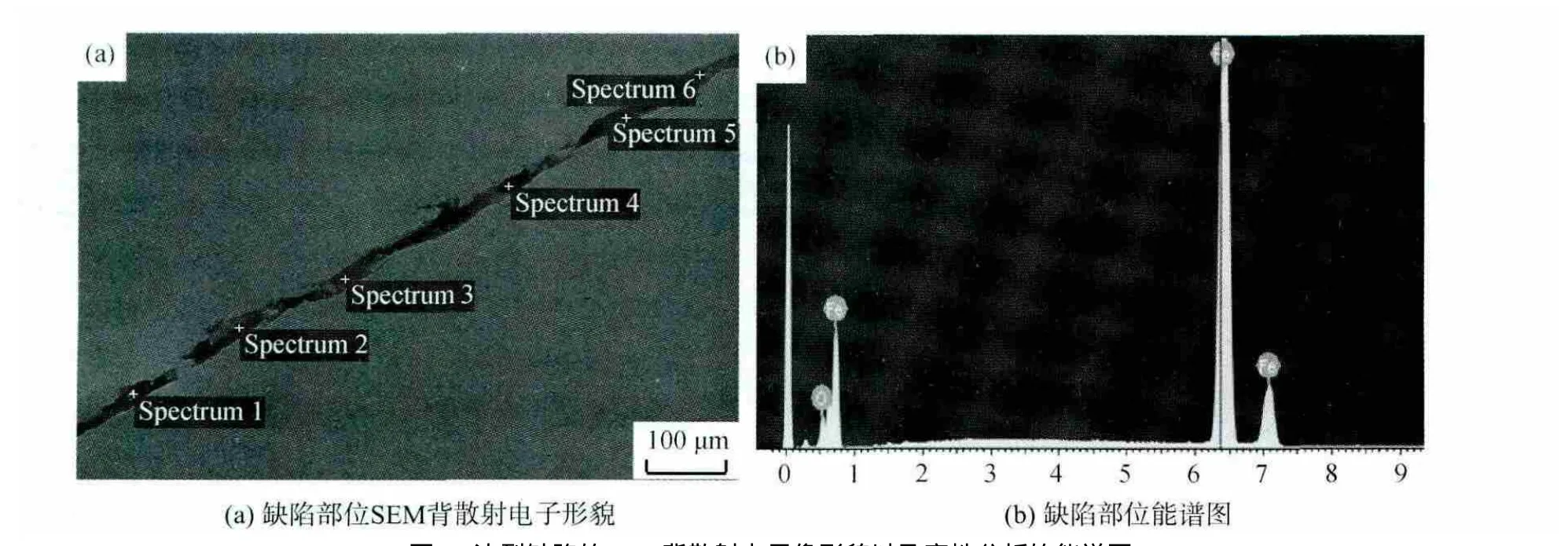
图3 边裂缺陷的SEM背散射电子像形貌以及定性分析的能谱图
结论
通过实验分析及生产实践,对于含硼钢边裂缺陷问题的原因及工艺改进,可以得出以下结论:
1) 含硼钢的此类边裂缺陷样品裂纹处脱碳严重,基体与裂纹结合处有氧化物夹杂带。
2) 含硼钢的此类边裂缺陷是由于连铸坯边部产生横裂纹,经加热后裂纹氧化,轧制后不能焊合,导致热轧板形成边裂缺陷。
3) 通过控制含硼钢中氮含量、加钛固氮等手段调整SS400的成分,优化连铸二冷工艺,控制结晶器操作等措施,可以有效地消除或减轻此类边裂缺陷的产生。
[1] 王宏霞, 王俊海. 热轧钢带边裂原因分析. 山东冶金,2007 (S1) :70-71.
[2] 田鹏, 尹志尧, 李吉伟,等. 热轧带钢边部缺陷成因及控制研究. 北方钒钛,2012 (3) :30-34.
[3] 苏笃星, 马建超, 夏翁伟,等. 加硼钢连铸坯中间裂纹缺陷的改善.炼钢,20 13 (3) :19-22.
[4] 邸洪双, 王晓南, 宁忠良. 热轧板带边部缺陷形成机理及研究现状. 河南冶金,2008 (3):1-4.
[5] 蔡开科. 连铸坯质量控制. 北京:冶金工业出版社, 2010.
[6] 王雅贞. 新编连铸钢工艺及设备. 北京:冶金工业出版社, 2007.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:30
重型机械(2020年3期)2020-08-24 08:31:40
安徽冶金科技职业学院学报(2020年2期)2020-08-04 08:13:54
中国科技纵横(2019年19期)2019-12-06 06:22:00
山东冶金(2018年5期)2018-11-22 05:12:14
山东工业技术(2018年14期)2018-08-20 09:58:30
世界家苑(2018年6期)2018-07-23 04:06:48
上海金属(2016年4期)2016-11-23 05:38:54
上海金属(2016年2期)2016-11-23 05:34:40
新疆钢铁(2015年2期)2015-11-07 03:27:52