
静压造型机的模移回转机构
2015-11-04 05:49:32苏士胜
中国铸造装备与技术 2015年1期
苏士胜
(保定维尔工程设计有限公司,河北保定 071058)
静压造型机的模移回转机构
苏士胜
(保定维尔工程设计有限公司,河北保定 071058)
介绍了静压造型机模移回转机构的结构、工作原理,重点介绍了模移回转机构存在的问题以及解决的措施。认为多连杆机构的模移回转机构的运动形式是一种慢快慢的类正弦曲线运动,在速度上更容易控制,也更省力,因此液压控制上也变得更加简洁可靠。
模移回转机构;液压原理;连杆机构
1 设备简介
静压自动造型线是铸造行业中的用于生产铸件的完整的自动生产线,全线主要包括造型段、下芯合箱浇注段、冷却段和返回捅箱段。其主要工作流程:造好型的砂箱经过下芯后合箱,合箱后的砂箱被运送到浇注段进行浇注,浇注好的砂箱再转运到冷却段进行冷却,冷却好的砂箱再被转运到捅箱段进行落砂,进而达到铸件与砂子分离。
该自动造型线的造型设备是静压造型机(图1),其主要结构包括工作台、吹气预紧实机构、多触头压实机构、加砂机构以及模移回转机构。
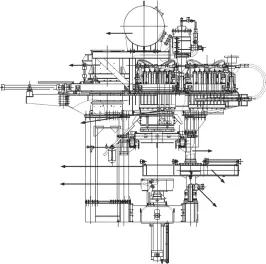
图1 静压造型机结构示意图
静压造型机工作原理是通过气流预紧实作用对型砂进行初步紧实,然后通过液压多触头对型砂进行最终压实。模移回转机构主要用于支撑上型模底框及模板和下型模底框及模板,主要组成包括连杆机构、中柱和回转大臂以及缓冲装置和定位装置。其运动过程:在连杆机构的驱动下,回转大臂以中柱为圆心来回旋转180°,依次将上型模底框、下型模底框转入或转出造型机工作台。缓冲装置和定位装置用于回转大臂到位时的缓冲和定位,以保证回转大臂在正确的工作位置。
2 问题分析
图2是模移回转机构早期的液压原理图。首先,图2中的连杆机构为摆动摇杆机构,其简图如图3所示。当杆a由位置1逆时针旋转到位置3的过程中,油缸的压力始终是一定的,即F1=F2,但此压力在速度方向上的分力却是逐渐减小到0的过程。由公式F=mrω可知,当杆a从位置1运动到位置3的过程是速度逐渐减小的过程。同理,当杆由位置3运动到位置5是速度逐渐增加的过程。
由此可知该摇杆机构的运动为类余弦曲线形式,即回转机构的运动是一种快慢快的方式,运动过程可概述如下:
(1)以图2原理图中的连杆机构所在位置为0°,油缸有杆腔进油,回转大臂开始逆时针旋转,在旋转90°到时,油缸活塞杆完全缩回,回转机构的运动过程为减速过程,到达90°时速度最小;
(2)当旋转到90°时,电磁阀换向、油缸无杆腔进油,回转大臂开始加速旋转,当正好旋转180°时,油缸活塞杆完全伸出,回转大臂到位,此时回转机构的速度最大,回转机构的运动过程为加速过程,到达180°时速度最大。
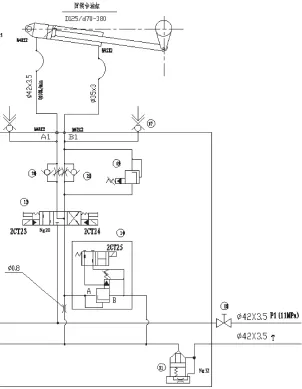
图2 模移回转机构早期的液压原理图

图3 摆动摇杆机构简图
由运动过程分析可知此结构存在以下问题:在0°和180°位置是模移回转机构的工作位置,但此时却是运动的速度最大位置,想让其立刻停下来必须靠大的缓冲力才可以实现。其次,在旋转到90°位置时,电磁阀换向、油缸无杆腔进油,这个瞬间会需要大量油量,由于管径的限制却来不及补充此油量,因此极易产生油缸后腔造成短暂真空,从而导致旋转过程中有卡顿现象产生。
3 解决措施
针对以上问题,我们先是在液压原理图上进行了一系列改进,首先将油缸无杆腔的进油管路上的单向节流阀更换为单向减压阀以减小其进油压力,该措施有效地减小了使回转机构停下来的缓冲力。其次,为防止油缸后腔的补油不足问题,我们在油缸无杆腔的进油管路上并联了一个接到回油管(T管)的高位油箱(该油路通过单向阀使其只能够向油缸补油),该方法很好地解决了旋转过程中的卡顿问题。
通过液压原理上改进,我们发现模移回转机构的运行更加稳定可靠,但是这并不能根本地解决回转机构的运动形式,即快慢快的类余弦曲线运动。因为我们想要的运动是一种类正弦曲线运动,即在连杆机构的驱动作用下是一种慢快慢的运动,显然通过液压上的改进并不容易实现这一运动要求,因此我们通过机械结构上考虑如何解决此问题。
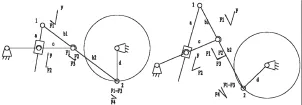
图4 四连杆为基础的多连杆机构简图
图4所示为四连杆为基础的多连杆机构,杆a为主动件,若杆a产生的力为F,则F在杆b1上产生的分力为F1,在杆c上产生的分力为F2,F2在b2方向的分力为F3,则杆b2段沿杆方向的力F1-F3,那么使杆c产生运动的切向力为F4。显然,在F一定的情况下,杆c逆时针旋转90°的过程中,F4是逐渐增大的过程,即杆c速度是逐渐增加的过程。然后,从90°旋转到180°的过程,F4是逐渐减小的过程,即杆c速度是逐渐变小的过程。这正是我们想要的模移回转机构慢快慢的运动特性。
根据以上多杆机构的运动特性,我们对模移回转机构做了机械结构上的改进,将图4中的杆a及滑块用油缸代替,改进后的液压原理图如图5所示。动作过程如下:
(1)以图5原理图中的连杆机构所在的位置为0°,油缸无杆腔进油,回转大臂开始逆时针旋转,在旋转90°时,油缸活塞杆完全伸出,回转机构的运动过程为加速过程,到达90°时速度最大;
(2)当旋转90°时,电磁阀换向、油缸有杆腔进油,回转大臂开始减速旋转,当正好旋转180°时,油缸活塞杆完全缩回,回转大臂到位,此时回转机构的速度最小,回转机构的运动过程为减速过程,到达180°时速度最小。
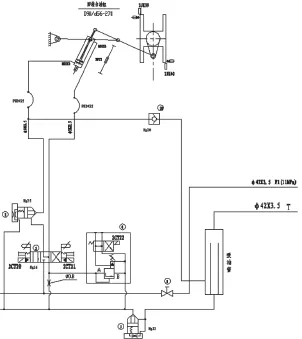
图5 模移回转机构改进后的液压原理图
通过以上分析可知,多连杆机构的模移回转机构比原来的摆动摇杆机构模移回转机构具有以下优点:
(1)回转机构的运动形式是一种慢快慢的类正弦曲线运动,速度上更容易控制;
(2)更省力,多连杆机构的起动过程是无杆腔进油,而摆动摇杆机构的起动过程是有杆腔进油,因此多连杆机构的油缸的缸径选的可以更小,就不必再使用无杆腔的单向减压阀,因此液压原理图上也变得更加简洁可靠;
(3)更省距离,多连杆机构的油缸行程比摆动摇杆形式的要小。
4 结语
改进后的模移回转机构虽然结构上变得相对复杂,但由于油缸的缸径和行程都变小,节省了成本。此外,其慢快慢的类正弦运动形式更加符合使用要求,液压原理图上也变得更加简洁可靠。
[1] 张利平.液压传动与控制[M].西安:西北工业大学出版社,2005:128-129.
[2] 张应龙.液压识图[M].北京:化学工业出版社,2007:37-39.
[3] 孙桓,陈作模.机械原理[M].北京:高等教育出版社,2008:200-201.
[4] 陆锡年.常见机构的原理及应用[M].北京:机械工业出版社,1977:351-355.
[5] 强学峰.HWS静压造型线及应用[J].中国铸造装备与技术,2000(3):37.
[6] 王同君.HWS静压线的应用[J].铸造设备研究,1997(3):2.
[7] 武明怀,李专政.国内外静压造型工艺与设备简介[J].中国铸造装备与技术, 2012(4).
The Pattern Transfer Swinging Mechanism of a Static Pressure Molding Machine
SU ShiSheng
(Baoding Well Engineering Design Co.Ltd., Baoding 071058, Hebei, China)
The structure and working principle of pattern transfer swinging mechanism of the static pressure moulding machine have been introduced with emphasis on the existent problems and solving measures, of which it has been thought that the motion form would be certain slow-rapid-slow type similar to sinusoid of the pattern transfer swinging with a multiple connecting rod mechanism with easier controlled speed and less force hence simpler and more reliable control with hydraulic pressure.
Pattern transfer swinging mechanism; Hydraulic principle; Connecting rod mechanism
TG231.6;
A;
1006-9658(2015)01-0040-03
10.3969/j.issn.1006—9658.2015.01.012
2014-07-07
稿件编号:1407-621
苏士胜(1982—),男,助理工程师,主要从事铸造设备研究与设计.
猜你喜欢
电脑爱好者(2022年5期)2022-05-30 14:58:47
环境技术(2021年4期)2021-09-11 08:26:06
南方农机(2021年3期)2021-02-07 09:07:04
湖北农机化(2020年17期)2020-11-02 07:46:54
科学咨询(2020年53期)2020-03-19 07:41:46
商品与质量(2019年22期)2019-11-29 02:41:40
科学导报·学术(2019年44期)2019-09-10 22:25:45
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:58
载人航天(2016年4期)2016-12-01 06:56:21
综合智慧能源(2014年1期)2014-09-10 07:07:40
