基于渐变非圆曲线轮廓零件的参数编程研究*
2015-11-03 01:31:30苟建峰彭美武卢万强
组合机床与自动化加工技术 2015年4期
苟建峰,彭美武,卢万强,王 强
(1.四川大学制造科学与工程学院,成都 610065;2.四川工程职业技术学院机电工程系,四川德阳 618000:3.东方汽轮机有限公司,四川德阳 618000)
基于渐变非圆曲线轮廓零件的参数编程研究*
苟建峰1,2,彭美武2,卢万强2,王 强3
(1.四川大学制造科学与工程学院,成都 610065;2.四川工程职业技术学院机电工程系,四川德阳 618000:3.东方汽轮机有限公司,四川德阳 618000)
文章针对数控铣削中渐变非圆曲线零件轮廓复杂,编程困难(没有现成指令可应用,往往需要自动编程,程序复杂)的问题。在分析渐变非圆曲线成型特点的基础上,采用建立非圆曲线的数学模型并推导出相关参数表达式,利用数控系统的用户宏功能,开发出具有较高实用价值的渐变非圆曲线轮廓加工的参数程序。通过验证,该方法大大简化了程序,节省了加工时间,提高了生产效率和加工精度。在实际生产中有一定的推广应用价值。
非圆曲线;参数编程;椭圆;加工
0 引言
数控镗铣床、加工中心往往适合加工精度比较高,形状复杂的零件。现有一零件如图1所示。该零件型腔部分的顶部是一个直径为140㎜深度6㎜的圆形型腔,底部为一个长半轴为50㎜,短半轴为30㎜,深度6㎜的椭圆型腔,中间是呈线性的过渡部分,也是加工的关键部分,需要在数控铣床或者加工中心上加工。而以往对这类渐变非圆曲线轮廓的加工一般采用CAD/CAM软件自动编程,而自动编程需要建模,后处理生成数控程序,程序极为复杂,加工效率低。
本文针对上述问题在分析渐变非圆曲线成型特点的基础上,采用建立非圆曲线的数学模型并推导出相关参数表达式,并利用数控系统提供的用户宏功能分层对渐变非圆曲线轮廓进行加工。并根据表面粗糙度要求准确计算出分层等高加工时的切深。通过验证,该方法大大简化了程序,节省了加工时间,提高了生产效率和加工精度。在实际生产中有一定的推广应用价值。

图1 非圆曲线零件图
1 数学模型的建立
该零件顶部的圆形型腔以及底部的椭圆型腔容易加工,一般我们采用立铣刀就可以实现。然而加工该零件最关键的部分是中间呈线性的过渡部分,编程困难,加工难度大。我们往往采用球头铣刀并且利用参数编程分层铣削来实现。而加工中间部分的关键是确定过渡椭圆的方程,即找出在Z向的每一个截面上椭圆的长、短轴。同时还要根据加工的精度要求来确定Z轴方向分层铣削时每次切削的深度。
1.1 过渡部分非圆曲线方程的确定
要确定过渡椭圆的方程,首先要确定在Z轴方向的每一个截面上椭圆的长、短轴。将该零件沿分别沿长轴和短轴剖开。图2为零件沿长、短轴剖视图。图2a为沿长轴剖视图,其中α表示线性化过渡部分与Z轴的夹角,h表示分层铣削时每次切削的深度。根据如图2a所示的几何位置关系,通过三角函数计算各尺寸如下:

图2 零件沿长、短轴剖视图
其中BC为中间线性过渡部分的椭圆长半轴之差,AB为中间线性过渡部分在Z轴方向的深度。
其中a1为当在每次切深h后所形成的椭圆长半轴增加或者减少的值。
同理,图2b为沿短轴剖视图,其中β表示线性化过渡部分与Z轴的夹角,h表示分层铣削时每次切削的深度。

其中FG为中间线性过渡部分的椭圆短半轴之差,AF为中间线性过渡部分在Z轴方向的深度。

其中b1为当在每次切深h后所形成的椭圆短半轴增加或者减少的值。
由上式(1)、式(2)及原椭圆的方程可以得出新产生的椭圆的方程为:

1.2 分层铣削时每次切深的确定
在沿斜面方向分层铣削加工时,Z向下刀深度一般是由操作人员根据自己的实际经验选取,而这种加工精度往往很难保证。用球头铣刀沿斜面Z向下刀时,相邻两次刀具轨迹之间往往都会产生一个未加工的残留区域,如图3所示,而要加工表面的精度与未加工的残留区域高度密切相关。即它的大小决定了要加工表面的表面粗糙度。所以在进行程序编制时,必须根据加工表面的精度要求,由表面粗糙度合理计算出每次切深,严控残留高度。

图3 分层铣削示意图
如图3所示,AB为相邻刀轨球头铣刀球心距离,过渡斜面与水平面的夹角为α,相邻刀轨切削过的残留高度为CD,分层铣削时每次切深为h,如图所示通过计算如下:

由图3可知AD=BD=CE=R 即等于球头铣刀的半径。
由式(3)、(4)、(5)联求的残留高度的计算公式为:

该零件要求加工表面粗糙度为Ra3.2μm,过渡面与水平面的夹角为crctan2.2,约为66°,选用φ20mm的球头铣刀进行等高加工,根据数据代入残留高度计算公式(6),

算出分层铣削时每次切深h约为1.46mm。
2 宏程序开发与实施
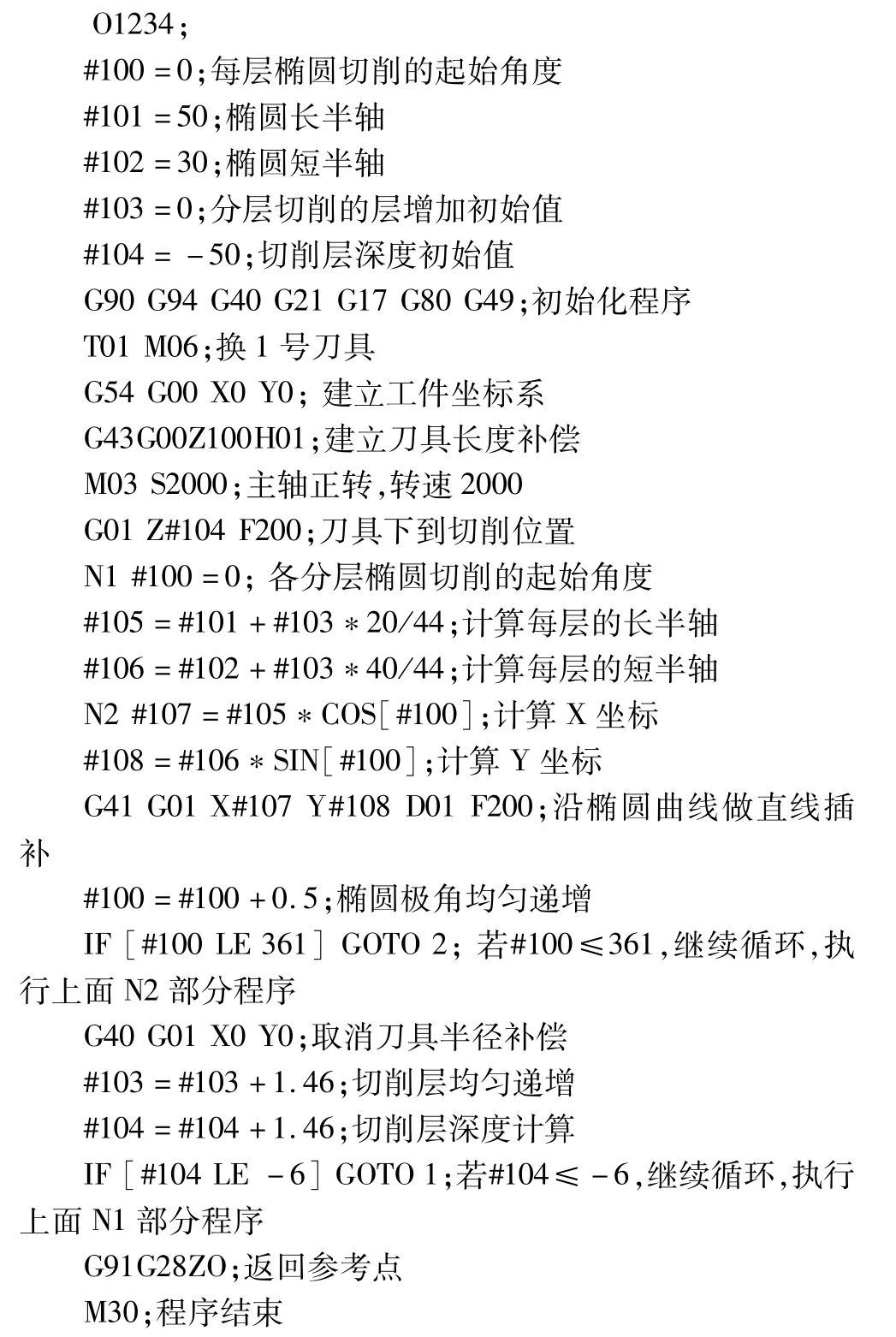
完成了该零件过渡部分渐变非圆曲线方程的确定,以及通过表面粗糙度计算得出的分层铣削时每次切削的深度值。然后逐层进行非圆曲线加工,以顺铣的方式单向完成切削加工。流程如图4所示。选用FANUC0i系统进行编程,宏程序如下:

图4 宏程序开发流程图
3 加工验证
完成宏程序的编制后,首先在仿真软件中检验程序的正确性,如图5所示。然后选用KVC650机床进行实际加工,完全达到零件的要求。与此同时,我们也用CAD/CAM软件自动编程加工,所有参数设置均与宏程序完全相同。结果两种程序加工零件的质量几乎没有差别,但宏程序从程序行数及字节数远小于CAD/CAM软件自动生成的程序,大大节约了走刀时间。在程序的通用性方面而言,当过渡部分尺寸变化时,往往只需修改宏程序中相关变量的赋值即可。若采用自动编程方式,从造型、产生刀路到生成程序、DNC程序传输,两者的加工效率不可比拟[7]。如表1所示。因此在渐变非圆曲线轮廓加工中运用宏程序非常可取。
图5 CIMCO程序仿真

表1 SALBP方案2优化结果
4 结论
通过利用宏程序完成对上述渐变非圆曲线零件的程序开发充分表明:①对渐变式非圆曲线采用变量宏程序编程和采用CAD/CAM软件自动编程相比较,变量宏程序可以大大简化程序,增强数控系统的功能。节省加工时间,提高生产效率。②也解决了以往在编程中每次切深由操作人员根据自己的实际经验选取,加工精度很难保证的难题。③为其他非圆曲线的参数编程提供借鉴。在实际生产中有一定的推广应用价值。
[1]吴金会,刘越.基于宏程序的方形体斜角面铣削加工应用研究[J].组合机床与自动化加工技术,2012(5):64-96.
[2]薛明赵薇.基于数控车削非圆二次曲线零件加工的研究[J].组合机床与自动化加工技术,2013(4):129-131.
[3]顾雪艳.数控加工编程操作技巧与禁忌[M].北京:机械工业出版社,2008.
[4]斯密德.FANUC数控系统用户宏程序与编程技巧[M].北京:化学工业出版社,2007.
[5]陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2003.
[6]孙德茂.数控机床铣削加工直接编程技术[M].北京:机械工业出版社,2005.
[7]郭德桥.基于球头铣刀在斜面加工中的参数编程研究[J].组合机床与自动化加工技术,2013(5):98-100.
[8]斯密德·彼得.数控编程手册[M].罗学科,刘瑛,黄根隆,等,译.北京:化学工业出版社,2005.
[9]解海滨.数控加工技术实训[M].北京:机械工业出版社,2008.
(编辑 赵蓉)
Based on the Gradient Parameters of the Non-circular Curve Contour Parts Programming Research
GOU Jian-feng1,2,PENGMei-wu2,LUWan-qiang2,WANG Qiang3
(1.School of Manufacturing Science and Engineering,Sichuan University,Chengdu 610065,China;2.Mechanical and Electronic Engineering Department,Sichuan Engineering Technical College,Deyang Sichuan 618000;3.Dongfang Turbine Co.,LTD,Deyang Sichuan 618000,China)
Nc milling china-africa circular curve parts contour complex,programming difficulty(no ready instructions can be used,often require automatic programming,program complex).On the basis of analyzing the characteristics of the non-circular curve shape,put forward by establishing the mathematical model and deduce the expression of related parameters.Using the numerical control system of user macro,developed has high practical value of non-circular curve contour machining,the parameters of the program,and Through the verification,the method greatly simplifies the process,saves processing time,improve production efficiency and machining accuracy.Have certain application value in actual production.
the non-circular curve;parameter programming;the ellipse;processing
TH126;TG51
A
1001-2265(2015)04-0146-03 DOI:10.13462/j.cnki.mmtamt.2015.04.039
2014-08-01;
2014-09-07
德阳市2012年度重点科技计划(科技支撑计划、校企科技合作)项目(2012ZZ040-1)
苟建峰(1983—),男,陕西宝鸡人,四川工程职业技术学院讲师,硕士,技师,研究方向为数控加工技术,(E-mail)gjf0423@163.com。
猜你喜欢
智能制造(2021年4期)2021-11-04 08:54:44
装备制造技术(2021年4期)2021-08-05 07:39:54
模具制造(2019年10期)2020-01-06 09:13:08
电镀与环保(2018年4期)2018-08-20 03:08:04
制造技术与机床(2017年3期)2017-06-23 08:11:47
汽车实用技术(2015年8期)2015-12-26 09:01:06
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
焊接(2015年9期)2015-07-18 11:03:53
机械工程师(2015年10期)2015-02-02 01:14:01
金属加工(冷加工)(2014年21期)2014-12-02 01:35:40